§ 50. Дефектация деталей поршневой группы двс
Поршни. Износ боковой поверхности поршни определяют измерением диаметров микрометрической скобой в двух взаимно перпендикулярных направлениях (рис. 53).
Наибольшее допустимое значение эллиптичности поршней тронко- вого типа
где D — диаметр тропка, мм.
Для поршней крейикоифных двигателей это значение мйжет быть на 50 % больше.
В тронковых двигателях оси отверстий под поршневой палец и оси поршней должны быть перпендикулярны и пересекаться. Отклонение от перпендикулярности не должно превышать 0,1 мм/м. Допустимое отклонение от пересечения 0,1—0,3 мм (для чугунных поршней) и 0,3—0,5 мм (для алюминиевых).
Перпендикулярность осей можно проверить несколькими способами.
Контрольным валиком, вставленным в отверстие под палец (рис. 54, а). Индикатор / с упором2 установлен на угольнике3 так, чтобы они касались поршня; стрелка индикатора установлена в нулевом положении. Затем индикатор переставляют на противоположную сторону. По разности показаний индикатора определяют перпендикулярностьЬ0осей по выражению
где 1 — разность показаний индикатора, мм; h — расстояние на рис. 54, а.

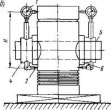

Рис. 53. Измерение поршня для определения износа

Рис. 54. Способы проверки перпендикулярности осей отверстия под пялец и поршня 
7777тт777Гт7777777777.
Опраккон (рис 54. ii), надетом на контрольный валик 5. Но оправ ко4закреплен индикаторIи имеетсяvnop 2.Оправка надевается гщ пали кс одной и друшнiтороны. Положение оправки на валике определяется кольцом /»’ Ра.шо-ть показаний индикатора при этих доvк положениях опранкп покажет перпендикулярность осей, которую определяют по тай же формуле.
Ступенчатым валиком 7 (рис. 54, в)и вращающейся оправкой4 е индикатором /. При двух положениях оправки (поворачивают на 180″) отмечают показания индикатора.
И.» этих способов предпочтительнее первый, не требующим изготовлении оправок, которые снижают точность полученных результатов.
Пересечение осей отверстии иод чален и поршня можно проверить н<| плите ‘2(рис. 55, а) при помощи контрольного валика / и угольника-I. Угольник поломят к поршню4таким образом, чтобы расстояния 4 иВ были одинаковы. Затем угольник ставят е противоположной стороны поршня так, чтобы расстоянияСиD были равны.
В том случае, если два замера (расстояния Л и В) с одной стороны не будут равны двум замерам (расстояния СиD) с другой, то величина непересекаемости равна раанипс намерений, деленной пополам.
Пересечение осей можно проверить н другим способом, при горизонтальном положении поршня (рис 55. 6).Поршень по индикатору6 уста на вливают при помощи домкрата5параллельно плите2.С помощью мккроштихмаса 7 валик / устанавливают также параллельно, и замеряют расстояние от валика до плиты. Затем поршень поворачивают на 180» и ставят поршень и валик параллельно плите. Разность расстояний от валика до плиты при двух положениях определит отклонение осой отверстия под палеи и поршня от пересечения.
Обгорание донышка определяют при помощи шаблона, изготовленного из листовой стали по новому поршню или чертежу, а гакже при помощи щепа
Головку поршня подвергают гидравлическому испытанию со стороны камеры сгорания (испытывают донышко) и со стороны полости охлаждения на давление, аналогичное испытанию крышки этих же полостей.
^^7777^777777^777, Z

Рж. 55. Способы проверки пересечения осей отверстия под палеи и поршня
Износ канавок для поршневых колец определяют измерением з;, зорз между кольцом и перемычкой поршня (стенкой канавки) шуном э нескольких точках но окружности принадетыхкольцах.В результате износа канавок может нарушиться перпендикулярность их торцевых поверхностей по отношению к оси поршня. Эю проверяют индикатором и калибром, вставленнымоканавку и перемещаемым вокруг поршня. Допустимое биение 0,02—0,04 мм.
При дефектации поршней и заключении о ремонте необходимо учитывать, что изношенные канавки могут протачиваться до уменьшения толщины перемычек между канавками, неменынгпвысотыкольца.
Пальцы поршней. Износ поршневых пальцев определяется измерением диаметра в трех сечениях но длине и двух взаимно iirpnoi.iHKv- дярныхтелос костях. Наибольшие допустимые значения эллиптичности п конусности поршневых пальцев и цапф крейцкопфов определяют из зависимости
й = 0,00Id+ 0,08,
где d -диаметр пальца или цапф крейцкопфа, мм.
При осмотре поршневых пальцев выявляют писки. трещины, задиры, При увеличении зазора в головном подшипнике свыше допустимого пальцы следует отшлифовать или заменить При наличии трещин и недопустимого уменьшения диаметра вследствие неоднократного ремонта (шлифования) пальцы также следует заменить новыми.
Ремонтируемые не первый раз пальцы необходимо проверять на изгиб силой Р,, при максимальном давлении сгорания в цилиндре. Напряжение изгиба пальцев не должно превышать 100—120 МПа для углеродистых сталей. 150—250 МПа—для легированных.
Поршневые кольца. Дефектация колец заключается в измерении теплового зазора и проверке их упругости.
Тепловой зазор в поршневом кольце измеряют при помощи калибра либо непосредственно в цилиндровой втулке при удалении поршня.
При положении кольца в цилиндре зазор измеряют с помощью эталонной пластинки. Для измерения зазора кольцо вводят в наименее разработанную часть втулки и устанавливают перпендикулярно ее оси.
Для установления фактического теплового зазора fi в поршневом кольце с учетом износа втулки цилиндра кольцо вводят в контрольную втулку. Фактический зазор определяют по формуле
fi =n.(D —D|’) + fi i.
где О— диаметр втулки, равный среднему арифметическому значению замеров диаметраti<j оси пала н н направлении буртуц, мм;
I)| — внутренний диаметр контрольной втулки, мм:
ft| — тепловой зазор кольца, введенного в контрольную втулку, мм.
Упругость поршневых колец проверяют специальным приспособлением (рис. 56). Муфта /, перемещаясь по стойке 2, позволяет устанавливать рычаг 4в вертикальном направлении; муфта3передвигается по рычагу й горизонтальном направлении, благодаря чему можно проверять кольца10разных диаметров. Рычаг4имеет шарнирное соединение с муфтой /. Под действием груза6,подвешенного на стержне 7 и соединенного
чуфтой 5с рычагом4колыю, закрепленное па станиие //, под давлением ролнклн8еяпш.н-г< до парного соединения замка9.
Измерив зазор спиГн.двого кольца, сто сжимают, затем разгружают н вновь измори mi зазор Ксли первоначальный з;т>|> уменьшен, то кольцо бракуют из■1*1снижения упругости. Трошины н порише, задиры, вмятины. натпры. забоины. риски, прогар головок поршней ншщляюг лрн осмотре шпуально. Трещины в поршневых кольцах выявляют магнитным метолом.
При короблении, потере упругости, наличии задиров и следов пропуска газов больше, чем на четверти окружности, выкрашивании или плюсе хрома у хпомироранных колеи на суммарной дуге, равной четверти окружности, изменении теплового зп toiin сверх допустимого значения поршневые Линкуют.
Штоки, Для определения износа штоки поршней крейцконфныч двигателей двойного действия обмеряютп;> д;пгиечерс/ каждыеi 50—мм в двух взаимно перпендикулярных плоскостях. Наибольший допустимый износ штоков составляет: для диаметра штока 100— ‘200 мыэллиптичность 0.2—0.25 мм. разность диаметров 0.2- -0.4 мм; для диаметра 2<М
300 мм и 0.25—0,3 и 0.4—0,6о мм.
При уменьшении диаметра штока вследствие износа или неоднократных ирогочек до ремонта, шток проверяют на прочность. Исли ожидаемый после ремонта диаметр штока меньше предельно допустимого, шток либо заменяют, либо восстанавливают до первоначальных размеров
Изгиб штокан ненериендикулярноеть торцевых поверхностей фланцев выявляют проверкой на станке или плите. Допустимый изгиб штока после правки 0.02- О 03 мм на I ,и домкм. После правки штоки обычно шлифуют или протачивают с последующим шлифованием.
Непериецдикулярпос и, торцевых поверхностей фланков штока не дол,к на превышать 0.01 мм на 100 мм диаметра фланца. Несоосноеть цилиндрической поверхности штока и хвостовика допускается не более 0.0)— 0.02мм Царапины, задиры выявляют при визуальном осмотре. Трешины выявляют визуально н с помощью магнитного способа дефектоскопии.

i



Рлг. Г)б. ПриспооЛленне .ч.чм проверки упругости поршневых lui.iou
Поперечины. Для определения износи цапф поперечины дну метр измеряют при помощи скобы в трех сечениях по длине цапфы в двух взаимно перпендикулярных плоскостях.
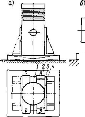
Соосность парных цапф поперечины и параллельность их оси поверхности, прилегающей к штоку, проверяют па плите с помощью индикатора (рис. 57) или на токарном станке.
Непараллельное^ вычисляют по формуле
где i -разность размеров ня мине /. vim;
/ — расстояние между точками изменений, мм.
Перпендикулярность поверхностей, которыми поперечина сопрягается с ползуном и штоком, проверяют на плите угольником и щупом; допустимое отклонение — до 0,15 мм/м. Трещины, изгиб, поломка — явления относительно редкие, возникают обычно а связи с авариями Изгиб выявляют на станке или плите, трещины — осмотром и магнитным способом дефектоскопии.
Шатуны и шатунные болты. Шатуны и шатунные болты для выявления трещин осматривают и подвергают дефектоскопии магнитным способом. Шатуны с трещинами и.пи поломанные заменяют. На шатунных болтах недопустимы трещины, вмятины, забоины, поперечные риски.
Ш а ту иные болты четырехтактных двигателей заменяют после (С- 11)*>/л ч работы независимо от состояния In — — частота вращения, об/мин). Шатунные болты двухтактных двигателей простого действия при отсутствии дефектов могут работать неограниченное время.
Изгиб шатуна приводит к нарушению правильного взаимного расположения (то осей и плоскостей. К шатунам предъявляют следующие требования с точки зрения взаимного расположения осей и плоскостей: оси головок шатуна (или плоскости пятки и плоскости разъема в головной части) должны быть параллельны между собой и перпендикулярны осн стержня шатуна. Допускается отклонение от параллельности не более 0,1 мм/м, от перпендикулярности — 0.05 мм/м (для мотылевой головкиi и до 0,1 мм/« (для верхней головни шатуна):
оси головок должны лежать в одной плоскости. Допускается нспе- рсеечеиис осей у крейцкопфных двигателей до 0.2 «и/м. у трон ковы х ■ до 0.3 мм/м.
11а рис. 58 показана проверка параллельности оесй головок шатуна. В верхнюю и нижнюю головку шатуна I ставят контрольные валики 4. в, шатун устанавливают горизонтально плите 3 и штихмасом 5 измеряют расстояния 11 и /_- между валиками. У шатунов больших размеров измеряют расстояния I; и U- При этом угольник 2 должен быть установлен строго параллельно оси мнжней опоры шатуна. Разность Размеров покажет непараллельность осей головки шатуна.
Параллельность плоскости пятки шатуна оси головки можно проверить. как показано на рис. 59. Установив шатун пяткой на плиту /, проверяют индикатором положение контрольного валика 2 по отношению к плите. Отклонение от параллельности fi, отнесенное к 100 мм длины,

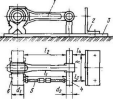
Ряс. 58. Проверка параллельности осей голопок шатуна
Рис. 59. Проверка параллельности пятки шатуна оси отверстии верхней головки
где Н — разность показаний индикатора с обоих концов контрольного валика. мч: I— измерительная база (расстояние между точками замеров). мм.
Для проверки параллельности плоскостей пяток шатуна его ставят параллельно плите и при помощи угольника проверяют положение плоскостей пяток относительно плиты.
Пересечение осей голопок шатунз проверяют на плите (рис. 60). Устанавливают по индикатору шатун с контрольным валиком таким образом, чтобы ось мотылевой головки была параллельна плите. Если ось головного подшипника будет при этом непараллельна плите, то имеется скрещивание осей. Значение скрещивания С определяют по формуле
где i — разность измерений в двух концах контрольного валика, мм;
/ расстояние между точками измерении, мм;
— допустимое смешение осей, мм/м.
Результаты измерений записывают в таблицу. При непериендикч — — лярноетн, превышающей допустимые значения, шатун подлежит замене либо меняют головной подшипник.
Удлинение шатунных болтов проверяют через’ 2000- 3000 ч рабо-
ты и при ремонте двигателя.
Остаточное удлинение болта более 0.002 мм первоначальной длины недопустимо, болт при этом подлежит замене. Измеряют болт до п по мере затягивания гайки. Это позволяет установить силу, при которой получится определенное удлинение болта. При ослаблении гайки, если нет остаточной цчформтшн, болт принимает первоначальный размер.
Большая Энциклопедия Нефти и Газа
Износ канавок для установки поршневых колец измеряют специально изготовленными проходным и непроходным калибрами или штангенциркулем с ценой деления 0 05 мм. Наиболее изнашиваются первые ( по ходу поршня) канавки вследствие недостаточного смазывания в конце хода и значительных сил, воспринимаемых и передаваемых первыми кольцами. Допускается протачивание канавок по фактическим размерам каждого кольца. Поршни бракуют при превышении номинальных размеров канавок на 20 %, а также при наличии трещин и сколов, ослаблении литейных заглушек, выпадении стопорных шпилек. [1]
Износ канавок чугунных шкивов больших размеров , а также шкивов, изготовленных из стали, устраняют наплавкой с последующей механической обработкой. Профиль канавок шкивов должен соответствовать чертежу, а шероховатость рабочих поверхностей должна быть не ниже 6-го класса. [3]
Причиной износа канавок является большое удельное давление поршневых колец на стенки канавки и температурные влияния. Как известно, давление газов на первое кольцо значительно больше, чем на нижние кольца, а температура значительно выше, поэтому и износ верхней канавки больше. В результате износа поршневые канавки приобретают форму трапеции. Износ поршневых канавок влечет за собой пропуск рабочих и отработанных газов, потерю компрессии и разжижение смазки. Юбка поршня изнашивается в меньшей мере, чем канавки. [4]
Определение износа канатных канавок у блоков, барабанов проводят шаблоном и щупом. При износе более 2 мм их профиль восстанавливают проточкой, но не более чем на 20 % номинальной толщины обода. Уменьшение наружного диаметра обода допускается при диаметре до 200 мм на 3 мм, а при большем — на 5 мм. [5]
После очистки проверяют износ канавок , торцовый зазор в стыках и упругость кольца. Маслосъемные кольца, у которых цилиндрит ческая поверхность вследствие износа окажется больше половины высоты кольца, заменяют новыми. [6]
Поршни заменяют при износе канавок для поршневых колец, отверстий для поршневого пальца, наружной поверхности юбки поршня. При трещинах, задирах, изломе перегородок между канавками для поршневых колец и тому подобных дефектах поршни заменяют независимо от величины износа. [7]
На строительных кранах браковочным признаком износа канавок кольцевых элементов является значение осевого люфта, превышающее 4 — 5 мм. [8]
При осмотре вала следует обратить внимание на износ канавки под уплотнительное кольцо, на внутренний диаметр втулки вала, на поверхность, по которой центрируется шестерня большого масляного насоса. [9]
Основными дефектами поршня являются нагар на днище и канавках, износ канавок под кольца, отверстий в бобышках, трещины и царапины на стенках. Для очистки канавок поршня от нагара применяют приспособление в виде стальной ленты с рукоятками, на внутренней поверхности которого закреплены резцы. Вставляя резцы в канавку и поворачивая приспособление вокруг поршня, удаляют нагар. [11]
Основными дефектами поршня являются: нагар на днище и канавках, износ канавок под кольца, отверстий в бобышках, трещины и царапины на стенках. [13]
Из опыта эксплуатации форсированных дизелей быстроходного класса известно, что причиной износа верхних канавок поршней обычно является чрезмерный перегрев поршня в области расположения верхних колец. Это приводит к ухудшению смазки трущихся поверхностей, а также к снижению механических свойств материала поршня. Одним из способов устранения износа канавок в поршнях, изготовленных из алюминиевых сплавов, является применение вставок из нирезиста либо аустенитного чугуна. [14]
На кафедре Автомобили МАМИ по приведенному выше методу был произведен расчет износа канавок кулаков карданного шарнира постоянных угловых скоростей автомобиля ЗИЛ-157 . [15]
Дефектовка поршня

Дефектовка — определение причин поломки мотора по состоянию его деталей. Глубоко заблуждаются те, кто считает, что перебирать старые железки просто бессмысленно, выкинем их и поставим новые. Такой подход моториста к работе нередко приводит к тому, что отремонтированный мотор снова ломается, не проехав и пары сотен километров. А всё потому, что при ремонте моторист устранил только последствия, не выявив Причины "болезни".
В поршневом двигателе внутреннего сгорания, как видно из названия, поршни стоят самыми первыми в цепочке деталей и узлов, которые превращают энергию сгорания в механическую работу. Их роль в исправной работе двигателя чрезвычайно важна, поэтому именно с поршней мы и начнем дефектовку двигателя.
На него действуют механические нагрузки от давления газов и сил инерции, высокие тепловые нагрузки в периоды непосредственного соприкосновения его с горячими газами при сгорании топлива и расширении продуктов сгорания. Дополнительно поршень нагревается от трения о стенки цилиндра.
Поршни двигателей внутреннего сгорания должны иметь достаточную прочность, жесткость при незначительной массе (для уменьшения сил инерции), обладать высокой теплопроводностью и износостойкостью. В современных двигателях наибольшее распространение получили поршни из алюминиевых сплавов. Такие материалы по большинству своих параметров удовлетворяют требованиям, предъявляемым к поршням. Но одним из недостатков алюминиевых сплавов является их низкая тепловая стойкость (повышение температуры до 300 °C приводит к снижению механической прочности алюминия на 50-55 %)
Внимательно осмотрите поршни для определения их износа.
Дефект 1. Повреждения верхней части поршня
Слишком высокая температура сгорания.
Отсутствие охлаждения поршня через масляные каналы в нём.
Действия:
Проверьте систему питания и при необходимости отрегулируйте. Прочистите масляные каналы. При наличии сильных повреждений замените поршни на новые.
Дефект 2. Местные задиры на поршне
Недостаток смазки в паре "поршень-цилиндр".
Повышенная температура поверхности цилиндра.
Деформация цилиндра.
Действия:
Замените повреждённые детали на новые. Проверьте смазку и правильность работы системы смазки (масляный насос, фильтр и т.п.).
Дефект 3. Радиальные трещины в камере сгорания
Воздействие чрезмерно высокой температуры на днище поршня — результат перегрузки двигателя.
Действия:
Замените повреждённые детали на новые.
Дефект 4. Эрозия и выжженные места на днище поршня (для дизеля)
Неправильное опережение впрыска.
Повреждение, подтекание форсунок, неправильно установленные форсунки.
Действия:
Проверьте и отрегулируйте систему впрыска топлива. Проверьте цилиндр на наличие повреждений. Замените повреждённый поршень.
Дефект 5. Эрозия "юбки" поршня в области отверстия под палец
Неправильная установка стопорных колец или старые стопорные кольца, в результате чего они выпали, и поршневой палец торцевой стороной контактировал с цилиндром.
Поломка стопорных колец — как результат несоосности поршневого пальца и коленчатого вала, погнутого шатуна, из-за конусности шеек коленчатого вала или большого осевого смещения коленвала.
Действия:
Устраните повреждения цилиндра двигателя. Проверьте соосность поршневого пальца и коленчатого вала, устраните осевой зазор на коленвале. При замене поршней убедитесь, что стопорные кольца установлены правильно.
Дефект 6. Задиры поршня с серьёзными повреждениями в нижней части "юбки"
Недостаток смазки.
Недостаточный зазор между поршнем или цилиндром.
Деформация гильзы.
Общий перегрев двигателя.
Недостаточная циркуляция охлаждающей жидкости (местный перегрев).
Действия:
Проверьте цилиндры и систему охлаждения. Замените повреждённые детали, устраните неисправности.
Дефект 7. Разрушение перемычек между канавками колец
Использование топлива с низким октановым числом.
Высокое давление сгорания — результат неправильной регулировки впрыска или использования при запуске двигателя аэрозолей, увеличивающих степень сжатия.
Действия:
Замените поршень и кольца. Проверьте регулировки.
Дефект 8. Износ канавок под поршневые кольца
Дефекты могут быть и не столь ярковыраженными, поэтому в обязательном порядке прочистите канавки под поршневые кольца и оцените их износ. Сделать это можно следующим способом. Возьмите новый комплект поршневых колец либо калибр подходящей толщины. Кольцо вставляем в соответствующую канавку и с помощью щупа проверяем зазор между поршнем и кольцом.
Допустимый зазор — не более 0,15 мм. Если зазор больше — поршень отбраковывают, даже если по прочим пунктам проверки он вас устроил. Больший зазор говорит о полной выработке ресурса и необходимости полноценного ремонта двигателя. Если по всем вышеизложенным параметрам поршень пригоден к дальнейшей эксплуатации, необходимо провести диагностику блока. Практика показывает, что очень часто при вполне исправных поршнях блок может иметь сильный износ, и наоборот — "смерть" поршня не означает "смерть" блока.
Дефектовка поршней
Дефектовка — определение причин поломки мотора по состоянию его деталей. Глубоко заблуждаются те, кто считает, что перебирать старые железки просто бессмысленно, выкинем их и поставим новые. Такой подход моториста к работе нередко приводит к тому, что отремонтированный мотор снова ломается, не проехав и пары сотен километров. А всё потому, что при ремонте моторист устранил только последствия, не выявив Причины «болезни».
В поршневом двигателе внутреннего сгорания, как видно из названия, поршни стоят самыми первыми в цепочке деталей и узлов, которые превращают энергию сгорания в механическую работу. Их роль в исправной работе двигателя чрезвычайно важна, поэтому именно с поршней мы и начнем дефектовку двигателя.
Внимательно осмотрите поршни для определения их износа.
Дефект 1. Повреждения верхней части поршня
-
Действия:
- Проверьте систему питания и при необходимости отрегулируйте. Прочистите масляные каналы. При наличии сильных повреждений замените поршни на новые.
Дефект 2. Местные задиры на поршне
-
Причины:
- Недостаток смазки в паре «поршень-цилиндр».
- Повышенная температура поверхности цилиндра.
- Деформация цилиндра.
- Замените повреждённые детали на новые. Проверьте смазку и правильность работы системы смазки (масляный насос, фильтр и т.п.).
Дефект 3. Радиальные трещины в камере сгорания
-
Причины:
- Воздействие чрезмерно высокой температуры на днище поршня — результат перегрузки двигателя.
- Замените повреждённые детали на новые.
Дефект 4. Эрозия и выжженные места на днище поршня (для дизеля)
-
Причины:
- Неправильное опережение впрыска.
- Повреждение, подтекание форсунок, неправильно установленные форсунки.
- Проверьте и отрегулируйте систему впрыска топлива. Проверьте цилиндр на наличие повреждений. Замените повреждённый поршень.
Дефект 5. Эрозия «юбки» поршня в области отверстия подпалец
-
Причины:
- Неправильная установка стопорных колец или старые стопорные кольца, в результате чего они выпали, и поршневой палец торцевой стороной контактировал с цилиндром.
- Поломка стопорных колец — как результат несоосности поршневого пальца и коленчатого вала, погнутого шатуна, из-за конусности шеек коленчатого вала или большого осевого смещения коленвала.
- Устраните повреждения цилиндра двигателя. Проверьте соосность поршневого пальца и коленчатого вала, устраните осевой зазор на коленвале. При замене поршней убедитесь, что стопорные кольца установлены правильно.
Дефект 6. Задиры поршня с серьёзными повреждениями в нижней части «юбки»
-
Причины:
- Недостаток смазки.
- Недостаточный зазор между поршнем или цилиндром.
- Деформация гильзы.
- Общий перегрев двигателя.
- Недостаточная циркуляция охлаждающей жидкости (местный перегрев).
- Проверьте цилиндры и систему охлаждения. Замените повреждённые детали, устраните неисправности.
Дефект 7. Разрушение перемычек между канавками колец
-
Причины:
- Использование топлива с низким октановым числом.
- Высокое давление сгорания — результат неправильной регулировки впрыска или использования при запуске двигателя аэрозолей, увеличивающих степень сжатия.
- Замените поршень и кольца. Проверьте регулировки.
Дефект 8. Износ канавок под поршневые кольца
Дефекты могут быть и не столь ярковыраженными, поэтому в обязательном порядке прочистите канавки под поршневые кольца и оцените их износ. Сделать это можно следующим способом. Возьмите новый комплект поршневых колец либо калибр подходящей толщины. Кольцо вставляем в соответствующую канавку и с помощью щупа проверяем зазор между поршнем и кольцом.
Допустимый зазор — не более 0,15 мм. Если зазор больше — поршень отбраковывают, даже если по прочим пунктам проверки он вас устроил. Больший зазор говорит о полной выработке ресурса и необходимости полноценного ремонта двигателя. Если по всем вышеизложенным параметрам поршень пригоден к дальнейшей эксплуатации, необходимо провести диагностику блока. Практика показывает, что очень часто при вполне исправных поршнях блок может иметь сильный износ, и наоборот — «смерть» поршня не означает «смерть» блока.
опубликовано в журнале «Правильный Автосервис»




Уважаемый посетитель! Мы физически не можем отвечать на каждый комментарий..
Для того, чтобы Вы могли самостоятельно (или с помощью ближайшего автосервиса) устранить неисправности дизеля, мы разработали ОнлайнДиагностику. Это интерактивное руководство, которое содержит все известные причины неисправностей дизельных двигателей и указывает пути достижения правильной работы конкретного двигателя.
Приглашаем вас воспользоваться ОнлайнДиагностикой прямо сейчас!