Самостоятельный ремонт ГБЦ. Притирка клапанов.

Эта тема будет периодически обновляться, так как за один раз невозможно всё рассказать. Тем более я не механик-моторист, что бы знать все допуски при дефектовки ГБЦ. Но, думаю с вашими подсказками мы эту тему постепенно забъём полезной информацией.
К слову у меня ЗМЗ 406 карб., но некоторая информация пригодится и тем, у кого любая другая машина, иномарка или ВАЗ.
Заменить прокладку ГБЦ, притереть клапана и поменять маслосъемные колпачки вполне по силам каждому.
Необходимый инструмент — ключи, воротки, головки, бита под болты ГБЦ, штангенциркуль, желательно тиски, палочка с присосками ( или как, она там называется?) для притирки клапанов, оправка для колпачков пластиковая ( позже её сфоткаю), бывает, что она идет в комплекте с колпачками, если нет, то можно пазы под сухарики обмотать скотчем, съемник для рассухаривания клапанов, динамометрический ключ, ну и притирочная паста и керосин. Ну, и надо поискать транспортир для установки фаз ГРМ. Они бывают и пластиковые. Коньячку потом купите, когда машина полетит. Если, вы потратитесь на этот инструмент и разберетесь, как грамотно можно самому латать ГБЦ, то сэкономите деньги, не обращаясь в сервис. Зимой на улице это конечно вряд ли возможно, но летом запросто. Лишь иногда только придется отдавать ГБЦ на фрезировку плоскости, прирезку седёл, замену направляющих и возможно сёдел.
Перед разбором отметьте все провода, шланги куда они подсоединяются, что бы при сборке не запутаться.
Сливаем антифриз.
Всё от ГБЦ откручиваем, снимаем клапанную крышку. Выставляем по метке на шкиве коленвала поршень 1 цилиндра в ВМТ ( верхняя мертвая точка), при этом кулачки 1 цилиндра должны быть направлены наружу ГБЦ, а не во внутрь. Можно выкрутить свечи, что-бы легче было проворачивать коленвал. Крышки распредвалов нужно постепенно, в 2-3 приема, откручивать начиная с торцов ГБЦ, а не с середины. При сборке наоборот- затягивать с середины, постепенно подтягивая все крышки в несколько заходов. Крышки обязательно при сборке ставятся на свои места, так что складывайте их по порядку, обычно они пронумерованы. На 406 цифры на крышках должны смотреть наружу ГБЦ, а не вовнутрь. А, то я видел — один Газелист решил залезть в ГБЦ, все крышки на места поставил, молодец, цифрами во внутрь. Чё такое, распредвалы туго крутятся? Так крышки надо правильно ставить. Можете проверить по маслянным каналам. Маслянные каналы ГБЦ и крышек должны соединяться, совпадать. Также, начиная с торцов постепенно, в 2-3 приема, откручиваем болты ГБЦ. Внимание — если у вас пробило прокладку, то болты ГБЦ тоже складывайте по порядку, что бы знать откуда какой болт и потом разобраться досконально в причинах. Возможно в том месте, где пробило, болты уже вытянуты, прослаблены. Я на ЗМЗ 406 крайний раз при снятии ГБЦ, поставил новые болты, что бы наверняка. К слову, на иномарках болты ГБЦ одноразовые, их лучше все заменить на новые. При сборке ГБЦ закручивать, протягивать болты ГБЦ строго по схеме.
Разобрали всё, ГБЦ сняли, ща можно 5 мин. перекурить.
Рассухариваем клапана, смотрим фаски седел, клапанов, направляющие. Тут я пока не спец, не подскажу. ГБЦ лучше показать тем, кто их перебирает. Возможно надо будет менять направляющие, торцевать плоскость ГБЦ, сделать прирезку седел клапанов. …Внимание — по технологии больше 2 раз прирезку седел делать не рекомендуется, если у вас гидрокомпенсаторы, так как клапан в седле просядет и компенсатор не будет работать. Так, что сразу замеряйте все допуски. Лучше заранее найдите мастерскую с грамотными спецами по ремонту ГБЦ, к ним обычно очередь, которые слегка сделают нарезку седел, если уж совсем в край. Замена седла сложная процедура, дорогая и не всегда эффективная.
Если, ГБЦ будет жить, то расскажу, как притирать клапана. Маслосъемные колпачки снять. Стоят они не дорого и перед окончательной сборкой лучше поставить новые. Тарелки клапанов очистить от отложений, затем, зашкурить наждачкой сначала 600, потом 1000, с водой. Затем на фаску клапана нанести несколько капель пасты и палочкой с присоской притирать клапан, слегка нажимая и периодически меняя контакт. Давить на клапан с силой не надо, только слегка. То есть крутанули клапан в седле туда, сюда секунд 20-30. Приподняли клапан, чуть крутанули и обратно в седло. Раза 2-3 обновляйте пасту на фаске клапана.На клапан примерно 5-20 мин. Наберитесь терпения, так как многие шуриком или дрелью притирают. Я считаю, это не правильно. После притирки, засухарить клапана с пружинами, колпачки пока не ставить и проверить на герметичность. То есть, перевернуть ГБЦ кверху дном и в камеры сгорания налить керосин. Смотрим в течении 15-30 мин. на окна впуска и выпуска. Смотрим где пробегает, там разбираем и по новой притираем, затем снова собираем, проверяем. Если, везде сухо и комфортно, то значит машина после такой притирки клапанов просто полетит. Проверьте. Я несколько раз отдавал разным мастерам на ремонт ГБЦ по разным причинам( и клапана, направляйки новые ставили и притирали) но машина действительно поехала после того, как я сам в ручную притер клапана.
Пока всё. Комментируйте. Я не круглый спец, возможно что-то не учел, в чем то ошибаюсь.
Если, интересно, то подписывайтесь, комментируйте и я продолжу повествование по ремонту ГБЦ и подскажу, на что ещё обратить внимание.
Притирка клапанов змз 406 своими руками

Притирка клапанов на головке 406 ЗМЗ ГАЗЕЛЬ, замена маслосъемных колпачков….

Притирка клапанов на головке 406 ЗМЗ ГАЗЕЛЬ, замена маслосъемных колпачков….
правильная чистка и притирка клапанов C16NZ

правильная чистка и притирка клапанов C16NZ
На чтение 7 мин. Просмотров 94 Обновлено 04.08.2019
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ.
Очень важно сделать ремонт головки после того, как перегрели мотор. Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Снятие головки блока цилиндров смотрим в статье – «Замена прокладки головки ЗМЗ-406 ГАЗ-3110».
Разборка
1. Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
2. Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
3. Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
4. Отвернуть болты 1.
. и снять заднюю крышку 2 головки блока.
Снять прокладку крышки
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем. Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок.
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов.
Кто заимался самостоятельно заменой колпачков, и притиркой клапанов на шестнадцатиклапанной голове, сильно ли это запарно, как грамотно рассухарить и засухарить, или проще 3000 отдать за это и не страдать?
А собственно какого ответа ты ждёшь? Один масло сам поменять не может, а другой поршня сам изготавливает…
Но не факт, что сделают грамотно.
А вообще это странный ремонт какой-то. Обычно к тому моменту, когда колпачки нужно менять и клапана притирать (100 тык и больше), уже направляющие клапанов износились (если колпачки нормальные были конечно). И колпачки всё равно держать при разболтанных направляющих не будут — через 5 тык потекут. А клапана, при разболтанных втулках, притирать вообще никакого смысла нет.
Вобщем люфт клапанов во втулках сначала проверить нужно и, если есть, то втулки поменять (клапана можно и оставить). А после замены втулок — сёдла шарошить обязательно нужно.
ГАЗ Газель Тюнинг Газели › Бортжурнал › Самостоятельный ремонт ГБЦ. Притирка клапанов.

Эта тема будет периодически обновляться, так как за один раз невозможно всё рассказать. Тем более я не механик-моторист, что бы знать все допуски при дефектовки ГБЦ. Но, думаю с вашими подсказками мы эту тему постепенно забъём полезной информацией.
К слову у меня ЗМЗ 406 карб., но некоторая информация пригодится и тем, у кого любая другая машина, иномарка или ВАЗ.
Заменить прокладку ГБЦ, притереть клапана и поменять маслосъемные колпачки вполне по силам каждому.
Необходимый инструмент — ключи, воротки, головки, бита под болты ГБЦ, штангенциркуль, желательно тиски, палочка с присосками ( или как, она там называется?) для притирки клапанов, оправка для колпачков пластиковая ( позже её сфоткаю), бывает, что она идет в комплекте с колпачками, если нет, то можно пазы под сухарики обмотать скотчем, съемник для рассухаривания клапанов, динамометрический ключ, ну и притирочная паста и керосин. Ну, и надо поискать транспортир для установки фаз ГРМ. Они бывают и пластиковые. Коньячку потом купите, когда машина полетит. Если, вы потратитесь на этот инструмент и разберетесь, как грамотно можно самому латать ГБЦ, то сэкономите деньги, не обращаясь в сервис. Зимой на улице это конечно вряд ли возможно, но летом запросто. Лишь иногда только придется отдавать ГБЦ на фрезировку плоскости, прирезку седёл, замену направляющих и возможно сёдел.
Перед разбором отметьте все провода, шланги куда они подсоединяются, что бы при сборке не запутаться.
Сливаем антифриз.
Всё от ГБЦ откручиваем, снимаем клапанную крышку. Выставляем по метке на шкиве коленвала поршень 1 цилиндра в ВМТ ( верхняя мертвая точка), при этом кулачки 1 цилиндра должны быть направлены наружу ГБЦ, а не во внутрь. Можно выкрутить свечи, что-бы легче было проворачивать коленвал. Крышки распредвалов нужно постепенно, в 2-3 приема, откручивать начиная с торцов ГБЦ, а не с середины. При сборке наоборот- затягивать с середины, постепенно подтягивая все крышки в несколько заходов. Крышки обязательно при сборке ставятся на свои места, так что складывайте их по порядку, обычно они пронумерованы. На 406 цифры на крышках должны смотреть наружу ГБЦ, а не вовнутрь. А, то я видел — один Газелист решил залезть в ГБЦ, все крышки на места поставил, молодец, цифрами во внутрь. Чё такое, распредвалы туго крутятся? Так крышки надо правильно ставить. Можете проверить по маслянным каналам. Маслянные каналы ГБЦ и крышек должны соединяться, совпадать. Также, начиная с торцов постепенно, в 2-3 приема, откручиваем болты ГБЦ. Внимание — если у вас пробило прокладку, то болты ГБЦ тоже складывайте по порядку, что бы знать откуда какой болт и потом разобраться досконально в причинах. Возможно в том месте, где пробило, болты уже вытянуты, прослаблены. Я на ЗМЗ 406 крайний раз при снятии ГБЦ, поставил новые болты, что бы наверняка. К слову, на иномарках болты ГБЦ одноразовые, их лучше все заменить на новые. При сборке ГБЦ закручивать, протягивать болты ГБЦ строго по схеме.
Разобрали всё, ГБЦ сняли, ща можно 5 мин. перекурить.
Рассухариваем клапана, смотрим фаски седел, клапанов, направляющие. Тут я пока не спец, не подскажу. ГБЦ лучше показать тем, кто их перебирает. Возможно надо будет менять направляющие, торцевать плоскость ГБЦ, сделать прирезку седел клапанов. …Внимание — по технологии больше 2 раз прирезку седел делать не рекомендуется, если у вас гидрокомпенсаторы, так как клапан в седле просядет и компенсатор не будет работать. Так, что сразу замеряйте все допуски. Лучше заранее найдите мастерскую с грамотными спецами по ремонту ГБЦ, к ним обычно очередь, которые слегка сделают нарезку седел, если уж совсем в край. Замена седла сложная процедура, дорогая и не всегда эффективная.
Если, ГБЦ будет жить, то расскажу, как притирать клапана. Маслосъемные колпачки снять. Стоят они не дорого и перед окончательной сборкой лучше поставить новые. Тарелки клапанов очистить от отложений, затем, зашкурить наждачкой сначала 600, потом 1000, с водой. Затем на фаску клапана нанести несколько капель пасты и палочкой с присоской притирать клапан, слегка нажимая и периодически меняя контакт. Давить на клапан с силой не надо, только слегка. То есть крутанули клапан в седле туда, сюда секунд 20-30. Приподняли клапан, чуть крутанули и обратно в седло. Раза 2-3 обновляйте пасту на фаске клапана.На клапан примерно 5-20 мин. Наберитесь терпения, так как многие шуриком или дрелью притирают. Я считаю, это не правильно. После притирки, засухарить клапана с пружинами, колпачки пока не ставить и проверить на герметичность. То есть, перевернуть ГБЦ кверху дном и в камеры сгорания налить керосин. Смотрим в течении 15-30 мин. на окна впуска и выпуска. Смотрим где пробегает, там разбираем и по новой притираем, затем снова собираем, проверяем. Если, везде сухо и комфортно, то значит машина после такой притирки клапанов просто полетит. Проверьте. Я несколько раз отдавал разным мастерам на ремонт ГБЦ по разным причинам( и клапана, направляйки новые ставили и притирали) но машина действительно поехала после того, как я сам в ручную притер клапана.
Пока всё. Комментируйте. Я не круглый спец, возможно что-то не учел, в чем то ошибаюсь.
Если, интересно, то подписывайтесь, комментируйте и я продолжу повествование по ремонту ГБЦ и подскажу, на что ещё обратить внимание.
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
направляющие клапанов

Тема статьи – направляющие клапанов змз 406. Конечно, данные направляшки ставятся и в 405 и в 409, но так как 406 является родоначальником семейства, пусть будет так. Для меня всегда было законом: стандартный ремонт гбц должен быть быстрым и качественным. Поэтому никакие изделия наших производителей не рассматриваются. Ни у меня, ни у других сервисов нет желания ходить по магазинам с штангенциркулем и микрометром и заниматься селекцией.
Направляющие клапанов змз 406, конкретика
Клапанная система двигателя ЗМЗ для унификации полностью позаимствована у переднеприводного семейства ВАЗа. Клапана, направляющие, пружины, сухарики, тарелки – все эти детали от «восьмерки». Плюс этого — достаточно широкий выбор, как по цене, так и по качеству. Минус — качество автоВАЗа «хорошо известно», и кроме всего прочего, в магазинах и на рынках продают огромное количество подделок. Резюме: ищем направляющие клапанов хорошего производителя.
 направляющие Kolbenschmidt
направляющие Kolbenschmidt
Для двигателей ВАЗ и ЗМЗ я работаю с направляющими клапанов TRW-Kolbenschmidt и Metelli. Немецкий и итальянский производители в запчастях для двигателей. Обе фирмы делают качественные направляющие из чугуна. Есть один небольшой секрет и в материале и в его структуре. Это серый чугун с перлитной структурой. Перлит — молекулярная структура металла, позволяющая держать в своем поверхностном слое малюсенькие капли масла. Тем самым смазывая пару трения, направляшка – клапан. Данные направляющие ставлю как на стандартные гбц, так и на «тюнингованные». В основном заказы для двигателей змз комплектуются продукцией Metelli. И еще один момент, который иногда вызывает удивление у людей, которые крайне редко сталкиваются с запчастями. ВСЕ направляющие клапанов идут без стопорных колечек.
направляющие клапанов Metelli
Технология установки
Правильная технология — это залог дальнейшей хорошей и длительной работы данной запчасти. Некоторые «мастера» выбивают выколоткой старые направляющие клапанов змз 406 (что допустимо) и так же, как гвозди, заколачивают новые (что недопустимо). Это просто вредительство и саботаж. Так можно легко получить трещины в направляющих еще на этапе установки, а потом удивляться, куда уходит литрами масло. Удаление направляющей осуществляется либо методом нагрева ГБЦ, либо при помощи специальной выжимной приспособы. Запрессовка желательна после «купания» направляющей в жидком азоте.
Второй важный момент при монтаже: развёртка направляющих после запрессовки. Хочу обратить внимание на следующее. Развертки из магазина инструмента вас не спасут, если вы хотите сделать действительно качественную гбц. Стандартные развертки делаются в «нулях», а нам нужны развертки с плюсом от двух до четырех соток. Причем зазор во впускных и выпускных клапанах чуть различается. Развертка направляющих делается вручную: или спиральной, или регулируемой (автотракторной) разверткой или разверткой сделанной под заказ.
Как отрегулировать клапана на газ 3110 406 двигатель
начнем с того что говорит книга по теплового поводу зазора. мне пока не известно.
говорит Книга о том что там стоят вот:).
а гидрокомпенсаторы сточенные клапана нужно менять они ибо имеют цементацию т.е поверхностнюй твердый износ . слой этого слоя металла приводит истиранию быстрому .
+100, однозначно!
как узнать растояние какое должно быть между клапаном и РВ
чем, Проще дверь закрыть. Берете тиски, блованочку и гидрик длиной 20 -25 мм из стального (латунного, алюминиевого) диаметром, прутка 10-20 мм.
Зажимаете в тиски гидрик, подложив между болваночку губкой тисков и плунжером гидрика. градусов, по 20-40 Понемногу сжимает тиски до тех пор поймете не пока, что гидрик больше на хочет Разжимаем. сжиматься тиски и снова сжимаем таким же так и образом еще 2-3 раза. Из гидрика выдавится масло все и появится возможность измерить с помощью величину 0-25 мм микрометра гидрика в предельно сжатом и в предельно состоянии распущенном. Разница между сжатым и распущенным около будет 2-3мм. Зная эти величины, без можно труда понять сильно подрезаны укорочены (седла клапаны) или размер гидрика расстояние в укладывается от клапана до РВ.
05м через 1 минуту 42 секунды
За рание совет за спасиба. ЗМЗ-406 маршрутка прошла сделали.к.м, 800000т ремонт.После ремонта70000т.к.м.проехала, часто горели клапана и в день уходило 3л. тасола.все ночю намести.Она в день проежает пошол.м 500к стук.Итак она попала ко Дефиктовка.мне/шатуны1и4втулок нет, а2и3на 50%вылезли.С направляющих ГБЦ и седел нет, клапана сточеные, и в 3. всосе на целиндре под клапаном миро трещина утиль кароче.А типер самое интиресное, выпускной РВ градусов 110 идет с опозданием, цепи92-72.Ети ставят цепи на 405 и 409 там выше 406, а на блок 90-70. За ето что нехватает натяжителля слабая цеп и перескочила а от дитонации побило втулки. работал( Компинсатор ) регулировочной шайбой, и два клапана зачем от РВ. согнуты мучать гидрик если в мануале размеры написаны и допуски по ремонту бошки?
Подобные основном, в проблемы, встречаются после очень больших или пробегов после неоднократных ремонтов, когда изнашиваются седла настолько, что заданные производителем выдержать размеры невозможно.
Выход из положения — замена или седел покупка новой головки.
В Питере, замена, например одного седла стоит от 1000 до руб 1500. На 406 моторе 24 клапана. Значит вопроса цена от 24 до 36 тысяч рублей. Сколько головок купить можно на эти деньги не знаю, но явно одной больше. Теперь еще проблема насколько можно просто купить головку в какой-нибудь или деревне еще интереснее — насколько просто седла? заменить Вот именно для таких может и случаев пригодиться метод помучить гидрик. Вы наверное, ведь, обратили внимание, сколько сложностей этом в было моторе? Таблетки под гидриками, клапаны урезанные. колхоз сплошной. В этой ситуации клапаны новые и подрезанные гидрики могут быть оправданным вполне решением . всем привет почитал на темку досуге и вот что хочу сказать . газ использовать и тосол на двигателях змз не как если ну нельзя ток хотите головку выкинуть установке при газа меняйте головку с змз406 на она змз405 лучше охлаждается сам видел думал такую сказки подточеные клапана это кердык сразу замена сёдел без вариантов и надо тут очень аккуратно шарошить и притирать головки эти не прощают ошибок подвальный автопром назвать не подругому. имею два мотора 405 и разнецы 406 меж ними нет кроме поршней диаметра. при этом клапона горят 406 на чаще ездия на газе чем на 405 и условием с это что на 405 стоит головка сказать так утиль при апресовке показала все что кирдык сейчас купил новую 406 на головку скоро буду ставить
скажу газ сразу снял к чёртовой бабушке больше на гонять нём не буду дорогой ремонтик вылазиет
нужен если чистый размер от торца головы до могу клапана померить
Клапана не всегда поддаются регулировке, в некоторых случаях стук остается даже при установке рекомендуемых зазоров. Причин такого явления может быть несколько:
— изношены кулачки распредвала;
— ось, на которой стоят коромысла, имеет выработку;
— носики коромысел неравномерно сработались;
— сработались сухари пружин.
Если на пяточках коромысел есть выработка, хорошо отрегулировать клапана с помощью щупов не получится, в таком случае следует пользоваться индикатором.
Когда есть дефекты на кулачках распредвала, избавиться от клапанного стука не получится, даже если делать регулировку с помощью индикатора. В этом случае требуется только замена распределительного вала, и никакие регулировки здесь не помогут. Если сработались сухари пружин, отрегулировать зазоры также не удастся, так как коромысла будут упираться не в клапан, а в чашку клапанной пружины. Этот дефект можно устранить установкой новых сухарей.
Инстукция по замене масла в двигателе ЗМЗ 402
Притирка клапанов 406 двигателя
Притереть клапана самому в домашних условиях очень просто самому, тогда не придется переплачивать за работу мастеру, способов притирки клапанов несколько, объясню простой и надежный способ притирки клапанов, и как можно самому притереть, или заменить клапана на 16 клапанной головки 406 двигателя. А так как головка 406 двигателя по устройству клапанов похожа на 16 клапанную головку ВАЗа, даже клапана в 406 голове стоят ВАЗовские 2108, Поэтому принцип притирки и замены клапанов одинаков, этим способом можно притирать и менять клапана также и на 16 клапанной головки ВАЗа.
Притирка клапанов головки блока 406
На фото видите головку блока 406 двигателя, она снята с двигателя и ждет свой очереди по притирки и замене клапанов. Но перед притиркой желательно снять все стаканчики с клапанов и положить их в такой последовательности, чтобы при постановки стаканчиков вы не перепутали их местами и каждый стаканчик вернулся на свое место. Принципе все стаканчики одинаковы, но все-таки если головка уже не новая и много поработала то желательно чтобы каждый стаканчик вернулся на свое место, так как каждый стаканчик давно притерся к своему месту. Но если случайно перепутаете стаканчики, ничего страшного не будет.
Фото. Головка блока 406 со съемником клапанов
На фото видите универсальный съемник клапанов, этим съемником можно рассухарить и снять клапана с любой головки, переставляя нажиматель съемника ближе или дальше в зависимости от места расположения клапана.
Фото. Рассухаривание клапана при помощи съемника
На фото видите как рассухарить клапан при помощи съемника клапанов, закручиваем болт в близкое место от клапана, цепляемся съемником за болт и нажимаем на тарелку клапана как можно сильней, пальцем откидываем в стороны сухарики. Но обязательно подложите любую железяку под клапан чтобы он в нее упирался.
Фото. Рассухаренный клапан с сухариками
После того как рассухарили клапан вытаскивайте пружины, и вытаскивайте клапан. Совет, не снимайте все клапана сразу, делайте по одному, рассухарили клапан притерли, поменяли сальник клапана, и засухарили клапан. Потом беритесь за следующий клапан.
Фото. Новый выпускной клапан с лева и рабочий с права
Сейчас буду притирать и сразу менять старые клапана на новые, хотя можно было просто притереть рабочие клапана (они еще в хорошем состоянии кроме одного).
Фото. Клапан с нанесенной притирочной пастой перед притиркой клапана
Притирать клапан будем так, намажьте на клапан притирочную пасту как на фото, пасту можно наносить на клапан как показано на фото при помощи шприца или любой палочкой, главное чтобы притирочная паста не попадала на шток клапана.
Фото. Притирка клапана при помощи дрели, с самодельной насадкой
Мне нравиться притирать клапана дрелью, так как увеличивается быстрота притирки. На фото самодельное приспособление для притирки клапанов, состоит оно из шпильки на 8мм. и кусочка плотного резинового шланга который плотно одевается на шпильку. Сделать это приспособление можно так, возьмите шпильку 8мм. оденьте посильней на нее кусочек плотного резинового шланга, и обрежьте шланг так чтобы он полностью налазил на шток клапана и почти упирался в шпильку, тогда при притирки клапана дрелью, шланг не будет болтать в стороны. Притираем клапан так, подложите под клапан железяку чтобы он не падал, натягивайте шланг на клапан, убирайте железяку из под клапана, включайте дрель и тяните клапан на себя но не сильно а так чтобы резиновая шланга не слетала с клапана, делайте такие движения дрелью во время притирки клапана, то притяните клапан то опустите, потрите клапан секунд 30. Затем сильно потяните дрель на себя и резиновая трубка сойдет с клапана.
Фото. Хорошо притертый клапан к седлу головки клапана
После притирки клапана нужно обязательно проверить, притерся клапан или нет, для этого после притирки протрите насухо седло клапана, и сам клапан. На фото видите хорошо притертый клапан и хорошо притертое седло клапана. Признаки хорошо притертого клапана такие, широкая серая полоса по кругу клапана, и широкая серая полоса в седле клапана. Но обратите внимание на второй выпускной клапан (он ниже притертого седла и меньше впускного), запомните если клапан имеет синеватый оттенок это признак того что он не держит и пропускает газы, из за этого двигатель троит и не тянет. Также этот клапан если вовремя не принять меры будет выгорать все сильней.
Когда нужна регулировка клапанов
Детали механизма газораспределения открываются поочерёдно и в нужный момент. Контролирует их распредвал, надавливая своими кулачками на коромысла при вращении. Между выступами вала и элементами предусмотрены тепловые зазоры клапанов. Они призваны компенсировать физическое расширение металлических компонентов от нагревания — во время работы двигатель сильно греется. По сути, отрегулировать клапана на 402 двигателе, значит, изменить этот самый тепловой промежуток в большую или меньшую сторону.
Если элемент будет неплотно закрываться из-за температурного расширения, то фактически перестанет герметично закрывать камеру сгорания, не изолируя её от трактов. Если же клапан открывается с опозданием, это уже происходит по причине увеличения теплозазора и не только отрицательно воздействует на состоянии всего механизма, но и ухудшает подачу топливной смеси.
Периодичность регулировки прописана в руководстве к движку: делать это нужно каждые 10-15 тыс. км пробега. Такая короткая фаза между настройками объясняется конструктивной неудачностью мотора ЗМЗ-402. Распределительный вал здесь находится чересчур низко и периодически бряцает, а тяги толкателей слишком длинные. Кроме того, качество используемых деталей невысокое, что лишний раз увеличивает вибрационную нагрузку на ГРМ. Например, шестерня распредвала быстро отваливается, так как сделана из капрона. Правда, она защищена металлической втулкой, но эбонитовая шестерня, как на других моторах, смотрится куда надёжнее.
Необходимые инструменты
Для грамотной регулировки клапанов Газели с 402 двигателем надо подготовить следующие инструменты:
- комплект отвёрток;
- щупы разного размера или универсальный щуп;
- трещотку с удлинителем и головкой на 10 мм;
- набор ключей, размерами с 8 по 14 мм;
- свечной ключ;
- молоток;
- ветошь.
К151Д
Рекомендуемая величина зазоров ЗМЗ-402
Калибр теплозазора, в соответствии с паспортными данными двигателя, должна составлять 0,4 мм. Показатель этот отличается между впускными и выпускными клапанами, так как последние элементы нагреваются сильнее. Измерения должны проводиться щупами, оснащёнными шагом в 0,05 мм или меньше.
Параметры также могут отличаться из-за различных условий эксплуатации и манеры езды:
- постоянная перевозка тяжёлых грузов, периодическая езда по горам, применение нестандартного бензина — 0,4 мм;
- питание двигателя газом — 0,35 мм и 0,45 мм (выпуск);
- постоянные резкие старты, спортивная манера езды — 0,3-0,35 мм.
К тому же, можно путём уменьшения теплового зазора увеличить тягу двигателя и снизить расход топлива. Но это будет работать только на режимах спокойной езды, без нагрузки.
Расход топлива – по заводским нормам и реальный
По техническим паспортным данным расход топлива на скорости 60 км/час с двигателем ЗМЗ 4063 и ЗМЗ 4061 составляет 10,5 л, на скорости 80 км/час – 13 л. Но при контрольном замере не учитываются многие факторы:
- Загруженность авто;
- Погодные условия;
- Дорожная обстановка;
- Техническое состояние автомобиля.
Таблица сравнения расхода топлива в различных модификациях автомобиля Газель
Хуже двигателю от этого точно не будет, зато машина побежит резвее, да и бензин немного экономнее будет расходоваться.
Порядок работ по регулировке клапанов двигателя ЗМЗ-402
Ниже приведён подробный порядок действий:
- скинуть клеммы с аккумулятора;
- поставить нейтральную передачу;
- отсоединить всё навесное оборудование, которое отходит от клапанной крышки, включая шланг УОЗ;
- скинуть тросы заслонок, прикреплённых к карбюратору;
- демонтировать воздушный фильтр;
- отвернуть болты, снять верхнюю часть механизма;
- вывернуть свечи зажигания;
- поршень цилиндра 1 установить в ВМТ, совмещая метку коленвала с приливом на передней крышке мотора — вращать коленвал рекомендуется только стартером;
- снять крышку электрического распределителя, проверить бегунок — данный элемент трамблёра должен смотреть строго на 1 цилиндр;
- начать регулировку клапанов.
Клапана желательно регулировать только на холодный двигатель! С другой стороны, мотор ЗМЗ-402 оснащён алюминиевой головкой. Штанги имеют свойство расширяться по мере нагрева ДВС, а зазоры уменьшаться. По этой причине опытные мастера рекомендуют регулировать систему 402-го на прогретом движке, выставляя зазоры 0,3 мм на всех элементах. Исключение — автомобили Газель.
Что касается меток: они могут совпадать при ВМТ с первым или четвёртым цилиндром. Как это проверить помимо направления бегунка? Если зажаты клапаны 1, 2, 4 и 6, а остальные свободны — метка совпадает с 4-м цилиндром. И наоборот, если зажаты 8, 7, 5 и 3 — метка совпадает с 1-м цилиндром.
Регулировка клапанов 402 двигателя в два приема осуществляется по следующей схеме:
- сначала первые клапаны впуска и выпуска;
- затем вторые впуска и выпуска;
- третий впускной;
- проворот коленвала на 360 градусов, совмещение меток и установка бегунка на 4-й цилиндр;
- регулировка оставшихся клапанов.
Коротко порядок регулировки клапанов выглядит так: сначала 1, 2, 4 и 6 — остальные зажаты, затем — от кабины 8, 7, 5 и 3.
Регулировка клапанов ЗМЗ 402 по инструкции:
- подвигать коромысло по валу вперёд и назад;
- несильно и осторожно стукнуть молотком по валу точно над клапаном — ни в коем случае не бить по толкателю;
- гаечным ключом на 11 открутить гайку регулировочного винта, придерживая последний мощной отвёрткой с плоским жалом или накидным ключом на 14;
- щупом измерить зазор — он должен проходить под клапаном с небольшим усилием, при необходимости отрегулировать до нужных значений;
- зажать гайку обратно — заново проверить величину зазора;
- повторить операцию со всеми клапанами.
На некоторых автомобилях клапана регулируются с помощью шайб. Вместо родной устанавливается кольцо меньшей или большей толщины. Альтернативный вариант — замена толкателей на варианты с нужными параметрами. Известны моторы, на которых регулировка вообще не предусмотрена — на ДВС с гидрокомпенсаторами. Клапаны ЗМЗ-402 настраиваются специальным регулировочным винтом.
Затем надо установить на место свечи, крышку распределителя и навесное оборудование. Потом осуществить тестовый запуск двигателя, чтобы проверить подачу масла на все толкатели. Если смазка не будет поступать на какой-либо элемент, следует ослабить крепёжную гайку оси коромысел в зоне четвёртого цилиндра. Также надо будет прочистить всю маслосистему автомобиля.
В конце остановить мотор, собрать все демонтированные компоненты на место. Болты клапанной крышки закрутить с нужным усилием. После установки всех нужных шлангов и трубок, заново завести движок. Дать ему прогреться до 80-90 градусов, затем послушать работу клапанов — они не должны звенеть или цокать.
Замена карбюратора инжектором на моторе ЗМЗ-4063
С целью улучшения технических характеристик достаточно часто собственники Газелей заменяют карбюраторную систему инжектором, хотя это удовольствие недешевое. Для такой переделки необходимо будет приобретать дополнительно:
Также могут потребоваться различные мелочи, такие как бензиновые шланги, хомуты, предохранители, прокладки, кронштейн топливного фильтра и прочее. Работа здесь трудоемкая, но цель оправдывает средства. Преимущества инжектора перед карбюратором весомые:
- двигатель получает солидную прибавку в мощности;
- не нужно постоянно мучиться с регулировкой и чисткой карбюратора;
- можно установить ГБО практически любого поколения, кроме первого.
Некоторые запчасти инжектора стоят дорого, но вовсе не обязательно их приобретать в магазине. Отличного качества детали б/у можно найти на авторазборках или по объявлениям у частников, тем более, почти всегда получается поторговаться. Однозначно, коллектор (ресивер) лучше приобретать подержанный, так как он практически никогда не изнашивается, и нет смысла здесь переплачивать.
Видео по ремонту двигателя Газели ЗМЗ 406:
Установленный на Газель 406 двигатель
Как часто необходимо проводить настройку
Чтобы не сорвать резьбу в процессе регулировки клапанов, в начале откручивания и на последнем обороте закручивания гайку нужно вращать ключом очень плавно. Наконечники штанг клапанного механизма двигателя ЗМЗ-402 сделаны из дюралюминия, а не стали, как на ЗИЛ-130, например. Поэтому настраивать клапаны на слух крайне сложно. Бряцанье и стуки могут издавать:
- изношенные кулачки распредвала;
- неравномерно сработавшиеся носики коромысел;
- выработанная ось;
- расшатанные сухари пружин.
Клапаны с дефектным распредвалом не получится нормально отрегулировать. Поэтому целесообразнее будет заменить распределительный вал. То же касается и сработанных сухарей пружин, так как коромысла в этом случае будут упираться не в клапаны, а в чашки пружин.
Подготовительные операции
Несмотря на то, что регулировка клапанов двигателя 4216 “Газель” относительно проста, нужно понимать, что процесс очень ответственный. Перед работами по регулировке машину следует тщательно подготовить.
Первым делом автомобиль необходимо зафиксировать. Одному ручному тормозу доверять не стоит. Лучше дополнительно подстраховаться противооткатными упорами. Затем, если двигатель горячий, ему дают остыть. Мотор должен быть полностью холодным.
Перед началом работ необходимо добраться до клапанного механизма. На инжекторных двигателях это сделать относительно просто, а на карбюраторных — сложней.
Для начала необходимо снять воздушный фильтр:
- Первым делом снимают крышку фильтра, затем откручивают крепежные гайки.
- Шланг вакуумного корректора зажигания и патрубок сапуна также снимают.
- Далее от карбюратора отсоединяют тяги – они будут сильно мешать.
- Наконец, отворачивается клапанная крышка.
На этом подготовительные работы окончены и можно переходить непосредственно к регулировке клапанов двигателя 4216 “Газель”.

Горьковский автомобильный завод успешно работает с 1932 года, и за это время создал немало легковых авто и грузовиков, некоторые модели машин стали легендами российской автомобильной промышленности. Двигатели этих автомобилей еще двадцать назад не имели гидравлических компенсаторов в газораспределительном механизме, и регулировка клапанов ГАЗ выполнялась вручную.
Регулировка клапанов на автомобилях ГАЗ
В клапанах должны быть определенные зазоры, если зазоры слишком маленькие или их нет совсем:
Если зазор слишком большой, в газораспределительном механизме возникает стук, клапана открываются в недостаточном объеме, и так же теряется мощность ДВС.
На всех моторов ЗМЗ клапана регулируются с помощью регулировочных винтов, для того чтобы винты не раскручивались, сверху они фиксируются контргайками. В различных руководствах и инструкциях по эксплуатации указаны разные зазоры в клапанах, но считается, что они должны быть в пределах от 0,25 до 0,45 мм. Как регулировать зазоры, на горячем или холодном двигателе, давно ведутся споры, хотя во всех книжных руководствах рекомендуется регулировку клапанов на автомобилях ГАЗ делать на холодную.
Порядок регулировки клапанов ГАЗ
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):


При слишком маленьком зазоре изменяются фазы газораспределения, становится неудовлетворительной компрессия, снижается мощность двигателя, двигатель работает неустойчиво. В экстремальных случаях могут деформироваться клапаны или седла клапанов.
При слишком большом зазоре появляется очень сильный механический шум, изменяются фазы газораспределения, вследствие слишком короткого времени открытия клапанов двигатель не развивает максимальную мощность, двигатель работает неустойчиво. Регулировка клапанов достигает желаемого результата только в том случае, если клапаны безупречно уплотняют, не имеют недопустимого люфта в направляющих и не сбиты на концах стержней.
1. Регулировку зазоров между коромыслами и клапанами производят на холодном двигателе, при затянутых требуемым моментом гайках крепления головки блока цилиндров и крепления стоек оси коромысел клапанов.
2. Снять крышку коромысел клапанов.
3. Установить поршень 1-го цилиндра в верхней мёртвой точке такта сжатия. Для проворачивания коленвала включить 5-ю или 4-ю передачу и сдвинуть автомобиль на ровной поверхности. Другая возможность провернуть коленвал: поднять переднее колесо, включить 5-ю или 4-ю передачу и провернуть колесо рукой.При этом впускной и выпускной клапаны будут закрыты и коромысла клапанов могут свободно покачиваться.
4. Проверить щупом зазор между коромыслом и клапаном.

5. Щуп должен проходить с усилием, в противном случае отрегулировать зазор. Величина зазора впускного клапана 0,40 – 0,45 мм, зазор выпускного клапана 0,35 – 0,40 мм.
6. Если величина зазора отличается от номинальной, следует сделать следующее:
Отвернуть контргайку гаечным ключом. При этом необходимо удерживать регулировочный винт от проворачивания ключом.

Поворачивая регулировочный винт ключом (или отверткой, вставленной в шлиц), отрегулировать зазор, периодически проверяя его щупом. Удерживая регулировочный винт, затянуть контргайку. Еще раз проверить щупом зазор. Таким же образом отрегулировать зазор на другом клапане 1-го цилиндра
7. Провернуть коленчатый вал на пол-оборота (180°) и отрегулировать зазоры в приводе клапанов 2-го цилиндра. Величина зазора впускного и выпускного клапанов составляет 0,40 – 0,45 мм.
8. Довернуть коленчатый вал еще на пол-оборота (180°) и отрегулировать зазоры в приводе клапанов 4-го цилиндра. Величина зазора впускного клапана 0,40 – 0,45 мм, зазор выпускного клапана 0,35 – 0,40 мм.
9. Снова провернуть коленчатый вал на пол-оборота (180°) и отрегулировать зазоры в приводе клапанов 3-го цилиндра. Величина зазора впускного и выпускного клапанов составляет 0,40 – 0,45 мм.
10. Установить обратно крышку коромысел клапанов.
Целесообразно помечать коромысла уже отрегулированных клапанов мелом.
AUTOFIZIK.RU / авторемонт





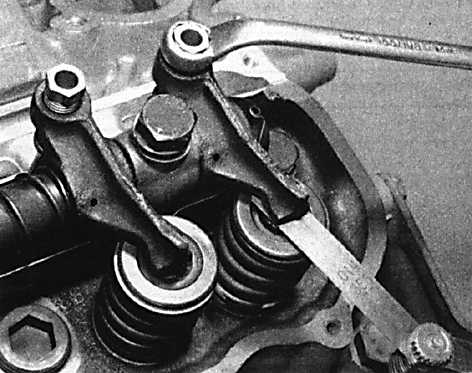
ЗМЗ-406.Притирка клапанов
Наносим притирочную пасту на фаску клапана и устанавливаем его в соответствующую втулку головки.
Закрепляем на ножке клапана приспособление для притирки и, прижимая клапан к седлу, попеременно поворачиваем его в обе стороны.
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Так же должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.