Гибка труб: «холодный» и «горячий» способы
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Впрочем, в данной статье мы рассмотрим оба варианта деформации труб, примеряя каждый способ к изделиям разной формы и диаметра.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).

Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевойжесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
↑ХОЛОДНАЯ ГИБКА – ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
- наматывание изделия на шаблон
- деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.

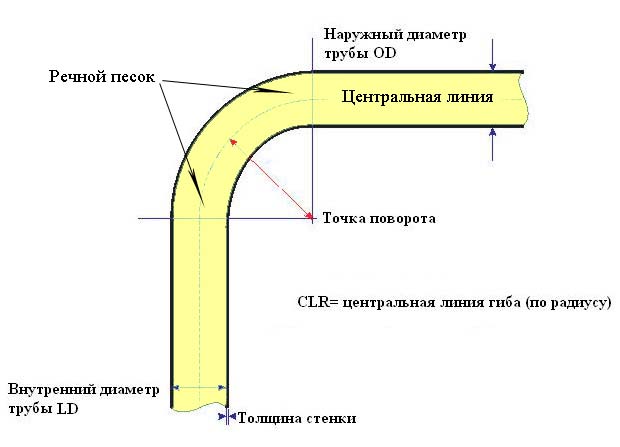
Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов. Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
- Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
- Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
Подобная технология гибки труб грешит неаккуратностью – с внешней стороны изделия несут насебе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
Правда, используя различные ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах. И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
Впрочем, несмотря на все наши ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
↑Основные способы механической гибки труб
Вся механическая гибка основана всего на двух способах:
- Обкатке трубы
- Гидравлической деформации трубы
Причем для реализации этих технологий используют как электрифицированные, так и ручные станки для гибки труб. Последние используют в качестве источника деформирующего усилия мускульную силу оператора, приложенную к рычагу или струбцине.
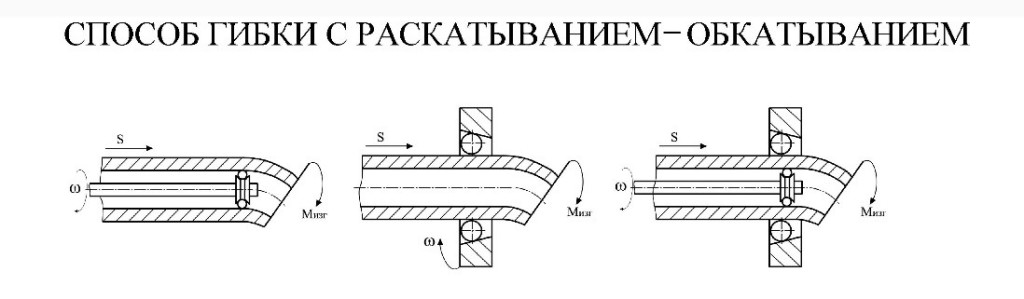
Электрифицированная и ручная гибка труб методом обкатки осуществляется следующим способом:
- изделие устанавливается на подающие вальцы станка
- Деформирующий валец подводится к поверхности трубы и упирается в нее с нужным усилием.
- Оператор включает мотор или начинает вращать барабан подающего механизма с помощью особой рукояти.
- Геометрические параметры процесса регулируют в ходе обкатки, поджимая деформирующий валец. Ведь чем большее усилие на этом вальце, тем больше радиус загиба трубы.
В итоге, такая, почти самостоятельная гибка труб – ведь большинство станков работают именно на ручном приводе – позволяет согнуть под нужным радиусом значительные партии заготовок. Причем качество гибки оказывается существенно выше любого, по-настоящему, ручного варианта. Да и сам процесс деформации происходит быстрее. Однако обработка круглых труб, а равно и гибка труб большого диаметра, на вальцевых трубогибах невозможна. Для этих целей лучше использовать либо прессы, либо специальные станки для гидравлического деформирования труб.
Последний способ основан на деформации изделия, заполненного жидкой средой (водой или маслом), проводимой в контакте со специальным калибром. По сути, этот процесс повторяет ручную гибку методом наматывания, только результаты этого процесса выглядят более впечатляющее. Кроме того, гидравлическое деформирование дает возможность не только согнуть трубу, но и изменить диаметр сечения изделия.
↑ГОРЯЧАЯ ГИБКА – КАК ЭТО ДЕЛАЕТСЯ ?
Горячее деформирование дает возможность согнуть самые жесткие трубы. Причем, как и в случае с холодной гибкой, горячий вариант можно реализовать с помощью всего двух технологических процессов: ручного и механического деформирования.
↑Горячая ручная гибка
Горячая гибка вручную выполняется теми же способами, что и холодная ручная гибка. То есть мыпрактикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
Причем оборудование для гибки труб вручную горячим способом нужно почти точно такое же, что и при холодной деформации. Только в процессе «горячей» обработки задействуют еще и паяльную лампу или резак, которыми прогревается место деформации.
Поэтому воду в процессе горячей гибки в качестве наполнителя не используют.
Гнуть
Гнуть — 1) искривлять что-либо, деформировать протяжённый объект, придавая ему дугообразную форму или излом; 2) наклонять, отклонять продолговатый предмет от его изначального направления или положения; 3) (перен.) упрямо высказывать свою точку зрения, стоять на своём, подчинять своей воле, клонить к чему-либо. Гнуться — гнуть себя.
Содержание
Пословицы и поговорки [ править ]
Русские [ править ]
Гибали мы ветловую, согнём и вязовую (дугу). [1]
Гнёт (жмет, гонит) не на живот, а на смерть. [1]
Гни, поколе не треснет. [1]
Исподволь и ольху согнёшь, а вкруть и вяз переломишь. [2] [3]
Как ни гнись, а поясницы не поцелуешь. [2] [4]
Круто погнёшь — переломишь. [2]
Кто кого нагнёт, тот тому и спину набьёт (или: тот того и бьёт). [2]
Лучше гнуться, чем переломиться. [1] [4]
Нашего слугу согнуло в дугу. [2]
Он гнёт — не парит, переломит — не тужит. [1]
Пилить пилой, гнуться спиной. [1]
Попаришь, так и из дуба ободья гнёшь, а не пропарив, и вяз надломишь. [1]
Почему когда человек расстроен, хочет плакать, возникает «ком в горле»?
Ощущение кома в горле в стрессовой ситуации связано с особенностями строения гортани. Есть такой орган – надгортанник, это фактически дверка: если он поднят (дверка открыта) все, что попадает в рот, двигается в легкие, если он опущен – в пищевод. Наш мозг передает ему соответствующий сигнал (что поступает – еда или воздух), и он принимает нужное положение.
Так вот в состоянии стресса мозг отправляет два разнонаправленных сигнала. С одной стороны мы начинаем активнее дышать, надгоратанник хочет подняться, голосовая щель максимально открывается. С другой стороны, надгортанник хочет закрыться, чтобы защитить нас от жидкости и слизи, которая вырабатывается в носоглотке при плаче. Ком в горле – это вот это самое противостояние голосовой щели и надгоратнника: в итоге получается что-то вроде мышечного спазма, который перекрывает часть гортани.
Ольга Гусева 319
Другие интересные вопросы и ответы
1 как определить температуру в духовке по трем делениям?
Это можно посмотреть по инструкции, потому что температура зависит от модели духовки. Но можно приблизительно посчитать, зная, что максимальная температура газовой духовки- 250 градусов, электрической – 290.
как понять “загнул на холодную”?
Как узнать не погнуло ли клапана на дизельном авто?
Папа вчера помогал другу строить автомобиль и что-то пошло не так.
Чисто теоретически нужно померить компрессию. Для этого есть прибор, который называется компрессометр. Он выглядит так:
Но можете и не мерить. Все дизеля которые ставят на легковые автомобили, и у которых привод ГРМ от ремня, гнут клапана при обрыве ремня ГРМ. Ровно как и при его проскакивании больше чем на 3 зуба. Это связано с небольшим объемом камеры сгорания, что обусловлено высокой степенью сжатия. Обычно это легко определяется на слух. Если в исправном двигателе при вращении его стартером Вы четко слышите каждый такт сжатия – двигатель при вращении стартером вращается ощутимыми рывками, т.к. тому приходится преодолевать усилие сжимаемого в двигателе воздуха. Это свидетельствует о том, что смесь сжимается и компрессия в двигателе в норме, или близка к ней. Следовательно клапана не согнуты и герметичны. Двигатель в котором клапана согнуты, и не герметичны, вращается легко, без четко выраженных тактов сжатия. Внимательные автовладельцы сразу это отмечают – “я завожу мотор, а он не заводится, и звук как то изменился..” Вот именно это изменение и говорит об отсутствии компрессии.
Но это скорее следствие опыта, и рекомендовать такой способ нельзя. Это удел профессионального автомеханика. Если опыта мало, то все же гораздо проще замерить компрессию с помощью прибора. Как это сделать показано в этом ролике:
ВАЗ 2109 Карбюратор. Двигатель 1.3. Как без компрессии проверить загнуло ли клапана.
Ехал на скорости 80-90 км. резко упала стрелка тахометра, движок перестал набирать обороты.
Остановился и не дошло сразу проверить ГРМ, Пробовал еще заводить.
Оказалось слетел ремень ГРМ, из за поломки помпы.
Как теперь узнать загнуло ли клапана? Желательно не прибегая к измерению компрессии, так как просто нет данного прибора.
Как часто вообще на таких двигателях гнет клапана?
Снял крышку с головы, но мне это ничего не дало, так как не особо пока что в этом разбираюсь… для этого и взял девятку что бы научиться чему-то. Guest 6
Как еще, поставь ремень по меткам . И попробуй завести . Там видно или слышно будет . Хотя скорей загнуло, но может уже была капиталка и поршня поменяли с выемками
Гнутье труб в холодном состоянии при изготовлении трубопроводов
Способ гнутья труб в холодном состоянии получил широкое применение при изготовлении и монтаже технологических трубопроводов с условным проходом до 150 мм. При холодном гнутье трубы не нужно набивать песком и нагревать, в результате чего производительность труда по сравнению с горячим гнутьем увеличивается в 3—6 раз. Во избежание сплющивания трубы и потери устойчивости при гнутье в определенном диапазоне диаметров применяют внутренние оправки, имеющие снаружи выемку (ручей) в соответствии с размерами изгибаемой трубы или их комбинации.
Существует много конструкций станков и приспособлений для гнутья труб в холодном состоянии, но все они могут быть сведены к трем основным типам: на двух опорах, обкаткой роликом и с внутренней оправкой (дорном). Холодное гнутье путем укладки труб на двух опорах и приложения изгибающего усилия в середине применяют в основном для труб с условным проходом до 100 мм, реже свыше 100 мм. Опоры должны быть выполнены таким образом, чтобы они могли поворачиваться вокруг своих осей по мере изгибания трубы. Гибочный сегмент в этих устройствах соединяется со штоком гидравлического или винтового домкрата. Станки данного типа, имеющие вид ручных переносных гидравлических трубогибов, удобны при монтажных и ремонтных работах, когда трубы надо гнуть непосредственно на площадке. На станках, работающих по данной схеме, можно производить правку и подгонку под необходимый размер труб, согнутых на других станках, после их термообработки. На подобных станках можно также изгибать трубы в различных плоскостях.
Производительность станков этого типа сравнительно небольшая. Для гнутья труб диаметром от 22 мм до 57 мм применяют ручной гидравлический трубогиб РТГ2. В стальном корпусе трубогиба имеются гидравлический цилиндр и шток. На одном конце подвижного штока установлен гибочный сегмент. Масло в цилиндр нагнетается ручным насосом. В проушинах корпуса имеются отверстия, в которые устанавливают оси двух поворотных опор. Трубы гнут следующим образом: в зависимости от диаметра изгибаемой трубы устанавливают сегмент и опоры. Трубу укладывают на опоры и покачиванием рукоятки насоса подают масло в цилиндр. Шток цилиндра выдвигается и сегментом гнет трубу. Для возвращения штока в исходное положение имеется пропускной клапан и возвратная пружина. Трубогиб снабжен комплектом гибочных сегментов и опорных роликов для каждого диаметра трубы.
Кроме ручных переносных трубогибов, используют стационарные трубогибы типа ТГС127, имеющие гидравлический насос с приводом от электродвигателя. Трубогиб ТСГ127 предназначен для гнутья труб с условным проходом от 70 до 125 мм.
Холодное гнутье труб.
Холодное гнутье труб обкаткой роликом применяют для труб с условным проходом до 70мм, когда допускается некоторая овальность сечения. Схема гнутья труб обкаткой роликом. Труба жестко прикрепляется хомутом к неподвижному гибочному ролику, а обкатывающий ролик перемещается по дуге вокруг гибочного сегмента и изгибает трубу. Для получения качественного гиба радиусы ручьев гибочного сегмента и обкатывающего ролика должны точно соответствовать наружному диаметру изгиба ем ой трубы.
К этой группе относятся трубогибочные станки типа СТВ и ВМС23. Одноручьевые станки СТВ1/2, СТВ3/4 и СТВ1 предназначены для гнутья труб диаметром до 25 мм. Станки имеют скобу, в осях которой установлены гибочный сегмент, обкатывающий ролик и хомут для закрепления трубы. К верстаку станок крепится с помощью болтов. Изгибаемую трубу устанавливают в ручей гибочного сегмента и обкатывающего ролика так, чтобы ее конец вошел в хомут. При вращении скобы обкатывающий ролик огибает трубу вокруг гибочного сегмента на требуемый угол. Приводной трубогибочный четырехручьевой механизм ВМС23 предназначен для гнутья труб с условным проходом 15—32 мм. Он работает по тому же принципу, что и станки типа СТВ. Изгибаемую трубу заводят в соответствующий ее диаметру ручей между гибочным сегментом и обкатывающим роликом и закрепляют хомутом. При включении электродвигателя обкатывающий ролик обегает вокруг гибочного четырехручьевого сегмента и изгибает трубу.
В процессе гнутья труба приобретает овальную форму и иногда появляются гофры. Во избежание этих недостатков в месте изгиба внутрь трубы вводят оправку (дорн). Станки, с внутренней оправкой широко применяют для гнутья труб диаметром от 57 до 159 мм; эти станки обеспечивают высокое качество изгиба: трубу надевают на штангу с внутренней оправкой (дорном), конец трубы зажимают между гибочным диском, имеющим полукольцевую выточку (ручей), и вкладышем с такой же полукольцевой выточкой с помощью скобы. Вкладышем труба прижимается к гибочному диску и прочно удерживается в ручье. Правильное положение трубы относительно гибочного диска обеспечивает ползун. В процессе гнутья диск, поворачиваясь, увлекает за собой трубу, стаскивая ее с внутренней оправки, и труба, прижатая к ползуну за счет силы трения, продвигает его вперед. Внутренняя оправка, которая находится в месте изгиба в процессе всего гнутья, остается неподвижной и предохраняет трубу от образования овальности и гофров. Внутренняя оправка обычно соединяется со штангой, длина которой определяется длиной трубызаготовки. Для получения качественного гнутья необходимо, чтобы гибочный диск, вкладыш и оправка соответствовали размерам изгибаемой трубы. Радиус гибочного диска подбирают в соответствии с заданным радиусом гнутья. Ручьи в диске и вкладыше должны быть на 1—2 мм больше наружного диаметра трубы. По конструкции внутренние оправки могут быть сплошные и составные.