Как делают коленвал для автомобиля
Важнейшей деталью каждого транспортного средства, оснащенного двигателем внутреннего сгорания, является коленвал. Главная его задача состоит в передаче крутящего момента вначале на маховик, затем на трансмиссию, а уже потом – на полуоси колес. Примечательно то, что деталь изготавливается под конкретную марку силовой установки, а не под модель авто, как это бывает с другими комплектующими.
- Коленчатый вал: что это, каковы его задачи
- Материалы изготовления коленвала. Технология производства
- Технология изготовления
- Стальные валы
- Чугунные валы
- Из чего состоит коленвал
- Механизм работы
- Датчик коленвала
- Неисправности и их устранение
- Итог
В ходе эксплуатации коленвал двигателя притирается к нему, к его особенностям, поэтому, когда возникает необходимость в ремонте или замене, мастера максимум внимания уделяют износу подвижных элементов и стараются ответить на вопрос о том, что стало его причиной.
Коленчатый вал: что это, каковы его задачи
Коленчатый вал направляет крутящий момент на маховик, откуда тот поступает на шестеренки трансмиссии, затем – на колеса (ведущие). Сам вал начинает вращаться под влиянием поршневой группы.
Большинство классических ДВС работают по одинаковой схеме. Внутри таких установок возвратно-поступательные движения преобразовываются во вращательные. Блок цилиндров включает поршни с шатунами, и в момент, когда воздушно-топливная смесь направляется в цилиндр, где она возгорается от искры, освобождается большое количество энергии. Газы, которые под воздействием тепла расширяются, оказывают давление на поршень, и он начинает перемещаться вниз.
Цилиндры устанавливаются на шатунах, закрепленных на шатунных шейках коленвала. Так как каждый цилиндр срабатывает в конкретный момент времени, воздействие, оказываемое на кривошипно-шатунный механизм, получается равномерным, поэтому коленчатый вал двигается постоянно. Движение переходит на маховик, а уже от него посредством сцепления переходит на КП и на колеса.
Коленвал необходим для того, чтобы преобразовывать движения различного рода. Отсюда предельная точность, с которой она создается, ведь от симметричности, а также от того, как точно друг относительно друга выверен каждый угол, зависит частота вращения коленчатого вала.
Внешне этот элемент представляет собой сочетание большого количества шатунных шеек, сочетающихся друг с дружкой коленной шейкой. Число таких колен-шеек зависит от числа цилиндров, а также полностью соответствует их форме и местонахождению. С поршнями шейки соединяются посредством шатунов, которые приводят коленвал в движение.
Есть несколько разновидностей коленчатого вала двигателя. Когда шатунные шейки расположены симметрично от шейки коленной, это полноопорный коленвал. Когда шатунные шейки установлены лишь с одной стороны, говорят, что вал неполноопорный.
Материалы изготовления коленвала. Технология производства
В процессе производства коленчатых валов применяют разные материалы. Для спорткаров или автомобилей люкс-класса валы выпускают из легированной либо углеродистой стали, характеризующейся повышенной прочностью и износостойкостью.
Для серийных авто используется модифицированный чугун, который обрабатывается путем прессования либо литья. В качестве элементов, необходимых для легирования стали, используется хром и молибден, реже могут быть примеси других металлов, которые работают на увеличение прочности.
Чаще всего устанавливается деталь внизу, над кратером, но если ДВС оппозитный, то данный конструктивный элемент находится выше, в центральной части двигателя, что упрощает процесс замены коленвала при необходимости.
Технология изготовления
Выпускаются заготовки валов путем штамповки и литья. Кованые модели более прочны, их делают, как уже говорилось выше, из легированной или углеродистой стали. Изделия массового производства, которыми комплектуются в основном серийные модели автомобилей, выпускают из высокопрочного чугуна, используется при этом метод литья.
Выливают материал в оболочковые или земляные формы, причем, применение именно оболочковых форм является более прогрессивным методом, так как изделие получается более точным, припуски на механическую обработку оказываются минимальными, а порой они и вовсе отсутствуют.

Если речь идет о методе горячей штамповки, это уже массовое производство, так как технология изготовления позволяет получить готовую деталь, которая практически не требует обработки.
Отсюда – более точные размеры коленвала, идеальная форма, а также доступная цена, продиктованная минимальными отходами металла. К тому же волокна в готовой детали размещены оптимальным образом, что заметно улучшает показатели прочности, как следствие – износостойкость детали.
Стальные валы
Коленчатые валы для спорткаров, автомобилей повышенной мощности и высокой проходимости изготавливают из стали путем ковки либо горячего штампования. Чаще всего для этого используют сталь 35, 50, 45Г и 50 Г. Производство деталей быстроходных механизмов осуществляется из упомянутых выше сталей, в которые добавляют хром и никель, хром и молибден.
Легированные стали характеризуются повышенной пластичностью, твердостью, продолжительным сроком службы, поэтому из них выпускают коленчатые валы для мощных дизельных и бензиновых силовых установок.
Чугунные валы
В серийных моделях не только автомобильного транспорта, но и других ТС, оснащенных двигателями внутреннего сгорания, устанавливают коленвалы из чугуна с графитом, изготовленные методом литья. Технология известна давно, но в последнее время она была усовершенствована, что позволило удешевить процесс производства и повысить качество деталей, минимизировать процесс образования брака.
Примечательно то, что благодаря использованию новейшего оборудования удалось значительно уменьшить потери металла, и чем сложнее конструкция комплектующего, тем эта экономия заметнее. Наличие в составе графита повышает износостойкость и надежность вала, но ключевую роль играет качество литья, отсутствие так называемых литейных пороков.
Прочность изделия зависит от свойств материала. Если вал выпущен из модифицированного либо высокопрочного чугуна, отпадает необходимость в его дальнейшей термической обработке. Литая деталь характеризуется одинаковой твердостью по всей площади, которая не уменьшается даже после шлифования.
Из чего состоит коленвал
Ключевыми составными элементами коленвала можно считать следующее:
- Коренная шейка – опора, выполняющая функции оси вращения. Находится она в подшипнике.
- Щеки – некое связующее звено между коренными и шатунными шейками, к тому же препятствующее разрушению детали вследствие непрерывных нагрузок.
- Шатунные шейки – это опоры, которые соединены с шатунами поршней.
- Носок – расположенный спереди конструктивный элемент, который передает мощность на вспомогательные механизмы.
- Хвостовик – элемент, расположенный сзади. Он соединяется с маховиком либо шестеренкой отбора мощности для передачи усилия на движение.
- Противовесы – отдельный элемент конструкции, распределяющий нагрузку и уравновешивающий вал.
Роль уплотнителя для хвостовика и носка играют сальники коленвала, которые предотвращают протекание масла на стыках там, где маховик выходит за границы цилиндров. За способность детали двигаться вращательно отвечают подшипники скольжения, изготовленные из стали. Для исключения риска смещения оси вращения устанавливается упорный подшипник.
Механизм работы
Работоспособность всех без исключения ДВС обеспечивается поршневым блоком, который приводит в действие коленвал. Работает механизм следующим образом:
- Топливная смесь в цилиндре сгорает, это ведет к расширению воздуха и образованию давления.
- Под воздействием давления происходит выталкивание поршня, начинается поступательное движение.
- Соединение с шатунными шейками обеспечивает изменение поступательного движения во вращательное.
- Полученная, таким образом, энергия вращения с коленвала направляется на ведущие колеса, и транспортное средство движется.
Датчик коленвала
Датчик коленчатого вала используется лишь в транспортных средствах, оснащенных системами электронного управления двигателя. От вращения вала зависит работа нескольких деталей и даже целых систем, благодаря своевременной подачи топливной смеси становится возможным улучшение ездовых характеристик.
Для синхронизации рабочих процессов как раз и придумали специальный датчик, способствующий синхронизации зажигания. Он передает данные о положении коленчатого вала на блок управления и тем самым оптимизирует работу множества механизмов. Датчики коленвала бывают нескольких видов:
- магнитные;
- Холла;
- оптические.
У каждого из них – свои особенности и преимущества, но все они устанавливаются в корпусе силового агрегата на специальном кронштейне.
Неисправности и их устранение
К наиболее распространенным неисправностям коленвала относится:
- Значительный износ шатунных и коренных шеек, к которому привела нехватка масла или его ненадлежащее качество, неправильное давление в системе, засоренность масляного фильтра, перегрев масла, приведший к его разжижению. Устраняется неисправность капитальным ремонтом мотора.
- Износ торцов под упорными кольцами (а случается это, если автомобиль часто стоит на месте при выжатом сцеплении) В этом случае придется обработать упорные фланцы и использовать более толстые полукольца. Часты случаи, когда подобный эффект устраняется только путем замены вала, которому предшествует диагностика, а при необходимости – и ремонт привода сцепления.
Коленчатый вал машины – деталь, отвечающая за способность транспортного средства двигаться, поэтому роль ее в конструкции машины невозможно переоценить. Чтобы коленвал успешно справлялся с возложенными на него функциями и служил годами, необходимо регулярно проводить ТО и выполнять ремонт детали, как только возникнет такая необходимость.
Конструкция коленчатых валов и основные требования к их изготовлению
Коленчатые валы двигателей внутреннего сгорания являются ответственными и напряженными деталями, работающими при воздействии динамических нагрузок, которые передаются валу через поршень и шатун при рабочем процессе двигателя, и инерционных усилий, возникающих при изменении скорости и направления движущихся масс поршней, шатунов, маховиков и прочих деталей.
Коленчатые валы делают цельными или составными (из отдельных частей или колен). В зависимости от числа и расположения цилиндров коленчатые валы имеют разное число колен и шеек. Основными элементами коленчатых валов являются коренные и шатунные шейки, щеки, соединяющие коренные и шатунные шейки, передний и задний концы, служащие для передачи движения приводным механизмом и механизмами двигателя. В местах переходов от шеек и концов вала к щекам и фланцам имеются галтели. Щеки коленчатых валов делают прямоугольными, круглыми или овальными. Для уменьшения массы вала на щеках в ненагруженных местах снимают фаски и скосы; шейки часто выполняют полыми. На щеках в отдельных конструкциях коленчатых валов установлены противовесы.
Условия работы коленчатых валов и сопряжённых с ними деталей двигателя требуют точного выполнения размеров и правильного взаимного положения отдельных элементов. Эти требования обусловлены ГОСТами 10158-62 и 10167-62. Основные технические требования, предъявляемые к коленчатым валам, следующие:
- Коленчатые валы должны изготавливаться из углеродистых сталей 35, 40, 45, и 50 Г и легированных сталей, химический состав которых соответствует ГОСТу 4543-61. Марка стали оговаривается в чертеже.
- Механические свойства валов должны соответствовать показателям, установленным ГОСТом 10158-62 в зависимости от марки стали и категории прочности. Обязательными показателями механических свойств являются предел текучести, относительное сужение, ударная вязкость и твёрдость. Механические свойства материала коленчатых валов после термической обработки проверяются на образцах, вырезанных из детали.
- Твёрдость HRC шеек, подвергаемых поверхностной закалке, должна быть не менее 52 для валов, изготавливаемых из стали 45 и 50 Г, и не менее 48 для валов из легированных сталей. Галтели закалке не подвергаются.
- Чистота обработки поверхности шеек диаметром до 100 мм должна быть не ниже 9-го класса, а шеек диаметром более 100 мм и галтелей шеек 8-го класса; чистота обработки коренных шеек, монтируемых на подшипниках качения, должна быть 7-го класса.
- Диаметры коренных и шатунных шеек требуется обрабатывать по 2-му классу точности. Овальность шеек диаметром до 260 мм не должна выходить за пределы поля допуска скользящей посадки 1-го класса точности, а шеек диаметром более 260 мм должна быть в пределах допуска скользящей посадки 2-го класса точности.
- Биение коренных шеек и шейки под распределительную шестерню относительно оси вала не должно превышать 0,03 мм для валов с диаметром шеек до 100 мм, 0,04 мм для валов с диаметром шеек 100-180 мм; 0,05 мм для валов с диаметром шеек 180-260 мм и 0,06 мм для валов больших размеров.
- Допускается отклонение радиуса кривошипа не более
 0,15 мм на 100 мм радиуса.
0,15 мм на 100 мм радиуса. - Смещение углов между коленами кривошипов, а также между шпоночным пазом распределительной шестерни и осью базового кривошипа допускается не более
 .
. - Биение торцов соединительных фланцев при жёстком креплении маховика или муфты допускается не более 0,005 мм на 100 мм диаметра фланца, при прочих соединениях – не более 0,03 мм на 100 мм диаметра фланца.
- Каждый вал должен быть динамически сбалансирован. Одно- и двухколенчатые валы, а также валы, работающие с числом оборотов в минуту менее 1000, допускается балансировать статически. Допускаемый дисбаланс указывается в чертеже.
Требования к коленчатым валам, подвергаемые азотированию, хромированию и механическому уплотнению галтелей, указываются в чертеже. Заготовки коленчатых валов получают свободной ковкой, штамповкой и отливкой. Свободной ковкой получают заготовки валов крупных двигателей, выпускаемых мелкими сериями, для которых нецелесообразно делать сложные и дорогие штампы. Сложная конфигурация коленчатого вала не позволяет изготовить свободной ковкой заготовку, в достаточной степени приближающуюся к конфигурации готовой детали, и при обработки шеек приходится удалять большое количество металла. Заготовки валов, выпускаемых значительными сериями, получают штамповкой в закрытых штампах. Штамповку заготовок значительных размеров производят по частям в секционных штампах (см. рис 1).
Это позволяет снизить расход металла, улучшить его структуру и снизить трудоёмкость изготовления вала в заготовительных и механических цехах. Заготовку коленчатых валов быстроходных двигателей в серийном производстве получают штамповкой в закрытых штампах из проката последовательно в нескольких ручьях одного штампа или двух штампов. Сначала производят гибку заготовки в гибочном ручье штампа, затем штамповку в предварительном ручье. Потом производят обрезку облоя, окончательную штамповку, обрезку и рихтовку. Фланцы на конце вала обычно штампуют в отдельной операции на горизонтально-ковочных машинах.
При изготовлении коленчатых валов как одно целое с ними отковывают бруски, из которых после совместной термической обработки вырезают образцы для контроля механических свойств материала. Литые заготовки коленчатых валов получают из модифицированного легированного чугуна и высокопрочного чугуна с шаровидным графитом. Крупные валы (для тепловозных и стационарных двигателей) изготавливают в земляных формах; шейки их обычно отливают полыми, что позволяет избежать большой разницы в толщине стенок отливки и обеспечит более равномерную структуру материала. Коленчатые валы небольших размеров (для автомобильных, тракторных и комбайновых двигателей) отливают в оболочковых формах. Литые заготовки коленчатых валов подвергают рентгенографическому контролю для выявления внутренних скрытых раковин.
Технология производства коленчатых валов
Коленчатые валы относятся к числу наиболее ответственных деталей ДВС, работающих в условиях знакопеременных динамических нагрузок. Шейки коленчатых валов испытывают высокие удельные нагрузки при наличии трения скольжения.
По конструкции коленчатые валы бывают (в зависимости от типа, размера и других показателей двигателей) целыми и составными из двух-трех групп кривошипов (колен), которые, в свою очередь, бывают целыми, полусоставными (отдельно выполняется рамовая шейка) и составными (отдельное изготовление рамовых и мотылевых шеек). Различия в конструкции определяют и различия в технологическом, процессе изготовления коленчатого вала.
К материалу коленчатых валов предъявляются весьма высокие требования. Для коленчатых валов обычно применяются углеродистые стали марок 35, 40, 45 и 50Г, которые по сравнению с легированными менее склонны к возникновению различного рода пороков и не требуют сложной термической обработки.
Коленчатые валы быстроходных двигателей, в зависимости от степени напряженности, изготовляют из сталей 45, 40Х, ЗОХМА, 40ХНМА и 18Х2Н4ВА. Последняя отличается высокими показателями прочности и ударной вязкости, а также износостойкости.
Для улучшения поверхностной твердости и износостойкости шеек валов их подвергают закалке токами высокой частоты до 50-55 HRC. Твердость шеек и усталостную прочность всего вала из сталей 18Х2Н4ВА и 40ХНМА иногда повышают азотированием, местным наклепом и дробеструйной обработкой.
Находят применение и коленчатые валы, изготовленные из модифицированного и высокопрочного чугуна (например, ВЧ50) с шаровидной формой графита для двигателей самого различного назначения.
Заготовки коленчатых валов получают свободной ковкой, штамповкой и отливкой.
Свободной ковкой получают заготовки валов крупных двигателей, выпускаемых малыми сериями, для которых нецелесообразно делать сложные и дорогие штампы. Из-за сложности конфигурации валов заготовки только отдаленно напоминают окончательную форму, поэтому при обработке удаляется большое количество металла.
При свободной ковке обжимаются только рамовые шейки (рис. 10, а). Колена выполняются способом передачи металла. На протянутой из слитка пластине делают кузнечным топором с двух сторон надрубку, а затем отжимают металл трехгранником. Передвигают несколько ниже боек и смещают металл. Последовательно путем передачи металла образуют колена I, II, III. Затем, делая по концам заготовки уступы, получают концевые рамовые (коренные) шейки, фланец и пробные бруски (рис. 10, б). Для получения колен, расположенных под углом, одно колено зажимают между бойками, а соединение с другим разворачивают рычагом и краном (шейку предварительно нагревают во избежание разрыва металла).
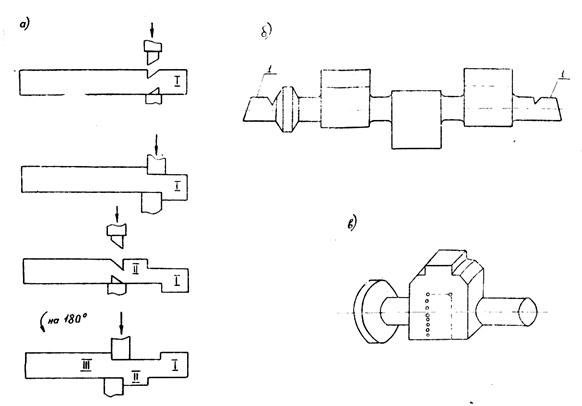
Рис. 10. Заготовки коленчатых валов
В валах, откованных подобным образом, мотылевые шейки получают вырезкой металла в сплошных коленах (рис. 10, б), что является существенным недостатком данного способа, так как при этом перерезаются волокна и ослабляется прочность металла вала.
Заготовки валов быстроходных двигателей, выпускаемых, как правило, большими сериями, получают штамповкой в закрытых штампах (при значительных размерах валов штамповка производится по частям в секционных штампах). При этом методе волокна в заготовке идут по контуру вала без отрыва.
Небольшие валы штампуют из проката, более крупные — из слитков. Для удаления пороков с наружной поверхности слиток подвергается механической обработке, затем его слегка осаживают по оси и протягивают на пластину.
Непосредственно после ковки (штамповки) заготовки подвергают термической обработке: обычной нормализации (при t = 850 °С) для углеродистых и низколегированных сталей и высокой нормализации для легированных сталей (например, для 18Х2Н4ВА при t = 950 °С). Цель термообработки — улучшить структуру металла после возможного перегрева или наклепа при ковке, устранить напряжение и облегчить последующую черновую обработку на станках.
Литые заготовки получают в земляных формах (для крупных двигателей), при этом шейки отливаются полыми, или в оболочковых формах (для автотракторных двигателей). Литые заготовки подвергаются рентгенографическому контролю для выявления внутренних скрытых раковин.
Требования к механической обработке заготовок коленчатых валов следующие:
1) оси всех рамовых шеек должны лежать на одной прямой. Несоосность рамовых (коренных) шеек при соосных опорах рамы приводит к появлению в вале дополнительных напряжений (постоянного знака) и к увеличению опорных реакций. Допуск абсолютного радиального биения составляет 0,03-0,04 мм при dШ £ 180 мм и 0,05-0,06 мм для шеек большего диаметра (абсолютное биение — биение шейки относительно оси, проходящей через крайние рамовые шейки), допуск относительного радиального биения соседних коренных шеек — не более 0,02 мм при dШ £ 180 мм и не более 0,03-0,04 мм для большего диаметра;
2) ось каждой мотылевой (шатунной) шейки должна быть параллельна оси рамовых шеек. Допуск параллельности осей — 0,03 мм на 100 мм длины;
3) торцевая плоскость соединительного фланца должна быть перпендикулярна к оси вала. Допуск торцевого биения при жестком соединении фланца — не более 0,005 мм на каждые 100 мм диаметра, при прочих соединениях — не более 0,03 мм на 100 мм диаметра.
4) углы разворота между мотылями относительно любого мотыля, принятого за базу, должны быть выдержаны в пределах ± 30 °;
5) обработка по размерам (рис. 11) ведется с точностью, указанной в табл. 3;
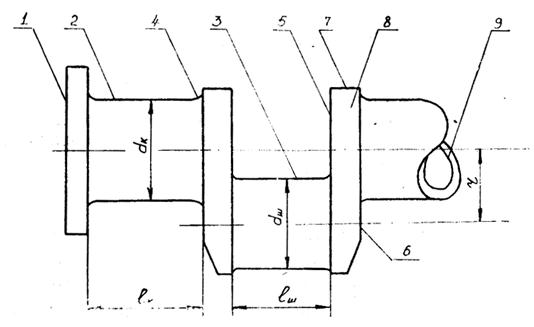
Рис. 11. Обрабатываемые поверхности коленчатого вала
Точность обработки коленчатого вала
| Размер | Поле допуска | Примечание |
| dК | h6 | Для валов всех диаметров |
| dШ | h6 | Для валов всех диаметров |
| lК | H10 | Длина коренных шеек |
| lШ | H10 | Длина шатунной шейки в случае фиксации по ней шатуна от осевого перемещения |
| r | ± 0,15 мм | На 100 мм радиуса кривошипа (r – радиус кривошипа) |
6) механические свойства валов должны соответствовать показателям, установленным в зависимости от марки стали и категории прочности. Обязательными показателями механических свойств являются предел текучести, относительное сужение, ударная вязкость и твердость;
7) каждый коленчатый вал должен быть динамически сбалансирован. Одно- и двухколенные валы, а также валы, работающие с частотой вращения n-1, допускается балансировать статически. Допускаемый дисбаланс указывается в рабочем чертеже;
8) шероховатость обработанных поверхностей коленчатых валов указана в табл. 4.
Шероховатость обработки коленчатого вала
| Номер поверхности | Шероховатость поверхности Ra, мкм | Примечание |
| 1,6 | ||
| 2, 3 | 0,2 | Для шеек с dШ < 100 мм |
| 2, 3 | 0,4 | Для шеек с dШ > 100 мм |
| 0,8 | Для шеек на подшипниках качения | |
| 0,4 | Все галтели | |
| 5, 6, 7, 8 | 12,5 | Для тихоходных двигателей |
| 5, 6, 7, 8 | 0,4 | Для быстроходных двигателей (валы из легированных сталей) |
| 1,6…0,8 | Все отверстия |
Применяется следующий технологический процесс изготовления коленчатого вала двигателя средней мощности при мелкосерийном производстве из цельнокованой заготовки с учетом:
1) обдирочные операции отделяются от чистовых;
2) наибольшие трудности в механической обработке коленчатых валов обусловливаются их относительно малой жесткостью, поэтому для обеспечения наименьших деформаций валы устанавливают и закрепляют по поверхностям, расположенным как можно ближе к обрабатываемым частям вала;
3) пробные бруски у легированных сталей обычно отрезаются в механическом цехе после термообработки, у углеродистых сталей — в кузнечном цехе после поковки вала.
— операция 05 — проверка поковки, разметка под обработку. В механический цех поковка может поступать либо в виде пластины, либо в уже частично обработанном виде (рамовые шейки предварительно образованы, колена развернуты — рис. 10, б). Ниже рассматривается второй случай. Операция производится на разметочной плите с помощью обычных приспособлений;
— операция 10 — зацентровка торцев на горизонтально-сверлильном или специальном центровочном станке;
— операция 15 — обдирка рамовых шеек, наружных сторон щек, затылков мотылей, скосов. Операция выполняется на крупногабаритном токарном станке, как правило, снабженном двумя или четырьмя суппортами, которые располагаются с передней и задней сторон станка. Вал устанавливают одним концом в кулачки патрона, другой конец поддерживается центром. Прежде всего производят обдирку и обточку шеек под люнеты, причем вначале обтачивают крайнюю шейку со стороны задней бабки. Чтобы избежать быстрого износа и разработки центрового отверстия, используют вращающийся задний центр. После обработки крайней шейки вал снимают с центра и устанавливают на люнет. Обработка в люнетах дает возможность снимать стружку большого сечения, не опасаясь прогиба вала. После черновой обточки оставляют припуск 3-5 мм на сторону для чистовой обработки;
— операция 20 — фрезерование боковых поверхностей щек. Операция производится на продольно-фрезерном станке при установке коленчатого вала в призмах. Установочной базой служат рамовые шейки. На чистовую обработку оставляют припуск около 5 мм;
— операция 25 — разметка контура мотылей для вырезки металла (формирование мотылей). Поскольку вырезка может производиться несколькими способами (высверливанием, выстрогиванием и др.), то и разметка производится по-разному. В первом случае по контуру мотыля размечают и закернивают все отверстия, подлежащие сверлению, с перекрытием друг друга на 2-3 мм; во втором размечается только граница долбления и два вспомогательных отверстия в углах контура для поворота и вывода резца (рис. 10, в);
— операция 30 — вырезка (высверливание) металла для образования кривошипа (мотыля). Удаление металла может производиться следующими способами:
— высверливание по контуру;
— долбление по контуру;
— вырезка круглой или ленточной пилой;
Метод высверливания материала требует последующей зачистки долблением оставшейся зубчатой поверхности, чтобы при обточке мотылевой шейки предохранить резец от ударов.
Весьма производительный метод — газовая резка. Ранее считалось, что она вредно влияет на структуру металла. Однако, оставляя припуски 5-10 мм, можно в дальнейшем полностью удалить дефектный слой;
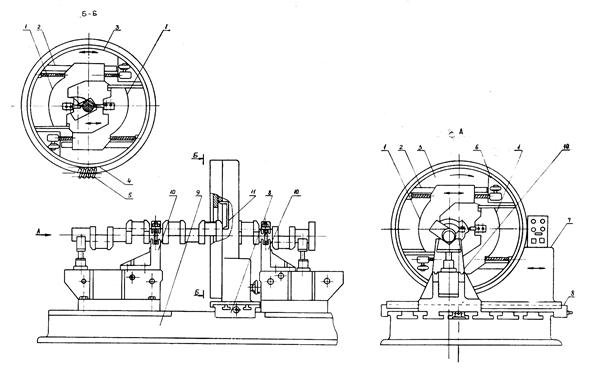
Рис. 12. Обточка мотылевых шеек вала на станке с вращающимся суппортом
— операция 35 — черновая обточка мотылевых шеек и внутренних сторон щек. Применяется специальный станок с вращающимся суппортом (рис. 12). Коленчатый вал укладывают рамовыми шейками как базовыми поверхностями на призматические стойки 10, установленные на станине станка 9. Коленчатый вал закрепляют неподвижно. Корпус 7 суппорта может передвигаться вдоль станины 9станка; кроме того, он снабжен направляющими 8 для поперечного перемещения. Внутри корпуса суппорта помещено кольцо 3, снабженное зубчатым ободом 4и получающее вращательное движение от червяка 5, — таким образом осуществляется главное движение инструмента. К кольцу прикреплены две призматические направляющие 2, по которым в радиальном направлении передвигаются два суппорта 1с резцами. Движение передается от электродвигателя 6.
Ось обрабатываемой мотылевой шейки совмещают с осью вращающегося кольца поворотом коленчатого вала вокруг оси и поперечным передвижением корпуса суппорта 7. Для проверки установки вала служит скоба 11, которой измеряют расстояние от накерненного центра мотылевой шейки на наружной стороне щеки до внутреннего пояска на вращающемся кольце. При обточке шейки резец подается продольным движением корпуса. Для подрезки внутренних сторон щек подачу осуществляют радиальным перемещением суппортов с резцами. Одновременно обтачивают закругления на нижних поверхностях щек.
При отсутствии станка с вращающимся суппортом моты левые шейки обтачивают на токарных станках (рис. 13). На концы коленчатого вала надевают диски 5, снабженные центровыми втулками 2, положение которых должно соответствовать осям обтачиваемых мотылевых шеек.
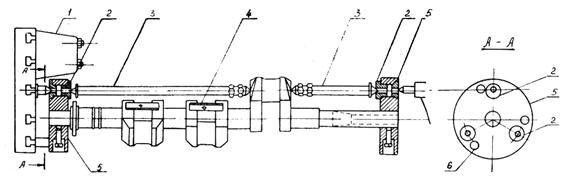
Рис. 13. Обточка мотылевых шеек на токарном станке
Диски для вала устанавливают на плите, тщательно выверяя их угловое положение по разметочным рискам. Чтобы увеличить жесткость вала и уменьшить деформации, между щеками и дисками по оси центров станка устанавливают распорки 3, а не обрабатываемые в данной установке мотыли скрепляют планками 4и болтами. Вращение валу передают поводком через отверстие 6в диске. Из-за вращения больших неуравновешенных масс такой метод малопроизводителен и недостаточно точен. Прикрепление к планшайбе тяжелого свинцового противовеса 1 лишь частично устраняет этот недостаток;
— операция 40 — сверление отверстий в шейках. Отверстия в рамовых шейках обрабатывают на универсально-расточном или горизонтально-сверлильном станке. Их сверлят спиральными сверлами, а затем растачивают борштангой с резцами. Подобным же образом обрабатывают отверстия в мотылевых шейках. Если эти отверстия недоступны для обработки инструментом, установленным в шпинделе станка (мешают фланцы или соседние колена), то используют угловые машинки с коническими передачами с приводом от электродвигателя или станка;
— операция 45 — термообработка. Для углеродистых сталей — отпуск (нагрев до 600-650 °С и охлаждение с печью), для легированных сталей — закалка при 800 °С и высокий отпуск при 500 °С;
— операция 50 — разметка под обработку боковых и наружных плоскостей, скосов и затылков щек — производится на разметочной плите;
— операция 55 — чистовая строжка или фрезеровка боковых сторон щек — производится на поперечно-строгальном или фрезерном станке;
— операция 60 — окончательная обточка затылков, скосов и наружных плоскостей щек — выполняется на токарном станке при установке в центрах;
— операция 65 — перецентровка вала. Необходимость этой операции обосновывается тем, что при обработке затылков, скосов, наружных сторон щек (особенно при обдирочных операциях) центровые отверстия разбиваются и уже не могут служить надежной установочной базой при обработке рамовых шеек. На универсально-расточном станке растачивают пояски в отверстиях рамовых шеек по концам вала. В эти пояски вставляют центровые пробки для последующей установки вала в центры токарного станка.
В некоторых случаях перецентровку производят после термообработки, а обработку затылков, скосов наружных плоскостей щек — в одной операции с обработкой рамовых шеек;
— операция 70 — окончательная обточка рамовых шеек.
Для обеспечения надлежащей точности обработку проводят в следующей последовательности. Сначала обрабатывают все шейки с припуском 0,4-0,5 мм на сторону, идя от крайних шеек к средним с установкой люнетов под обработанные шейки. Последние проходы часто ведут резцами с широкой режущей кромкой при глубине резания 0,1 мм и подаче 10-15 мм/об. Галтели обрабатывают широкими фасонными резцами;
— операция 75 — чистовая обточка мотылевых шеек и внутренних сторон щек — производится на станке с вращающимся суппортом. Ось мотылевой шейки совмещают с осью вращающегося кольца. В этой же операции может производиться полировка мотылевых шеек. Тогда на суппорте вместо резцов закрепляется деревянная колодка с наждачным полотном;
— операция 80 — разметка отверстий на фланце и шпоночного паза для посадки шестерни привода;
— операция 85 — сверление наклонных смазочных отверстий — производится на радиально-сверлильном станке, устанавливая вал под углом. У крупных валов эту операцию производят на универсально-расточном станке;
— операция 90 — сверление и зенкерование отверстий во фланце с припуском и развертывание их совместно с фланцем присоединяемого вала — производится на горизонтально-сверлильном или универсально-расточном станке;
— операция 95 — фрезерование шпоночного паза на вертикально-фрезерном станке;
— операция 100 — отделка рамовых шеек. Применяется шлифование, полирование, чаще микрошлифование (суперфиниширование). Для последнего создан ряд специальных станков, где бруски автоматически прижимаются к шейкам вала, а также специальные приспособления, позволяющие производить суперфиниширование на токарном станке. Суперфиниширование производится абразивными брусками с зернистостью 400-600. Продукты износа брусков с частицами металла смываются струей керосина. Припуск на суперфиниширование составляет 0,003-0,015 мм.
Полирование производится эластичными кругами, на которые нанесена абразивная паста. Круги изготавливаются из войлока, фетра, бязи, парусины и кожи; скорость вращения кругов до 40 м/с.
Суперфиниширование и полирование не устраняют погрешности формы.
Притирка применяется в тех случаях, когда необходимо обеспечить высокую точность размеров и требуемую шероховатость поверхности шейки. Она производится чугунными или медными притирами с притирочными пастами, состоящими из мелкозернистого абразивного порошка, смешанного с парафином, маслом, керосином и другими жидкостями. Припуск на притирку 0,005-0,020 мм.
Шлифование мотылевых шеек коленчатых валов меньших размеров может производиться на специальных шлифовальных станках, чаще всего с двухсторонним приводом (рис. 14).
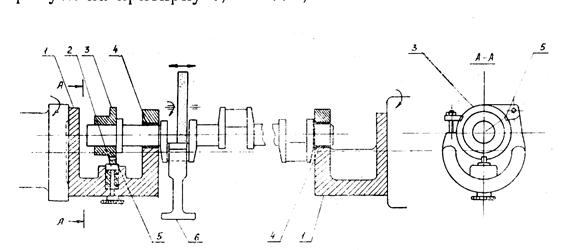
Рис. 14. Шлифование мотылевых шеек
Вал концевыми коренными шейками устанавливают в патроны 1 с эксцентрично расположенными гнездами 4. Все мотылевые шейки шлифуют на одном станке с трех позиций. Для этого на конец вала надевают делительный диск 3, снабженный тремя пазами 5для фиксирующего штифта 2. Положение паза 5 при надевании диска должно строго соответствовать отверстию ближайшей мотылевой шейки, что проверяется специальным калибром. На каждой позиции шлифуют пару мотылевых шеек, расположенных в одной плоскости. Шлифуемые шейки поддерживают люнетами 6. При шлифовании шеек используют приборы с индикаторами, позволяющие измерять диаметр во время работы станка;
— операция 105 — балансировка коленчатого вала — производится на специальном балансировочном приспособлении (статическая балансировка) или балансировочном станке (динамическая балансировка).
Балансировка коленчатых валов. На балансировку коленчатого вала следует обратить самое серьезное внимание, ибо при значительной частоте вращения неуравновешенные массы вызывают вибрацию, повышенный износ и даже нарушение правильного функционирования двигателя.
Устранение неуравновешенности решается путем включения в технологический процесс изготовления операции балансировки — статической или динамической. Балансировку не следует смешивать с уравновешиванием поршневых двигателей, при котором решается чисто конструктивная задача взаимного уравновешивания в самом двигателе сил инерции движущихся частей.
Статическая балансировка. При вращении вала, когда центр тяжести его не лежит на оси вращения, возникает центробежная сила
где m — масса вала, равная G/g; r — расстояние центра тяжести вала от оси вращения; w — угловая скорость вращения, равная (πn)/30; n — частота вращения вала; G — вес вала.
Неуравновешенность вала может являться следствием не только его неправильного изготовления и сборки, но и неравномерной плотности металла.
Задачей статической балансировки является совмещение центра тяжести коленчатого вала с осью вращения. Процесс осуществляется с помощью приспособления, состоящего из двух параллельных пластин-ножей. Коленчатый вал с неуравновешенной массой, перекатываясь по ножам, самоустанавливается так, что его центр тяжести занимает низшее положение. Уравновешивая вал путем удаления металла или добавления противовеса, добиваются его нейтрального положения. Таким образом центр тяжести вала совмещают с осью вращения и устраняют действие центробежной силы Q.
Динамическая балансировка. Рассмотрим два случая неуравновешенности (рис. 15).
В первом случае (рис. 15, а) отношение длины к диаметру невелико. Предположим, что влияние неуравновешенности сводится к действию груза М, расположенного в какой-либо точке на окружности диска.
При балансировке важно обеспечить положение центра тяжести диска на оси вращения, что достигается прикреплением груза М1. Причем взаимное расположение грузов М и М1 по длине диска в данном случае не играет существенного значения, так как длина диска невелика.
Во втором случае (рис. 15, б) длина детали значительно больше диаметра. Балансируя эту деталь статически, мы находим значение неуравновешенной массы. Однако здесь уже не безразлично положение уравновешивающего груза по длине, так как в случае расположения его в точках А или В при вращении детали возникает момент от пары центробежных сил, равный соответственно mrw 2 l2 или mrw 2 l1 (М=М1=М2).
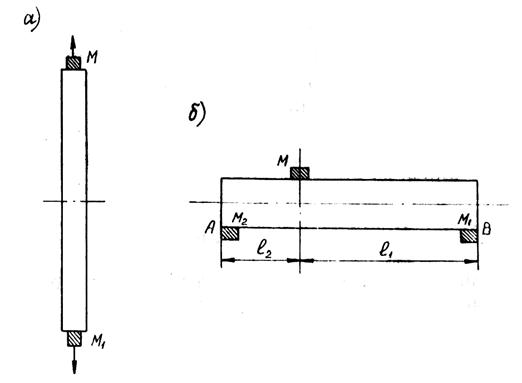
Рис. 15. Балансировка коленчатых валов
Отсюда следует, что при балансировке длинной детали (в частности, коленчатого вала) необходимо обеспечить совпадение оси вращения с осью инерции.
Балансировка, обеспечивающая соблюдение такого условия, называется динамической. Динамическое уравновешивание коленчатых валов основано на теоретической предпосылке, что любое число центробежных сил, действующих на вал, может быть приведено к двум равнодействующим центробежным силам, приложенным в плоскостях двух крайних торцов вала. При динамической балансировке добиваются уравновешивания как центробежных сил, так и пары сил. Следует отметить, что динамическое балансирование предполагает наличие и статического балансирования.
В процессе динамической балансировки:
— определяют значение и направление неуравновешенных сил;
— устраняют неуравновешенность, прибавляя или снимая уравновешивающие массы в двух произвольно выбранных плоскостях приведения, расположенных перпендикулярно к оси вращения.
Принцип работы балансировочных станков состоит в том, что вал устанавливается на две упругие опоры, поддерживаемые пружинами. При вращении неуравновешенного вала возникают колебания опор. Эти колебания измеряют при наибольших амплитудах, т.е. в условиях резонанса вала и опоры.
Балансировку выполняют сначала в одной плоскости приведения, для чего одну опору жестко закрепляют. Колебания системы происходят в вертикальной плоскости относительно неподвижной опоры. Для уравновешивания к валу прикрепляют грузы. Затем таким же образом уравновешивают вал и в другой плоскости, закрепляя уже другую опору.
Избыточные массы удаляют фрезерованием.
В настоящее время балансировочные станки снабжаются электрическими и оптическими устройствами. В частности, на станках с упругими опорами используют электрические методы компенсации дисбаланса с использованием индукционных датчиков.
Коленвал – в нем каждый вал идеален
Функция коленвала такова: движение поршней преобразовывается в крутящий момент, давая возможность автомобилю трогаться с места. Коленвал имеет сильно искривленную форму, по этой причине, он назван также кривошипом.
Из чего делают коленвалы
В наше время все коленвалы изготавливаются из цельного куска металла, не производятся сборными и являются полноопорными. Коленвалы делают из высококачественной стали, а в старых моделях автомобилей, пока еще используют чугунные. При производстве кривошипа крайне важен идеальный расчет его массы, каждая деталь должна быть выверена до микроскопичной точности. Так как в изготовлении этой детали используется высококлассное оборудование, коленвал стоит дорого. Коленчатый вал призван выдерживать крайне высокие нагрузки, к примеру, в современном дизельном двигателе, коленвал принимает нагрузку в 10 тонн, переданную от воспламенения топлива при каждом ходе шатуна. Таким образом, можно представить себе, какую нагрузку «перерабатывает» коленчатый вал при моторе с 8-мью цилиндрами, это целых 80 тонн! Также, кривошипы могут вибрировать – от такой неприятной характеристики современные производители стараются избавляться посредством изготовления коленвала из высококачественной стали.
Ремонт коленвала
Но что же делать, если, коленвал, все – таки, выходит постепенно из строя? Перечень его ремонта может быть весьма длинным, сюда войдет: и шлифовка, и рихтовка, возможно даже полировка, а также ремонт шкива, чистка каналов и замена подшипников, туда же и балансировка. Удовольствие отнюдь недешевое. Но надо помнить, что для ремонта кривошипа – его нужно демонтировать, а после «лечения» на место прикрепить. И каждая процедура будет записана в прайс – лист.
Иногда, гораздо проще и дешевле подобрать подержанный мотор или купить восстановленный двигатель в авто компаниях, специализирующихся на этих вопросах.
Вывод
Вывод: бережное отношение и своевременный уход, а именно:
Изготовление коленчатых валов
Назначение коленчатых валов, условия работы, конструктивные особенности.
Кривошипно-шатунный механизм компрессора, состоящий из коленчатого вала, шатуна, крейцкопфа или поршня, служит для преобразования вращательного движения коленчатого вала в возвратно-поступательное движение крейцкопфа или поршня, а также для передачи усилия с коленчатого вяла на поршень цилиндра для производства работы — сжатия газов.
Коленчатый вал является наиболее нагруженной деталью компрессора, так как всю мощность от двигателя он передает шатунам и масляному насосу. Коленчатый вал во время работы испытывает переменные динамические нагрузки, поэтому он должен быть достаточно жестким, чтобы под действием рабочих нагрузок обеспечивать необходимую точность движения перемещающихся частей, обладать высоким сопротивлением усталости. Трущиеся поверхности коленчатого вала должны иметь высокую износостойкость.
Коленчатые валы отличает ряд конструктивных особенностей, обусловливающих специфику их обработки: цилиндрические поверхности не имеют общей оси — коренные шейки и расположены на одной оси, а шатунные и — на других осях; наличие сравнительно больших плоских поверхностей, не являющихся поверхностями вращения; наличие различного числа колен, расположенных под определенными углами.
Производство коленчатых валов отличается технологией изготовления, применяемым оборудованием, методами термической обработки, подъемно-транспортными средствами.
Материал и способы получения заготовок
Коленчатые валы изготовляют из высококачественной углеродистой стали марок 40 и 45 или легированной стали марки 40Х. Марку стали выбирают так, чтобы обеспечивались высокая пластичность и возможность закалки трущихся поверхностей. В связи с низкими литейными свойствами стали и недопустимостью каких-либо пороков в материале (свойственных стальному литью) заготовки коленчатых валов получают обработкой давлением.
В единичном и мелкосерийном производствах для коленчатых валов заготовками являются поковки. Форма и размеры поковок значительно отличаются от формы и размеров готовых коленчатых валов. Поковки выполняют на мощных парогидравлических прессах.
В серийном и крупносерийном производствах заготовки валов получают горячей штамповкой. Штамповка заготовок включает в себя предварительную и окончательную штамповку, обрезку облоя на обрезном прессе, горячую правку в штампах под молотом. Поковки коленчатых валов подвергают термической обработке для получения определенного качества материала.
Штампованные заготовки подвергают нормализации для снятия внутренних напряжений. Режим нормализации: загрузка в печь при 450 °С; нагрев в течение 8 ч до 950 °С; выдержка в печи в течение 3 ч при температуре 950 °С; охлаждение с печью в течение 3 ч до 64и°С; охлаждение на воздухе.
После термической обработки заготовки очищают от окалины. Поковки небольших размеров очищают от окалины путем дробеструйной обдувки, а на крупных поковках окалину снимают пневматическими молотками. Для испытания механических свойств материала поковок припуск на длинном конце вала увеличивают на 60-100 мм (для изготовления образцов). При испытании образцов производят проверку на ударную вязкость, предел текучести, относительное удлинение и твердость.
Весьма перспективно изготовление коленчатых валов из модифицированного литейного чугуна марки ВЧ 50-1,5, так называемого высокопрочного чугуна. Проведены экспериментальные исследования по применению чугунных коленчатых валов для компрессоров средней мощности. Длительные испытания компрессора с литым коленчатым валом показали целесообразность его применения. Литые чугунные коленчатые валы имеют существенные преимущества по сравнению с коваными и штампованными стальными:
возможность получения более рациональных конструктивных форм, например, пустотелых шеек и щек, что помимо облегчения вала позволяет значительно снизить трудоемкость получения масляных каналов;
более высокий коэффициент использования металла за счет меньшего количества снимаемой стружки;
шатунные шейки коленчатых валов из высокопрочного чугуна можно не подвергать термической обработке, так как антифрикционные свойства этого чугуна настолько высоки, что износ шеек без термической обработки меньше, чем у закаленных стальных;
меньше чувствительность чугуна к концентрации напряжений.
Перспективным направлением является применение сборной конструкции коленчатого вала. Коренные и шатунные шейки изготовляют отдельно, затем собирают путем запрессовки в соответствующие отверстия пластин-щек. В этом случае весьма упрощаются как заготовительные процессы, так и процессы механической обработки.
Технология производства гильз
Назначение, условия работы, конструктивные особенности
Гильзы, монтируемые в верхней части блок-картера, являются цилиндрами компрессора, где происходит сжатие газа.
Конструкция компрессора, в которой основная часть цилиндра в виде гильзы выполнена как самостоятельная деталь, имеет ряд технологических и эксплуатационных преимуществ по сравнению с конструкцией с цельнолитыми блоками цилиндров:
простая конструкции и малые габариты гильзы (в сравнении с блоком цилиндров) позволяют получать отливку центробежным способом, обеспечивающим высокое качество отливки и меньший расход металла;
выделение трущейся части блока — цилиндров в самостоятельную деталь в виде гильзы позволяет получить литьем вместо двух корпусных деталей, а именно, блока цилиндров и картера, одну деталь — блок-картер; это уменьшает расход металла, повышает точность взаимного расположения основных поверхностей блок-картера, т. е. улучшает эксплуатационные характеристики компрессора;
значительно снижается стоимость ремонта в тех случаях, когда повреждено зеркало цилиндра: заменяют гильзы, а не дорогостоящие блоки цилиндров.
В процессе работы компрессора стенки гильз испытывают большие давления, температурные деформации и трение, поэтому гильзы должны быть достаточно прочными, их трущиеся поверхности должны иметь высокую износостойкость и твердость и противостоять температурным деформациям.
Коленвал — основа поршневого двигателя

Деталь эта, нужно заметить, довольно тяжелая и дорогостоящая, а ее замена — дело весьма хлопотное. Поэтому инженеры не оставляют попыток создать альтернативные облегченные ДВС, в которых можно было бы обойтись без коленвала. Однако существующие варианты, например, двигатель Фролова, еще слишком сырые, поэтому о реальном использовании подобного агрегата говорить пока очень рано.
Назначение
Коленчатый вал является составной частью ключевого узла ДВС — кривошипно-шатунного механизма (КШМ). В состав механизма входят также шатуны и детали цилиндро-поршневой группы.
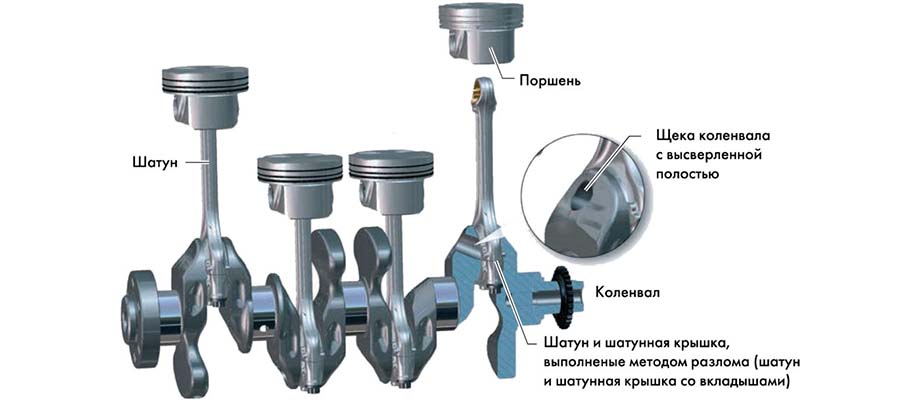
При сгорании воздушно-топливной смеси в цилиндре двигателя образуется сильно сжатый газ, который в фазе рабочего хода выталкивает поршень к нижней мертвой точке.
Шатун одним концом при помощи поршневого пальца соединен с поршнем, а другим — с шатунной шейкой коленвала. Возможность соединения с шейкой обеспечивает съемная деталь шатуна, именуемая крышкой. Так как шатунная шейка смещена относительно продольной оси вала, то, когда шатун толкает ее, вал поворачивается. Получается нечто напоминающее вращение ногами педалей велосипеда. Таким образом возвратно-поступательные движения поршней преобразуется во вращение коленвала.
На одном из концов коленчатого вала — хвостовике — монтируется маховик, к которому прижимается диск сцепления. Через него вращательный момент передается первичному валу коробки передач и далее через трансмиссию — на колеса. Кроме того, массивный маховик за счет своей инерционности обеспечивает равномерность вращения коленвала в промежутках между рабочими тактами поршней.
На другом конце вала — его называют носок — размещают шестерню для ремня ГРМ, посредством которого вращение передается распредвалу, а тот, в свою очередь, управляет работой газораспределительного механизма. Этот же привод во многих случаях запускает еще и водяную помпу. Здесь же обычно находятся шкивы привода вспомогательных агрегатов — насоса ГУР (гидроусилителя руля), генератора, кондиционера.
Конструкция
Каждый конкретный коленчатый вал может иметь свои конструктивные особенности. Тем не менее можно выделить общие для всех элементы.

Те участки, которые находятся на основной продольной оси вала, называются коренными шейками (10). На них коленвал опирается при установке в картер двигателя. Для монтажа используются подшипники скольжения (вкладыши).
Шатунные шейки (6) располагаются параллельно основной оси, но смещены относительно нее. В то время как вращение коренных шеек происходит строго по основной оси, шатунные шейки движутся по окружности. Это те самые колена, благодаря которым деталь получила свое название. Они служат для подсоединения шатунов и через них принимают возвратно-поступательные движения поршней. Здесь также используются подшипники скольжения. Количество шатунных шеек равно количеству цилиндров в двигателе. Хотя в V-образных моторах на одну коренную шейку зачастую опирается два шатуна.
Чтобы компенсировать центробежные силы, возникающие при вращении шатунных шеек, у них в большинстве случаев, хотя и не всегда, имеются противовесы (4 и 9). Они могут располагаться с обеих сторон шейки либо только с одной. Наличие противовесов позволяет избежать деформации вала, которая может вызывать неправильную работу двигателя. Нередки случаи, когда изгиб коленчатого вала приводит даже к его заклиниванию.
Так называемые щеки (5) соединяют между собой коренные и шатунные шейки. Они также выполняют роль дополнительных противовесов. Чем больше высота щек, тем дальше от основной оси находятся шатунные шейки, а следовательно, выше крутящий момент, но ниже максимальное число оборотов, которое способен развить двигатель.
На хвостовике коленвала находится фланец (7), к которому крепится маховик.
На противоположном конце имеется посадочное место (2) для шестерни привода распредвала (ремня ГРМ).
В некоторых случаях на одном из концов коленвала имеется готовая шестерня для привода вспомогательных агрегатов.
Коленвал монтируется в картере двигателя на посадочные поверхности с использованием коренных подшипников, которые сверху фиксируются крышками. Упорные кольца возле коренных шеек не дают валу смещаться вдоль своей оси. Со стороны носка и хвостовика вала в картере двигателя имеются сальники.

Для подачи смазки к коренным и шатунным шейкам в них имеются специальные масляные отверстия. Через эти каналы получают смазку так называемые вкладыши (подшипники скольжения), которые размещаются на шейках.
Производство
Для изготовления коленчатых валов используют высокопрочные марки стали и специальные виды чугуна с добавлением магния. Стальные валы производятся обычно методом штамповки (ковки) с последующей термической и механической обработкой. Для обеспечения поступления смазки просверливаются специальные масляные каналы. На конечном этапе производства производится динамическая балансировка детали для компенсации центробежных моментов, возникающих во время вращения. Вал уравновешивается и таким образом исключаются вибрации и биения в процессе вращения.
Изделия из чугуна изготавливают путем высокоточного литья. Чугунные литые валы дешевле, к тому же, такой способ производства облегчает создание отверстий и внутренних полостей.
В некоторых случаях коленвал может иметь разборную конструкцию и состоять из нескольких частей, но в автомобилестроении такие детали практически не используются, если не считать мототехники.
Какие проблемы могут возникнуть с коленвалом
Коленвал — одна из наиболее нагруженных деталей автомобиля. Нагрузки имеют в основном механический и тепловой характер. Кроме того, свое негативное воздействие оказывают агрессивные вещества, например, отработанные газы. Поэтому, даже несмотря на высокую прочность металла, из которого изготавливают коленчатые валы, они подвержены естественному износу.
Усиленному изнашиванию способствует злоупотребление высокими оборотами двигателя, применение несоответствующей смазки и в целом пренебрежение правилами технической эксплуатации.
Изнашиваются вкладыши (особенно коренные подшипники), шатунные и коренные шейки. Возможно искривление вала с отклонением от оси. А так как допуски здесь очень малы, то даже небольшая деформация может нарушить нормальную работу силового агрегата вплоть до заклинивания коленвала.
Проблемы, связанные с вкладышами («прикипание» к шейке и задиры шеек) составляют львиную долю всех неисправностей коленвалов. Чаще всего они возникают из-за дефицита масла. Прежде всего в таких случаях нужно проверить систему смазки — масляный насос, фильтр — и сменить масло.
Вибрация коленвала обычно вызвана плохой балансировкой. Другой возможной причиной может быть неравномерное сгорание смеси в цилиндрах.
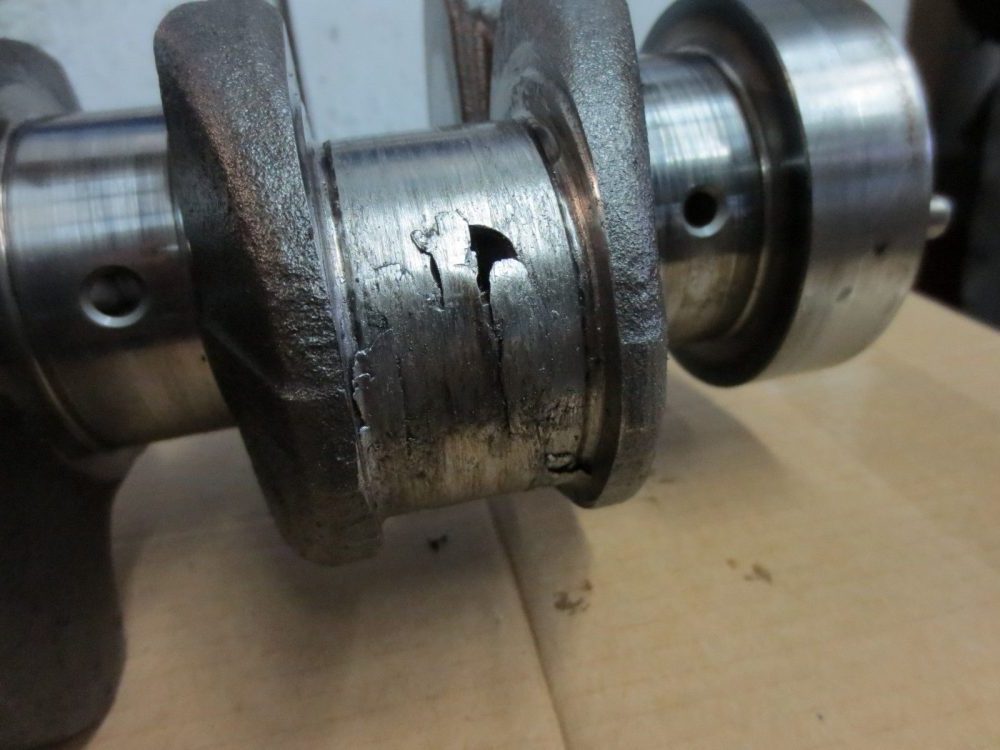
Иногда могут появиться трещины, которые неизбежно завершатся разрушением вала. К этому могут привести заводской брак, что весьма редко, а также накопленное напряжение металла или нарушение балансировки. Велика вероятность, что причина появления трещин — воздействие сопрягаемых деталей. Треснувший вал ремонту не подлежит.
Всё это нужно учитывать перед заменой или ремонтом коленвала. Если не найти и не устранить причины проблем, в скором времени, всё придется повторить вновь.
Выбор, замена, ремонт
Чтобы достать коленвал, придется демонтировать мотор. Затем снимаются крышки коренных подшипников и шатунов, а также маховик и упорные кольца. После чего коленвал вынимается и производится его дефектовка. Если деталь ранее ремонтировалась и уже выбраны все ремонтные размеры, то ее придется заменить. Если же степень изношенности позволяет, вал очищают, особое внимание уделяя масляным отверстиям, а затем приступают к ремонту.
Изношенность и задиры на поверхности шеек устраняются шлифовкой под подходящий ремонтный размер. Процесс этот далеко не такой простой, как может показаться на первый взгляд, и требует специального оснащения и соответствующей квалификации мастера.
Хотя после такой обработки деталь подлежит обязательной повторной динамической балансировке, но зачастую ремонт коленвала ограничивается лишь шлифовкой. В результате неотбалансированный вал после такого ремонта может вибрировать, при этом разбиваются посадочные места, расшатываются сальники. Возможны и другие проблемы, которые в итоге приводят к перерасходу горючего, падению мощности, нестабильной работе агрегата в тех или иных режимах.
Нередко изогнутый вал необходимо выпрямить, но специалисты неохотно берутся за эту работу. Выпрямление и балансировка — весьма трудоемкий и дорогостоящий процесс. К тому же, правка коленвала сопряжена с риском его перелома. Поэтому в большинстве случаев деформированный коленчатый вал проще и дешевле заменить на новый.
При замене ставить нужно точно такую же деталь или допустимый аналог, иначе новых проблем не избежать.
Приобретение по дешевке бывшего в употреблении коленвала — это своего рода кот в мешке, который неизвестно чем в итоге обернется. В лучшем случае он в определенной степени изношен, в худшем — имеет не заметные на глаз дефекты.
Покупая новый коленвал у проверенного продавца, вы можете быть уверены в его качестве. Интернет-магазин Китаец может предложить различные запчасти для двигателя и других узлов вашего автомобиля по умеренным ценам.
Не забывайте также, что при установке нового коленвала обязательно следует заменить шатунные и коренные вкладыши, а также сальники.
После замены коленвала двигатель необходимо обкатать от двух до двух с половиной тысяч километров в щадящем режиме и без резких изменений оборотов.