Зубчатые ступицы
.jpg)
Представляя собой центральную часть вращающейся детали (шкива, маховика или шестерни), зубчатая ступица имеет отверстие для насадки на ось или вал. Такие элементы необходимы для обеспечения надежного соединения составляющих конструкции и качественной работы зубчатой передачи от вала к валу. Именно по этой причине они обязаны быть максимально точными по размерам и обладать повышенной прочностью и износостойкостью. Отверстие этого элемента обычно имеет шлицевой профиль или шпоночный паз для трансляции крутящего момента. При свободном вращении детали на оси оно закрывается заглушками или подшипниками качения.
Являясь одной из составляющих колеса с зубьями, эта деталь обычно имеет цилиндрическую форму. При этом изготовление зубчатой ступицы позволяет создавать изделия разных диаметров в зависимости от их назначения. Так, довольно часто комплектующие заказывают организации, относящиеся к сельскохозяйственному сектору, поскольку они используются в конструкциях мотоблоков, культиваторов и подобного оборудования. Помимо этого, изделия применяются во многих отраслях машиностроения.
Наши производственные мощности позволяют выпускать ступицы зубчатого колеса как мелкими, так и крупными сериями. Каждый этап производства строго контролируется и сотрудниками, и компьютерными программами, а изготовление и обработка выполняются в соответствии с нормами ГОСТов. Именно поэтому нам удается выпускать комплектующие, которые отвечают эксплуатационным нагрузкам на конкретных предприятиях и требованиям заказчиков.
Что такое ступица зубчатого колеса
Конструкции зубчатых колес и технология их изготовления
Конструкции зубчатых колес
В зависимости от назначения, размеров и технологии получения заготовки зубчатые колеса могут иметь различную конструкцию.
Цилиндрические и конические шестерни выполняют заодно целое с валом (вал-шестерня). Это связано с малыми размерами шестерен и с тем, что раздельное изготовление снижает точность и увеличивает стоимость производства вследствие увеличения числа посадочных поверхностей, требующих точной обработки, а также вследствие необходимости применения соединений (шлицевых, шпоночных), снижающих точность передачи и прочностные свойства элементов механизма.
Насадные шестерни применяют при больших диаметрах и в тех случаях, когда они должны перемещаться вдоль вала по условиям работы или сборки.
При диаметре dа ≤ 150 мм колеса изготавливают в форме сплошных дисков из проката или из поковок (рис. 1).
Зубчатые колеса диаметром менее 500 мм получают ковкой (рис. 2), отливкой (рис. 3,а) или сваркой (рис. 3,б).
Колеса диаметром боле 500 мм выполняют отливкой или сваркой.
Иногда зубчатые колеса выполняют в виде узлов, образуемых сборкой отдельных частей (рис. 4). Так, венцы колес могут быть напрессованы на ступицу (бандажированные колеса) (рис. 4,а), крепиться резьбовым соединением (свертные колеса) (рис. 4,б) или приклепываться (клепаные колеса) (рис. 4,в).
Бандажированные, свертные или клепаные колеса применяют в целях экономии легированных сталей или цветных металлов, если таковые используются при изготовлении колеса.

Изготовление зубчатых колес
Заготовки зубчатых колес получают ковкой в штампах или свободной ковкой, реже литьем в зависимости от размеров, материала, формы и масштаба выпуска. Зубья эвольвентных колес изготавливают так, чтобы каждое колесо могло входить в зацепление с колесами того же модуля, имеющими любое число зубьев.
Зубья получают нарезанием или накатыванием.
Нарезание зубьев выполняют одним из двух методов – копированием или обкаткой.
Метод копирования заключается в прорезании впадин между зубьями модульными фрезами (рис. 5): дисковыми (а) или концевыми (б). После прорезания каждой впадины заготовку поворачивают на шаг зацепления. Профиль впадины является копией профиля режущих кромок фрезы, отсюда и название – метод копирования.
Точность нарезаемых зубьев невысокая, метод является малопроизводительным, поэтому его применяют, преимущественно, в ремонтном производстве.
Метод обкатки имеет основное применение. Нарезание зубьев по этому методу основано на воспроизведении зацепления зубчатой пары, одним из элементов которой является режущий инструмент – червячная фреза (рис. 6,а), долбяк (рис. 6,б) или реечный долбяк – гребенка (рис. 8.).

Червячная фреза имеет в осевом сечении форму инструментальной рейки. При нарезании зубьев заготовка и фреза вращаются вокруг своих осей, обеспечивая непрерывность процесса.
Нарезание зубьев червячными фрезами широко применяют для изготовления колес с внешним расположением зубьев.
Для нарезания колес с внутренним расположением зубьев применяют долбяки.
Гребенками (см. рис. 8) нарезают прямозубые и косозубые колеса с большим модулем зацепления.
Нарезание зубьев конических колес методом обкатки производят строганием (рис. 7,а), фрезерованием (рис. 7,б), резцовыми головками.
Накатывание зубьев применяют в массовом производстве. Предварительное формообразование зубьев цилиндрических и конических колес производят горячим накатыванием. Венец стальной заготовки нагревают токами высокой частоты (ТВЧ) до 1200 ˚С, а затем обкатывают между колесами-накатниками. При этом на венце выдавливаются зубья. Для получения колес более высокой точности производят последующую механическую обработку зубьев или холодное накатывание – калибровку. Холодное накатывание зубьев применяют при модуле до 1 мм.
Накатывание зубьев – высокопроизводительный метод изготовления колес с минимальным отходом металла в стружку.

Отделка (доводка) зубьев
Зубья колес точных зубчатых передач после нарезания подвергают отделке шевингованием, шлифованием, притиркой или обкаткой.

Шевингование применяют для тонкой обработки незакаленных зубьев.
Выполняют специальным инструментом – шевером, имеющим вид зубчатого колеса с узкими канавками на поверхности зубьев. Вращаясь в зацеплении с обрабатываемым колесом, шевер снимает режущими кромками канавок волосообразную стружку с зубьев колеса, доводя его форму до требуемой точности.
Шлифование применяют для обработки закаленных зубьев. Выполняют шлифовальными кругами способом копирования или обкатки.
Притирку используют для отделки закаленных зубьев колес. Выполняют притиром – чугунным точно изготовленным колесом с использованием притирочных паст.
Обкатку применяют для сглаживания шероховатостей на рабочих поверхностях зубьев незакаленных колес. В течение 1…2 минут зубчатое колесо обкатывают под нагрузкой с эталонным колесом высокой твердости.
Скольжение при взаимодействии зубьев
При работе колес зацепление двух зубьев происходит по рабочим участкам профилей, при этом рабочие участки профилей одновременно перекатываются и скользят друг по другу. Скольжение вызвано тем, что за один и тот же промежуток времени контактируют участки головок большей длины с соответствующими им участками ножек зубьев меньшей длины. Скорость скольжения зубьев в крайних точках зацепления имеет максимальное значение, и равна нулю в полюсе зацепления, при этом при переходе точки зацепления через полюс скорость скольжения меняет знак (рис. 10).

Точки профилей головок зубьев имеют бόльшие касательные скорости, чем точки ножек, следовательно, поверхности головок являются опережающими. Бόльшему изнашиванию подвержена ножка, меньшему – головка, что приводит к искажению профиля зуба, особенно в открытых передачах.
Неравномерное скольжение зубьев является недостатком эвольвентного зацепления. Малые значения скорости скольжения в околополюсной зоне увеличивают коэффициент трения в этой зоне, что создает предпосылки для выкрашивания рабочих поверхностей зубьев в результате контактных напряжений.
Влияние числа зубьев на форму и прочность зуба
Изменение числа зубьев приводит к изменению формы зуба. У рейки с числом зубьев z стремящимся к бесконечности зуб прямобочный (рис. 11,а); с уменьшением количества зубьев увеличивается кривизна эвольвентного профиля, а толщина зуба у основания и вершины уменьшается.
При уменьшении количества зубьев ниже предельного появляется подрез ножки зуба режущей кромкой инструмента (рис. 11, в), в результате чего прочность зуба резко снижается. Из-за среза части эвольвенты у ножки зуба (рис. 12) уменьшается длина рабочего участка профиля, в результате чего понижается коэффициент перекрытия εα и возрастает изнашивание.

Чтобы исключить подрезание ножки зуба при малом z инструментальной рейке необходимо сообщить смещение xm (рис. 13, а), при котором вершина ее зуба выйдет из зацепления с зубом колеса 2 в точке S и эвольвента профиля получится полной, не подрезанной (рис. 13, б). При этом избыточная часть рейки не будет подрезать зуб.
Величину xm называют абсолютным смещением рейки, величину x – относительным смещением рейки, или коэффициентом смещения.

Минимальное количество зубьев шестерни, у которой исключено подрезание зубьев без смещения рейки (т. е. при x = 0) можно определить по формуле:
При αw = 20˚ минимальное количество зубьев zmin = 17.
С увеличением количества зубьев возрастает коэффициент перекрытия εα , повышается плавность работы передачи, уменьшаются потери на трение и стоимость изготовления колес. Оптимальное количество зубьев колес, используемых в зубчатых передачах и редукторах, принимают равным zmin = 18…35.
Зубчатые передачи со смещением
Передачу со смещением образуют зубчатые колеса, у которых нарезание зубьев осуществляют со смещением рейки на величину xm (рис. 13). Изменение формы зуба по сравнению с исходным зацеплением при нарезании со смещением называют модификацией профиля.
Модифицированный профиль зуба очерчивается другим (смещенным) участком той же эвольвенты, что и профиль немодифицированного зуба.
Модификацию применяют:
— для устранения подрезания зубьев шестерни при малом количестве зубьев;
— для повышения изгибной прочности зубьев, что достигается увеличением их толщины;
— для повышения контактной прочности, что достигается увеличением радиуса кривизны в полюсе зацепления;
— для получения заданного межосевого расстояния передачи.

Положительным называют смещение рейки от центра зубчатого колеса, отрицательным – к центру.
При положительном смещении увеличивается толщина зуба у основания (рис. 14), что повышает его прочность на изгиб, но при этом заостряется головка зуба, что ограничивает величину смещения инструмента при нарезании.
При отрицательном смещении имеет место обратное явление.
У зубчатых колес со смещением толщина зуба и ширина впадины по делительной окружности неодинаковы, но в сумме остаются равными шагу р .
В зависимости от сочетания смещений при нарезании зубьев парных зубчатых колес модификация бывает высотной и угловой.
Высотная модификация
При высотной модификации шестерню изготовляют с положительным коэффициентом смещения, а колесо – с отрицательным, при этом абсолютные величины смещений должны быть равны, в результате чего суммарный коэффициент смещения будет равен нулю. Такие передачи называют равносмещенными.
При высотной модификации зубчатой пары диаметры делительных окружностей шестерни и колеса совпадают, как и в передаче без смещения, следовательно, межосевое расстояние, коэффициент перекрытия и угол зацепления остаются неизменными. Общая высота зубьев также не меняется по сравнению с ее нормальным значением, но изменяется соотношение между высотой головок и ножек зубьев. Поэтому такая модификация и называется высотной.
Высотную модификацию применяют при малом числе зубьев шестерни и большом передаточном числе, когда требуется обеспечить такие формы зубьев шестерни и колеса, при которых они будут примерно равнопрочными на изгиб.
Угловая модификация
Угловая модификация является общим случаем модифицирования, при котором суммарный коэффициент смещения пары колес не равен нулю, т. е. смещение у шестерни и у колеса неодинаковы по абсолютной величине.
Угловая модификация по сравнению с высотной дает значительно бόльшие возможности влиять на различные параметры зацепления (межосевое расстояние, угол зацепления, угол перекрытия и т. п.), поэтому она применяется чаще.
Модифицированные зубчатые колеса изготавливают тем же стандартным инструментом и на том же оборудовании, что и немодифицированные. Для получения нормальной высоты зуба диаметры заготовок соответственно увеличивают или уменьшают на величину удвоенного смещения инструмента.
Иногда модифицированные колеса называют корригированными (устаревшая терминология).
Точность зубчатых передач
При изготовлении зубчатых передач неизбежны погрешности, которые выражаются в радиальном биении зубчатого венца, отклонениях шага, профиля зуба, соосности осей колес, колебании межосевого расстояния и др.
Эти погрешности приводят к повышенному шуму во время работы передачи, потере точности вращения ведомого колеса, нарушению правильности и плавности зацепления, повышению динамичности и снижению равномерности распределения действующей в зацеплении нагрузки по длине контактных линий и, в конечном счете, определяют ресурс и работоспособность передачи.

Тем не менее, выполнять зубчатые передачи со слишком высокой точностью не всегда целесообразно, поскольку это приводит к удорожанию механизма в целом. Поэтому стандартом регламентируется точность зубчатых колес и передач в зависимости от их назначения и условий работы.
Допуски на цилиндрически зубчатые передачи определяются стандартом ГОСТ 1643–81.
Этим стандартом установлено 12 степеней точности зубчатых колёс и передач: 1, 2, 3 … 12 в порядке убывания точности. Для степеней точности 1 и 2 и 12 допуски стандартом не предусмотрены (для перспективы).
Для каждой степени точности установлены независимые нормы допускаемых отклонений параметров, определяющих:
- кинематическую точность колёс и передачи (регламентирует погрешность углов поворота зацепляющихся пар колес за один оборот);
- плавность работы (регламентирует колебания скорости за один оборот колеса, вызывающие шум и динамические нагрузки);
- контакт зубьев зубчатых колёс в передаче (регламентирует концентрацию нагрузки на зубьях, определяющую работоспособность силовых передач).
Также ГОСТ 1643–81 устанавливает шесть видов сопряжений определяющих гарантированный боковой зазор между неконтактирующими поверхностями смежных зубьев.
Боковой зазор необходим для предотвращения заклинивания зубьев передачи от нагрева, размещения смазочного материала и обеспечения свободного вращения колес.
Размер зазора задают видом сопряжения зубчатых колес в передаче: Н – нулевой зазор, Е –малый зазор, D и С – уменьшенные зазоры, В – нормальный зазор, А – увеличенный зазор.
В общем машиностроении чаще всего применяют вид сопряжения В, а для реверсивных передач – С.
Получение боковых зазоров связано с точностью изготовления колес.

Зубчатые передачи весьма широко и продуктивно применяются в конструкциях современных машин, механизмов и устройств. Транспортные средства, энергетические установки, грузоподъемные устройства, авиационные установки, сельскохозяйственные машины, точные приборы — во всех них найдутся те или иные варианты зубчатого колеса. В технике зубчатая передача используется с целью распространения вращательного движения между осями валов, которые могут быть расположены параллельно, скрещиваться или пересекаться. Также, при помощи подобной передачи легко преобразовать вращательное движение, например, в поступательное, или реализовать эффективное преобразование крутящего момента и оборотов валов. Благодаря последнему свойству их используют в редукторах или мультипликаторах различных типов, а также коробках передач.
Основными преимуществами подобного способа передачи мощностей являются высокий КПД; компактный конструктив; плавная работа; точность; долговечность; надежность; возможность осуществления передачи силы с использованием любого угла, передаточного числа (до нескольких тысяч) и большого диапазона скоростей (до 150 м/с). Эти качества и обусловили распространение использования зубчатых передач в технике. К негативным моментам можно отнести технологическую сложность производства; требовательность к точности обработки, материалам и обрабатывающему оборудованию. Выбор материала для зубчатого колеса один из наиболее важных критериев надежности и долговечности в дальнейшей его работе. Жесткость конструкции, обеспечивающая передаче высокую эффективность, к сожалению, не позволяет ей держать высокие значения динамических нагрузок, часто являющихся причиной разрушения механизма. В дополнение, этим передачам характерна повышенная шумность, снижения которой можно достичь повышением качества и точности при производстве изделий.
Что такое зубчатые колеса

В общем случае, шестерня, или зубчатое колесо — главная деталь одноименной передачи, имеет вид диска с расположенными на цилиндрической или конической поверхности зубьями. При помощи этих зубьев в процессе вращения происходит зацепление колес между собой, что позволяет реализовать перенос вращательного момента от одного вала, на котором расположено колесо, к другому. Зуб зубчатого колеса при вращении толкает зуб другого, сопряженного с ним, колеса, которое вследствие этого тоже начинает совершать вращательное движение.
Сопряженная зубчатая передача должна всегда состоять из двух типов элементов: ведущих и ведомых. При этом ведущим, по определению, называют колесо передающее (сообщающее) вращение, ведомым — то зубчатое колесо, которое имеет большой диаметр с большим количеством зубьев и приводит во вращение. В большинстве случаев используется пара зубчатых колес, одно из которых с большим числом зубьев, а другое с меньшим. Иногда элемент, несущий меньше зубьев, считается шестерней, тогда колесом считают тот, у которого зубьев больше.
Виды зубчатых колес
Все зубчатые колеса, виды которых также многочисленны, как и варианты их применения, делятся на основные типы по расположению осей валов и геометрии формы зубьев. Выделяют цилиндрические, конические, червячные, винтовые передачи. На практике, исходя из формы профиля зубьев, выделяют эвольвентные и круговые колеса, а по расположению — прямозубые и косозубые типы зубчатых колес.

Для параллельного случая расположения осей валов применяют цилиндрические передачи:
- прямозубые;
- с круговыми зубьями;
- шевронные;
- косозубые.
Конические передачи подходят для пересекающихся осей:
- с криволинейными зубьями;
- косозубые;
- с нулевым углом наклоном;
- прямозубые.
Когда оси перекрещиваются, тогда используют передачи:
- спироидные;
- гипоидные;
- винтовые;
- червячные.

Наибольшую распространенность среди машин и механизмов обрели цилиндрические зубчатые колеса. Им свойственна простота изготовления, надежность, малые габариты. Конические, червячные и винтовые виды зубчатых колес используют лишь тогда, когда компоновка машины предъявляет особые условия. Цилиндрические зубчатые передачи делятся на два существенных вида: внешнего и внутреннего зацепления. В первом варианте реализации колесо и шестерня, у которой внешнее зацепление, крутятся в направлениях, которые противоположны друг другу. Во втором — колесо внутреннего зацепления и шестерня внешнего зацепления совершают вращательное движение со направленно. Существует также реечная передача — в ней рейка с зубьями сопрягается с имеющей внешнее зацепление шестерней.
Косозубые цилиндрические колеса имеют расположенные под углом к оси зубья. Сопряженные колеса имеют одинаковый наклон зубьев, но различные его направления. У одного наклон будет правым, у другого же — левым. Наличие наклона дает возможность передавать большие, по сравнению с прямозубыми, нагрузки, способствует плавному зацеплению зубьев и снижению шума.
Шевронные колеса представляют собой пару соединенных колес с косыми зубьями, имеющими равный угол наклона, но расположенными противоположно: одно с правым, второе с левым наклоном. Это позволяет уравновесить осевые силы, тем самым снизив нагрузку на подшипник. Колеса могут иметь в середине канавку. Колеса без канавки более прочны, но сложны в изготовлении.
Винтовые цилиндрические передачи, в свою очередь, применяют для вращения валов, когда угол их перекрещивания лежит в пределах от 0 до 90 градусов. Они похожи на косозубые колеса, однако винтовая передача имеет контакт точечный, а не линейный, как косозубая. Направление наклона зубьев у всех таких сопряженных колес одинаковое. Точечный контакт зубов вызывает повышение их износа, как следствие их используют только на небольших нагрузках.
Реечные передачи составляются из зубчатых колес и реек, которые также имеют зубья. Вращаясь, цилиндрическое колесо, перемещает сопряженную рейку по перпендикулярной оси колеса прямой. Таким способом движение из вращательного превращается в поступательное. Подобная передача бывает как с косыми зубьями, так и с прямыми.
Прямозубые конические колеса обладают зубьями, пересекающими оси этих колес. Коническое расположение позволяет вращать пересекающиеся или скрещивающиеся оси. Зубья также могут быть косыми, т.е. касательными к окружности. Угол наклона зубьев у таких колес составляет не больше тридцати градусов. Снабжение конических колес зубьями с нулевым углом наклона обеспечивает первым невысокие осевые и радиальные нагрузки, дает возможность применения подшипников скольжения. Эти качества делают передачи с использованием таких колес компактными, а изготовление не затратным.
Использование криволинейных зубьев для применения в конических зубчатых колесах резко снижает шумность передач и повышает прочность. Конические передачи подобного рода всегда имеют в зацеплении как минимум два зуба, что дает им возможность выдерживать нагрузку, которая выше на 30% относительно идентичных прямозубых и колес, имеющих нулевой наклон.

Гипоидные зубчатые колеса подобны коническим, но ось ведущей шестерни у них смещена выше или ниже относительно оси колеса, которое она ведет. У таких передач шестерни имеют наклон зубьев больший, чем у колес. Нормальный шаг при этом у шестерни и зубчатого колеса будет одинаковый, а торцовый — у шестерни больше. Гипоидной передаче не присуще чистое качение или скольжение, все ее точки подвержены скольжению. Это придает ей плавность и повышенную бесшумность. Кроме того, притирка происходит быстрее и качественней. Минус — присутствие скольжения вызывает повышенный износ поверхности зубов, что требует применения для таких передач специализированных масел.
Червячные передачи цилиндрические имеют червяк, имеющий геометрию цилиндра, на котором нарезаются витки, идущие вдоль направления винтовой линии. Червячное колесо должно иметь вогнутые зубья. Линейный контакт таких зубьев обеспечивает передачу больших нагрузок. Скольжение у червячных значительно выше, чем у прочих зубчатых передач. В глобоидной передаче червяк обладает вогнутой формой. Эта особенность позволяет участвовать в процессе зацепления большему числу зубьев, что повышает величину передаваемых такой передачей нагрузок.
Спироидные передачи занимают промежуточное место между червячными и гипоидными вариантами. В отличие от червячной, у гипоидной передачи червяк имеет форму конуса и зацепляется с колесом, на котором зубья располагаются на торцевой стороне.
Конструкция зубчатого колеса

Металлические зубчатые колеса, чертеж которых иногда довольно сложен, имеют разнообразные варианты конструкций, однако в них можно выделить три основных компоненты: венец с зубьями, ступицу и сам колесный диск. Венец зубчатого колеса является основным компонентом и на него приходится основная нагрузка. Зубья имеют различную геометрию. Наружная часть у зуба — это вершина, прилегающие к ней боковые части — головка зуба. Внутренняя часть зуба называется его ножкой. Пространство между двумя ближними ножками образует впадину колеса. Чтобы крепить шестерню или колесо на валу, в центре диска располагается ступица, имеющая сквозное отверстие, форма которого напрямую зависит от сечения вала: она может иметь форму цилиндра, квадрата или любого другого многоугольника. В случае цилиндрических валов, ступица часто имеет т.н. шпоночный паз. В целях экономии материалов и веса колеса, его диск имеет толщину, меньшую по сравнению с толщиной обода и ступицы. Часто в диске для этих целей еще выполняют различные отверстия.
Основные параметры

Чтобы обеспечивать возможность конструирования работоспособных зубчатых передач, размеры колес и шестерен, а также их прочностные и массогабаритные характеристики описываются специальными параметрами, величины которых хорошо стандартизированы ГОСТ. Так, эвольвентный профиль, положенный в основу сечения зуба подавляющего большинства колес, характеризуется модулем зацепления и имеющимся количеством зубьев на колесе или шестерне. Довольно часто, эвольвентные зубчатые колеса, имея один и тот же диаметр, могут иметь существенно различающие значения данных величин. Окружной модуль, служащий основной характеристикой для зубьев, по стандарту может иметь значения в диапазоне от 0,05 до 100 мм. Главными параметрами геометрии у различных зубчатых колес являются следующие диаметры: начальный, основной и делительный. Шагом зубчатого колеса называется общее расстояние ширины зуба и впадины. Так же важным параметром является радиус колеса. Радиуса зубчатых колес делятся: радиус окружности вершин, радиус делительной окружности, радиус основной окружности, радиус окружности впадин.
Диаметры окружностей

Зубчатое колесо описывается несколькими окружностями, являющимися важными характеристиками их геометрии. Так, диаметр вершин дает максимальные размеры зубчатого колеса. Ему противоположен диаметр окружности впадин. Высчитав разность между этими двумя величинами и разделив ее пополам, получим полную длину зуба. Важным параметром считается диаметр делительной окружности, имеющий формулу d=pz/3,14, по нему можно определить окружной шаг p расположенных на колесе зубьев, иначе называемый шагом зацепления, имеющий геометрический смысл части длины этой окружности, приходящейся на каждый зуб. В общем случае, диаметр делительной окружности отделяет высоту головок и высоту ножек зуба. Он также задает кривую, являющуюся необходимой базой для построения самой эвольвенты, и используется для построения требуемого в конкретной задаче профиля зубьев колес и шестерен.
Модули зубчатых колес
Чтобы упростить расчеты элементов, использующихся для зацепления, для зубчатых колес была введена стандартизованная ГОСТ величина, названная модулем. Модуль зубчатого колеса является частью от диаметра имеющейся делительной окружности зубчатого колеса, которая приходится на зуб: m=d/z. Таким образом, количество зубьев колеса, его собственный делительный диаметр и его модуль — во взаимовлиянии. Модуль можно расписать как отношение шага зацепления колеса и числа Пи: m=d/3,14. Когда передаваемая зубчатыми колесами нагрузка невелика, то лучше использовать малые модули. Малый модуль дает более длительный срок эксплуатации и упрощается обработка зубчатых колес. В данном случае на делительном диаметре разместится больше зубьев, а значит и зацепление будет происходить с большим их числом, что уменьшит нагрузку на отдельные зубья шестерен. У прямозубых цилиндрических колес бывает всего только один модуль, у косозубых — два: нормальный и окружной. В расчетах используют первый.
Расчет параметров

Для всех зубчатых колес инженерный расчет их параметров является задачей комплексной, в ходе решения которой принимается во внимание конструкция всей передачи. Вначале нужно определиться с числом зубьев и необходимым в задаче модулем зацепления. Для выбора последнего необходимы параметры прочности и предполагаемого срока службы колес; материала, из которого оно будет изготовлено. На основе этих данных рассчитывается минимально возможная в данной задаче величина модуля зацепления, которое затем приводится к стандартизованным значениям, находящимся из соответствующих таблиц. Передаточное отношение высчитывается с применением формулы u=z2z1, где z2 — это количество колесных зубьев, а z1 — количество зубьев, находящихся на шестерне. Оно позволяет понять, сколько всего нужно зубьев на колесах, подлежащих сопряжению. Зная модули и полученное число зубьев для всех колес и шестерней, можно произвести дальнейшие расчеты размеров требуемых деталей, используя стандартный метод для их расчетов.
Применение

Каждый из видов передач имеет свои преимущества и отрицательные качества. Нарезание прямозубых колес — довольно простой технологический процесс, поэтому они широко применяются в промышленности. Косозубые, как и прямозубые цилиндрические колеса, используются в тракторах, станках, коробках передач автотранспорта. Цилиндрические колеса с использованием внутреннего зацепления, благодаря компактности и прочности, нашли себя в самолетах, трансмиссиях автомобилей, редукторах, в шлицевых соединениях и сложных планетарных передачах, которые славятся своим особенно малым весом и габаритными размерами. При этом они предоставляют высокие передаточные числа и значительно сниженные уровни шумов при своей работе. Шевронные колеса, будучи трудоемкими в производстве, используются в больших редукторах и их ремонте, где требуется плавная и бесшумная передача значительных нагрузок. Конические колеса с нулевым наклоном и их прямозубые аналоги, имея высокую компактность и невысокую себестоимость изготовления, эксплуатируются в дифференциалах автомашин и станков. Криволинейные зубья обеспечивают коническим колесам особую прочность и малошумность, поэтому их можно найти в ответственных и скоростных передачах. Их используют практически везде: от самолетов до тракторов. Гипоидные зубчатые пары можно делать с большим передаточными числами (до 100:1), они часто используются в металлорежущем оборудовании.
Зубчатое колесо и шестерня — отличия
Главными деталями в зубчатой передаче – зубчатое колесо и шестерня. Они применяются во многих промышленных узлах, машинах. Многие полагают, что зубчатое колесо и шестерня это одна и та же деталь и у них нет различий между собой. Специалисты, которые тесно связаны с промышленностью и машиностроением так не считают и уверяю, что это разные детали хоть и выполняют по сути одну и ту же функцию передачу вращательного движения. Давайте разберем основные моменты по данному вопросу.
Особенности зубчатых колес и шестерней
Внешне зубчатое колесо и шестерня имеют схожесть в виде диска с расположенными на нем зубцами. Их расположение может быть как на конической, так и цилиндрической поверхности. Основной задачей данных деталей является передача крутящего момента. Для того чтобы получить и передать крутящий момент, нужна ответная шестерня, то есть пара. Мы разобрали выше, что существует ведомая деталь и ведущая. С ведущей начинается движение и дальнейшая передача крутящего момента на ведомую деталь. В этом ключевом моменте и есть отличие зубчатого колеса от шестерни, ведущая деталь является шестерней, а ведомая зубчатым колесом. Получается, что вся разница между ними в том какую роль в механизме выполняет деталь.
Отметим что при работе двух зубчатых колес, колесо, которое имеет большее количество зубьев, называют шестерней. В ГОСТ 16530-83 есть пояснение, что зубчатое колесо и шестерня являются словами синонимами, шестерня является главным и ведущим зубчатым колесом. Существуют специалисты работающие в определенных областях промышленности и машиностроения, которые четко разделяют разницу между зубчатым колесом и шестерней. Они убеждены, что изготовление зубчатых колес это одно, а производство шестерней это другое, так как между ними есть различия.
Почему вам стоит обращаться в нашу компанию
Наша компания работает на своих станочных мощностях, что позволяет выполнять работы не только быстрее посредников, но и с более выгодными условиями на изготовление червячных зубчатых колес.
Работаем с любыми видами стали:
- Черные виды сталей;
- Цветные стали;
- Нержавеющие стали;
- Чугун.
Мы оказываем полный спектр услуг по металлообработке на современном, точном оборудовании с помощью качественного режущего инструмента, что позволяет нашим специалистам получать максимальной точности детали с чертежом заказчика.
При конструировании зубчатого колеса учитывают материал, из которого оно будет изготовлено, требуемый диаметр и способ получения заготовки.
Стальные зубчатые колеса
Зубчатые колеса диаметром до 150 мм в единичном и мелкосерийном производстве обычно изготовляют из круглого проката; в средне-, крупносерийном и массовом производстве предпочтительнее применять кованые или штампованные заготовки, имеющие более высокие механические характеристики.
Шестерни изготовляют за одно целое с валом (вал-шестерня) (рис. 1, а, б) или делают съемными, если расстояние χ от впадины зуба до шпоночного паза (рис. 2) больше 2,5 mn для цилиндрических шестерен и 1,8 me для конических. В случае цельной конструкции увеличивается жесткость вала и уменьшается общая стоимость вала и шестерни. Разъемная конструкция позволяет выполнить шестерню и вал из разных материалов, а при поломке одной детали вторую оставить без замены. На рис. 1, а показана конструкция вала-шестерни, когда диаметр впадин зубьев df1 превышает диаметр вала dб.п. (диаметр буртика подшипника), что обеспечивает свободный выход инструмента при нарезании зубьев. При df1
| Степень прочности передачи |
Номинальный модуль mn, мм | |||||
|---|---|---|---|---|---|---|
| 2. 2,25 | 2,25. 2,75 | 3. 3,75 | 4. 4,5 | 5. 5,5 | 6. 7 | |
| 7 8. 10 |
90 70 |
100 80 |
112 90 |
125 100 |
140 112 |
160 125 |

Рис. 1. Конструкция вала — шестерни 
Рис. 2. Элемент шестерни при шпоночном соединении 
Рис. 3. Конструктивные элементы колес:
a — цилиндрического; б — конического; в — червячного 
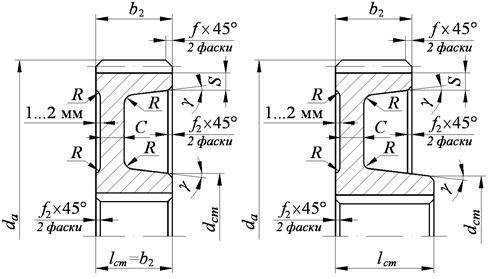
Рис. 4. Цилиндрические зубчатые колеса при da≤ 500мм:
а —штампованное; б— кованое; dст= 1,6dв; lст≥ bпри соблюдении условия
lст= (0,8. 1,5)dв; δ o= 2,5mn+2 , но не менее 8. 10 мм; n = 0,5mn для обода, n для ступицы в зависимости от диаметра dв; Dотв= 0,5(Do+dст); dотв= 15. 25 мм; c = (0,2. 0,3)b для штампованных и c = (0,2. 0,3)b для кованых колес 
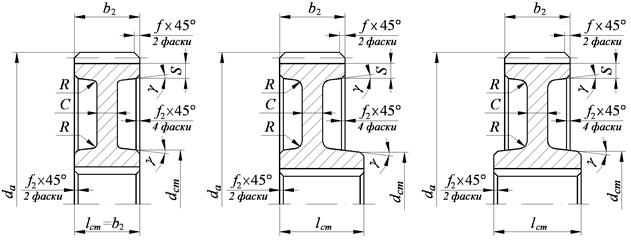
Рис. 5. Литое цилиндрическое зубчатое колесо при da= 400. 1000 мм: b ≤ 200 мм dст= 1,6dв — для стального литья; dст= 1,8dв для чугунного литья; lст≥ b
при соблюдении условия lст= (0,8. 1,5)dв; δ o= 2,5mn+ 2 ≥ 8 мм;
n = 0,5mn для обода n для ступицы; c = H/5, но не менее 10 мм;
S = H/5, но не менее 10 мм; e = 0,8δ o; H= 0,8dв; H1= 0,8H; R — вписанная дуга окружности
Размеры ступицы выбирают по рекомендациям, приведенным под рисунками. Длину ступицы lст по возможности принимают равной ширине венца колеса b, что обеспечивает наименьшую ширину редуктора. Отношение длины ступицы к диаметру вала должно быть не меньше 0,5. При отношении меньше 0,8 на валу предусматривают буртик, исключающий торцевое биение колеса, к которому будет прижиматься торец ступицы колеса. Если по условиям расчета (см. расчет шпоночного и шлицевого соединений) lст> b, то ступицу желательно сместить по оси колеса до совпадения одного ее торца с торцом венца (см. рис. 3, а), что дает возможность нарезать зубья сразу на двух колесах. Реже (для одноступенчатых редукторов) колеса изготовляют со ступицей, выступающей в обе стороны относительно венца (рис. 3, в), при этом зубья можно нарезать только на одном колесе. При одинаковой длине ступицы и ширине венца можно одновременно нарезать зубья на нескольких колесах.
С целью экономии материала, при больших диаметрах колес, для соединения ступицы с венцом колеса вместо сплошного диска применяют спицы. Зубчатые колеса большого диаметра (при внешнем диаметре da≥ 600 мм) иногда делают бандажированными (рис. 6): венец — стальной кованый (бандаж), а колесный центр — из стального или чугунного литья. Венец сопрягается с колесным центром посадкой с гарантированным натягом. Для большей надежности в плоскости соединения венца с центром ставят винты; соединения проверяют на смятие по материалу колесного центра: при стальном колесном центре [σ] см≥ 0,3σ т, при чугунном [σ] см≥ 0,4σ в.и, где σ т — предел текучести; σ в.и — предел прочности чугуна на изгиб.
При индивидуальном изготовлении колёса иногда делают сварными (рис. 7). При диаметре da≥ 1500 мм для удобства сборки зубчатые колеса делают разъемными — из двух половин.
На торцах зубьев и обода выполняют фаски n = 0,5mn, размер которых округляют до стандартного значения 1; 1,2; 1,6; 2; 2,5; 3; 4; 5.
Острые кромки на торцах ступицы притупляют фасками n x 45, размер которых принимают в зависимости от диаметра вала d:
| d, мм n, мм |
20. 30 1 |
30. 40 1,2 |
40. 50 1,6 |
50. 80 2 |
| Продолжение | ||||
| d, мм n, мм |
80. 120 2,5 |
120. 150 3 |
150. 250 4 |
250. 500 5 |
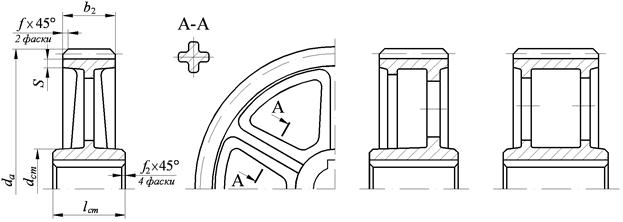
Шевронные зубчатые колеса (рис. 8) отличаются от других цилиндрических колес большей шириной. Наиболее часто шевронные колеса изготовляют с канавкой посередине, предназначенной для выхода червячной фрезы, нарезающей зубья. При известных размерах фрезы ширину канавки a определяют прочерчиванием. Приближенно размер а можно определить в зависимости от модуля m:
| m, мм a, мм |
1,5 27 |
2 32 |
2,5 37 |
3 42 |
3,5 47 |
4 53 |
5 60 |
6 67 |
7 75 | 8 85 |
10 100 |
Остальные конструктивные элементы шевронных колес принимают по соотношениям, указанным под рис. 8.
Конические зубчатые колеса изготовляют коваными, штампованными, литыми или из круглого проката (рис. 9—11).
Конические колеса с внешним диаметром вершин зубьев dae 0,5 mte для свободного выхода инструмента, где т,е внешний окружной модуль (рис. 11).
Рис. 9. Конические зубчатые колеса при dae 45°; диаметр ступицы dст= 1,6dв; lст= (0,9. 1,2)dв;
δ o= 2,5mn+ 2, но не менее 10 мм; n = 0,5mn Рис. 10. Конические зубчатые колеса при dae до 500 мм: а — штампованное; б — кованое dст= 1,6dв; lст= (0,9. 1,2)dв., но не менее 10 мм; c = (0,1. 0,17)Re; n = 0,5mn; размеры Dотв и dотв определяют конструктивно
Рис. 11. Крепление конического колеса при нарезании зубьев Рис. 12. Зубчатое колесо из пластмассы со стальной втулкой (ступицей), установленной при формовании колес Рис. 13.13. Зубчатое колесо (шестерня) из пластмассы со стальной сборной ступицей
В дисках цилиндрических и конических зубчатых колес предусматривают отверстия диаметром dотв, используемые для закрепления при обработке на станках и при транспортировке. При больших размерах отверстий они служат для уменьшения массы колес, а в литых колесах также для выхода литейных газов при отливке.
Неметаллические зубчатые колеса.
Неметаллические зубчатые колеса. Зубчатые колеса из пластмасс (текстолит, древопластики, полиамиды и т. п.) работают более бесшумно, чем металлические, что имеет особое значение при больших скоростях. Чтобы понизить коэффициент трения между зубьями, одно зубчатое колесо делают из пластмассы, а второе выполняют металлическим. Пластмассы имеют сравнительно небольшие сопротивления срезу и смятию, поэтому в большинстве случаев для передачи момента применяют стальную втулку-ступицу, прочно соединяемую с телом колеса. В небольшие колеса ступицу устанавливают при формовании. Для лучшего сцепления наружную поверхность ступицы делают рифленой (накатанной) (рис. 12). Чтобы предотвратить выкрашивание и откалывание отдельных слоев пластмассы, края зубьев защищают стальными дисками (рис. 13). Толщину диска рекомендуется принимать равной половине модуля, но не более 8 мм и не менее 2 мм. Материал дисков —сталь Ст.2, Ст.З.
Зубчатые колеса больших размеров обычно делают сборными из отдельных секций.
Ширину зубчатого колеса из пластмасс принимают равной ширине зацепляющегося с ним металлического колеса или несколько меньше во избежание местного износа и выработки зубьев
центральная часть вращающейся детали (маховика, шкива, зубчатого колеса и т. д.), имеющая отверстие для посадки на вал или ось. Отверстие С. обычно имеет шпоночный паз (см. Шпоночное соединение) или шлицевый профиль (см. Зубчатое соединение) для передачи крутящего момента. Если же деталь свободно вращается на оси, то в отверстие С. запрессовывают втулки или устанавливают подшипники качения (См. Подшипник качения). Для обеспечения прочности наружный диаметр С. принимают равным 1,5—1,8 диаметра отверстия, для предотвращения перекоса детали на валу длина С. должна быть не менее диаметра отверстия.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое «Ступица» в других словарях:
Ступица — колеса … Википедия
ступица — и устарелое ступица … Словарь трудностей произношения и ударения в современном русском языке
СТУПИЦА — центральная, обычно утолщенная часть колеса, маховика и т. п. деталей. Имеет отверстие для оси или вала, соединена с ободом колеса спицами или диском … Большой Энциклопедический словарь
СТУПИЦА — СТУПИЦА, ступицы, жен. Центральная часть колеса, металлическая или деревянная болванка, на которой укрепляются спицы и в середине которой имеет отверстие для насаживания колеса на ось. Телега вязла в грязи по ступицу. Толковый словарь Ушакова.… … Толковый словарь Ушакова
СТУПИЦА — СТУПИЦА, ы, жен. Центральная часть колеса с отверстием для насадки на ось или вал, соединённая с ободом спицами или диском. | прил. ступичный, ая, ое. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ступица — сущ., кол во синонимов: 1 • ступка (4) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
СТУПИЦА — центр. часть колеса с гнездами для спиц по периметру и втулкой для насадки на ось … Справочник по коневодству
СТУПИЦА — центральная часть колеса, шестерни, шкива, маховика и т. п., имеющая в середине отверстие для посадки на ось или вал; соединяется с ободом спицами или диском … Большая политехническая энциклопедия
ступица — ы; ж. Центральная часть колеса с отверстием для насадки на ось и гнёздами для спиц. Лопнула с. Завязнуть по ступицу. Вставлять спицу в ступицу. ◁ Ступичный, ая, ое. С ое кольцо. * * * ступица центральная, обычно утолщённая часть колеса, маховика… … Энциклопедический словарь
Ступица — ступка (воронеж.) средняя часть колеса, в которой просверлены или выдолблены одно центральное большое отверстие для оси и несколько малых по поверхности для укрепления колесных спиц; выделываются из вязов., дубов., ясенев., березовых и других… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Зубчатое колесо
Изобретение относится к машиностроению и может быть применено в ответственных высокоточных передачах, для приводов исполнительных органов роботов. На ступице 1 концентрично ее оси свободно установлен набор из дисков 2, снабженных зубьями. Этот набор представляет разрезное зубчатое колесо. Ступица снабжена фланцем 3, в котором в отверстиях, равномерно размещенных по окружности, защемлены концы торсионных стержней 4. Другими концами торсионные стержни посредством призматических цапф 5 установлены свободно в соответствующих отверстиях 6 дисков 2. Для прохода стержней через диски 2 в последних выполнены отверстия 7. Набор дисков 2 зафиксирован от продольного смешения пальцами 8. Торсионные стержни 4 установлены в таком порядке, что после реализации эффекта памяти формы, стержни 4, идущие к разным дискам 2, имеют противоположные направления закрутки. Зубчатое колесо работает следующим образом. После установки зубчатого колеса на место и прошествии некоторого времени срабатывает эффект памяти формы и диски 2 разворачиваются в разные стороны. При этом диски 2 несколько сдвигаются в призматических соединениях, а оси торсионных стержней 4 искривляются — это является результатом сложного напряженного состояния стержней 4. Выбирается боковой зазор в зацеплении. Часть дисков 2 работает левыми рабочими профилями зубьев, часть — правыми. Сменив порядок присоединения торсионных стержней 4 к дискам 2, можно восстановить качественные параметры зубчатого колеса за счет включения в работу неизношенных профилей зубьев. 1 ил.
Изобретение относится к машиностроению и может быть применено в ответственных высокоточных передачах, например, для привода исполнительных органов роботов.
Известен зубчатый элемент передачи, содержащий диски, установленные с возможностью окружного смещения на ступице, и эксцентричные пальцы, взаимодействующие с нечетными дисками /1/.
Недостатком данного устройства является отсутствие упругой связи между дисками и ступицей, следствием чего является повышенная виброактивность передачи, а также отсутствие возможности самокомпенсации бокового зазора по мере износа зубьев.
Наиболее близким по технической сущности является устройство, в котором два зубчатых колеса зубчатой передачи установлены соосно с возможностью относительного углового разворота и связаны торсионным валом, снабженным механизмом закрутки /2/.
Недостатком данного устройства является то, что в одном из направлений силовой поток проходит, минуя торсионный вал, а значит, не используются его упругие свойства, усложнено устройство закрутки, снижена нагрузочная способность зубьев.
Целью изобретения является повышение нагрузочной способности и точности.
Для достижения этой цели в зубчатом колесе, содержащем ступицу и по меньшей мере два зубчатых диска, установленных подвижно и соосно на ступице, торсионный элемент выполнен в виде набора торсионных стержней с элементами крепления, выполненными в виде цапф на каждом стержне, зубчатые диски выполнены с призматическими отверстиями, ступица снабжена фланцем, выполненным в виде диска с концентричными отверстиями, в которых жестко закреплены цапфы торсионных стержней, последние свободными концами установлены в призматических отверстиях зубчатых дисков, а торсионные стержни изготовлены из материала, обладающего памятью формы.
На чертеже представлен общий вид предлагаемого зубчатого колеса.
На ступице 1 концентрично ее оси свободно установлен набор из зубчатых дисков 2. Ступица 1 снабжена фланцем 3, в котором в отверстиях, равномерно размещенных по окружности, жестко закреплены концы торсионный стержней 4. Другими концами торсионные стержни посредством призматических цапф 5 установлены свободно в соответствующих отверстиях 6 зубчатых дисков 2. Для прохода стержней через диски 2 в последних выполнены отверстия 7. Набор дисков 2 зафиксирован от продольного смещения пальцами 8. Торсионные стержни 4 установлены в таком порядке, что после реализации эффекта памяти формы, стержни 4, идущие к разным дискам 2, имеют противоположные направления закрутки.
Зубчатое колесо работает следующим образом.
После установки зубчатого колеса на место и выполнения термической обработки «на память» торсионных стержней 4, зубчатые диски 2 разворачиваются в разные стороны. При этом диски 2 несколько сдвигаются в призматических соединениях, а оси торсионных стержней 4 искривляются это является результатом сложного напряженного состояния стержней 4. Таким образом выбирается боковой зазор в зацеплении. Часть дисков 2 работает левыми рабочими профилями зубьев, часть правыми. Сменив порядок присоединения торсионных стержней 4 к дискам 2, можно восстановить качественные параметры зубчатого колеса за счет включения в работу неизношенных профилей зубьев.
Технико-экономические преимущества изобретения сводятся к повышению точности, долговечности и качества работы передачи, включающей такое зубчатое колесо. Это в конечном счете уменьшает затраты на изготовление, эксплуатацию оборудования, в приводе которого используется предлагаемое зубчатое колесо.
Зубчатое колесо, содержащее ступицу и по меньшей мере два зубчатых диска, установленных подвижно и соосно на ступице, торсионный элемент с элементами крепления на одном из концов, отличающееся тем, что, с целью повышения нагрузочной способности, торсионный элемент выполнен в виде набора торсионных стержней с элементами крепления, выполненными в виде цапф на каждом стержне, зубчатые диски выполнены с призматическими отверстиями, ступица снабжена фланцем, выполненным в виде диска с концентричными отверстиями, в которых жестко закреплены цапфы торсионных стержней, последние свободными концами установлены в призматических отверстиях зубчатых дисков, а торсионные стержни изготовлены из материала, обладающего памятью формы.
Конструирование зубчатых и червячных колес
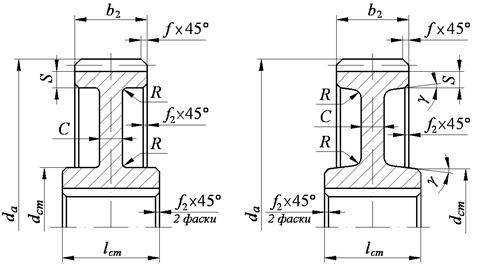
Конструкция зубчатых колес представлена на рис. 2.2. Зубчатые колеса состоят из обода, диска и ступицы.
 |
|
| а | б |
| Рис. 2.2. Конструкция зубчатого колеса |
Диаметр окружности выступов и ширина зубчатого венца – определяются при проектировочном расчете.
Толщину обода S для всех типов колес можно принять:
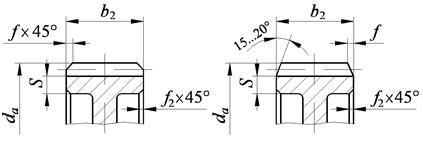
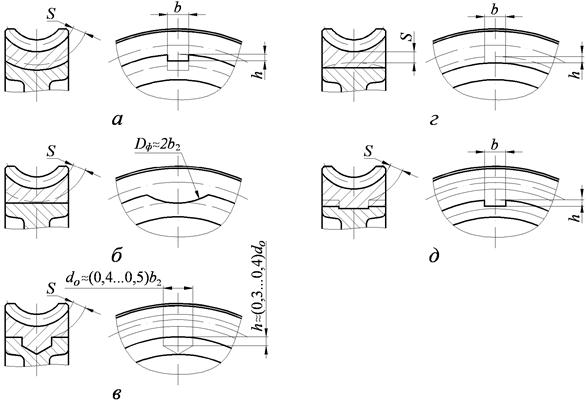
На торцах зубчатого венца (зубьях и углах обода) выполняют фаски (рис. 2.3):
которые округляют до стандартного значения по тому же ряду, что и (см. табл. 2.3).
На всех прямозубых зубчатых колесах фаску выполняют под углом 45° (рис. 2.3 а). На косозубых и шевронных колесах при твердости менее 350 HB фаску выполняют под углом 45° (рис. 2.3 а), при более высокой твердости – под углом 15…20° (рис. 2.3 б).
 |
|
| а | б |
| Рис. 2.3. Конструкция фаски на торцах зубчатого венца |
Диаметр ступицы наружный (см. рис. 2.2):
– для стальной ступицы при шпоночном соединении и посадке с натягом;
– для стальной ступицы при шлицевом соединении;
– для ступицы из чугуна.
– меньшие значения при посадке на вал с натягом, большие – при переходной посадке;
Окончательно принимается после расчета соединения вал–ступица.
Зубчатые колеса для редукторов чаще всего имеют симметрично расположенную ступицу.
Острые кромки на торцах ступицы притупляют фасками , размеры которых принимают по таблице 2.5.
Рекомендуемое значение фасок
| 20…30 | 30…40 | 40…50 | 50…80 | 80…120 | 120…150 | 150…250 | 250…500 |
| 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
Такие же по величине фаски можно применить и для притупления внутренней кромки обода.
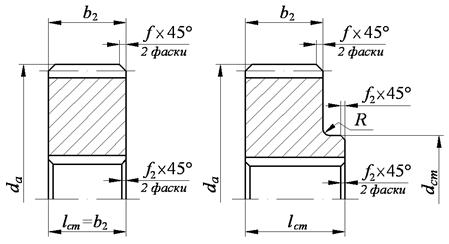
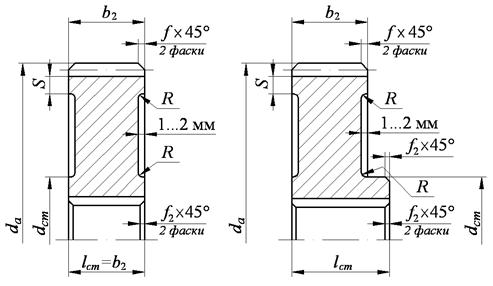
Зубчатые колеса небольшого диаметра (до 150 мм) имеют простую форму. Заготовку получают из проката (рис. 2.4 а и рис. 2.5 а) или свободной ковкой (рис. 2.4 б и рис. 2.5 б). Применяются как при серийном, так при единичном производстве.
 |
|
| а | б |
| Рис. 2.4. Конструкция зубчатых колес небольшого диаметра |
Такую конструкцию можно применять, если толщина обода в месте, ослабленном шпоночным пазом, будет не менее 2,5 m, в противном случае зубчатое колесо надо изготавливать заодно с валом (см. п. 2.4.6.2, «Конструкция вал-шестерней»).
Чтобы уменьшить объем точной обработки резанием на дисках колес выполняют выточки (для колес > 80 мм) (рис. 2.5). Эту же конструкцию колес можно применять для колес большего диаметра (до 500 мм) в единичном производстве, если нет жестких требований к массе.
 |
|
| а | б |
| Рис. 2.5. Конструкция зубчатых колес небольшого диаметра |
Кованные колеса (рис. 2.6) – колеса большего диаметра (до 500 мм) в единичном и мелкосерийном производстве получают из проката свободной ковкой с последующей токарной обработкой.
Толщина диска . Для уменьшения массы в технически оправданных случаях можно принимать , а в диске выполнить 4…6 отверстий большого диаметра.
Штампованные колеса – при серийном производстве заготовки колес диаметром до 500 мм получают из круглого проката ковкой в штампах. При годовом объеме выпуска до 100 шт. экономически оправдана ковка в простейших односторонних подкладных штампах (рис. 2.7). Для свободной выемки заготовок из штампа принимают значения штамповочных уклонов и радиусов закруглений R ³ 6 мм.
 |
| Рис. 2.7. Конструкция штампованных зубчатых колес |
При годовом объеме выпуска более 100 шт. применяют двусторонние штампы (рис. 2.8).
 |
| Рис. 2.8. Конструкция штампованных зубчатых колес |
Для уменьшения влияния объемной термообработки на точность геометрической формы зубчатые колеса могут быть сделаны массивными (рис. 2.9): .
 |
| Рис. 2.9. Конструкция штампованных зубчатых колес |
Цельнолитые колеса – применяются в серийном производстве, как наименее трудоемкие, для изготовления колес диаметром свыше 500 мм. По своей несущей способности они уступают колесам с кованным или прокатанным ободом. До диаметра 900 мм их преимущественно выполняют однодисковыми (рис. 2.10 а), а при больших диаметрах и ширине – подкрепляется ребрами (рис. 2.10 б) или выполняются двухдисковыми (рис. 2.10 в).
 |
||
| а | б | в |
| Рис. 2.10. Конструкция литых зубчатых колес |
Спицы могут иметь крестовидное, тавровое, двутавровое, овальное или другой формы сечения. Размеры сечения спиц у ступицы определяются из условного их расчета на изгиб. Поскольку жесткость обода невелика, распределение нагрузки между спицами очень неравномерное. Если окружное усилие на колесе , то условно полагают, что нагрузка, приходящаяся на наиболее нагруженную спицу:
где T – вращающий момент на колесе;
d – делительный диаметр колеса;
Тогда условие прочности спиц:
где – осевой момент сопротивления сечения спицы.
Для свободной выемки заготовок из формы принимают значения литьевых уклонов и радиусов закруглений R ³ 10 мм.
Во избежание биения и вибрации во время работы для зубчатых колес проводят балансировку, высверливая на торце обода отверстия, если их частота вращения превышает 1000 об/мин.
2.4.6.2 Конструкция вал-шестерней
Вал-шестерни применяются в тех случаях, если диаметр вала близок по размерам диаметру шестерни (преимущественно в редукторах при 3,15),
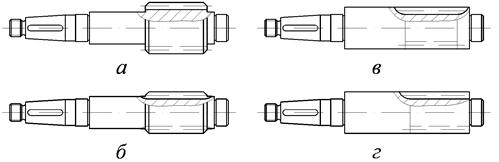 |
| Рис. 2.11. Конструкция цилиндрических вал-шестерен |
Конструкция вал-шестерни должна обеспечивать нарезание зубьев со свободным выходом инструмента (рис. 2.11 а). При больших передаточных числах допускается изготовление вал-шестерни с врезанием зубьев в тело вала (рис. 2.11 б, в). Выход фрезы определяют графически по ее наружному диаметру. Применения врезных вал-шестерен желательно избегать, так как в этом случае затруднено фрезерование и шлифование зубьев. При этом диаметр окружности впадин шестерни не должен быть меньше расчетного диаметра вала .
По возможности следует предусматривать вход инструмента со стороны заплечика вала (рис. 2.11 г).
2.4.6.3 Конструкция червяков
Червяки выполняют заодно с валом. Насаживаемые червяки применяются крайне редко. Основные размеры червяка (диаметры , , , длина ) определены при проектировании. Ориентировочное расстояние между опорами l определяется на стадии эскизного проектирования редуктора.
Одним из основных требований, предъявляемых к конструкции вала-червяка, является обеспечение высокой жесткости. С этой целью расстояние между опорами стараются принимать как можно меньше.
Диаметр вала-червяка в ненарезанной части выбирают таким, чтобы обеспечить, по возможности, свободный выход инструмента при обработке витков и необходимую величину упорного заплечика для подшипника (рис. 2.12 а).
Если диаметр червяка недостаточно большой для обеспечения нужной высоты заплечика, то необходимо предусмотреть буртик (рис. 2.12 б).
При малом диаметре червяк приходится выполнять по рис. 2.12 в. В этом случае заплечики выполняют как по рис. 2.12 а, так и по рис. 2.12 б.
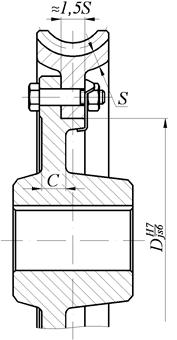
2.4.6.4 Конструкция червячных колес
Основные размеры венца червячного колеса (диаметры , , , , ширина венца ) определены при проектировании.
Радиус выемки поверхности вершин зубьев колеса (рис. 2.13) определяется по диаметру червяка:
где – делительный диаметр червяка.
m – модуль передачи.
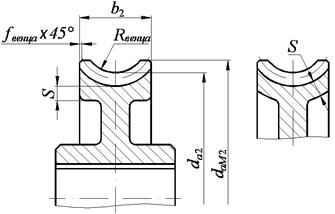 |
| Рис. 2.13. Размеры венца червячного колеса |
На торцах червячного колеса выполняют фаски с округлением до стандартного значения (стандартный размерный ряд фасок дан в табл. 2.6).
Червячные колеса небольшого диаметра (до 100-120 мм) выполняют цельными. Толщину обода в этом случае можно принять:
Размеры диска и ступицы принимают как у сборных колес.
Более крупные колеса изготавливают сборными для экономии дорогостоящих бронз. Диск колеса выполняют из более дешевых чугунов или сталей, зубчатый венец – из бронзы.
Нарезание зубьев червячного колеса выполняют после сборки.
Конструкция диска зависит от объема выпуска. При мелкосерийном производстве заготовки дисков получают из проката или поковок с последующей токарной обработкой (рис. 2.14 а). При серийном производстве (годовой объем выпуска свыше 100 шт.) предпочтительнее изготовление штампованных или литых дисков (рис. 2.14 б).
Для облегчения выемки заготовки из штампа или литейной формы необходимо на ободе и ступице предусмотреть уклоны и радиусы закругления мм. Для кованных и точеных дисков радиусы закругления принимают мм.
 |
|
| а | б |
| Рис. 2.14. Конструкция диска сборного червячного колеса |
Толщина червячного венца S: .
Отсюда наружный диаметр диска: .
Внутренний диаметр обода: .
Толщина диска , но не менее .
Диаметр ступицы наружный :
– для стальной ступицы при шпоночном соединении и посадке с натягом;
– для стальной ступицы при шлицевом соединении;
– для ступицы из чугуна.
– меньшие значения при посадке на вал с натягом, большие – при переходной посадке;
Окончательно принимается после расчета соединения вал–ступица.
Редукторные червячные колеса чаще всего имеют симметрично расположенную ступицу.
Червячные колеса весом более 20 кг должны иметь 4…6 отверстий на диске для строповки. Диаметр отверстий принимается конструктивно.
Острые кромки на торцах ступицы притупляют фасками , размеры которых принимают по таблице 2.6.
Рекомендуемые размеры фасок f
| 20…30 | 30…40 | 40…50 | 50…80 | 80…120 | 120…150 | 150…250 | 250…500 |
| 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
Такие же по величине фаски можно применить и для притупления внутренней кромки обода.
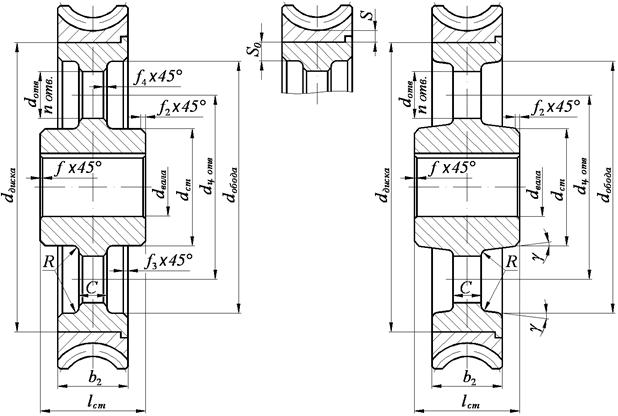
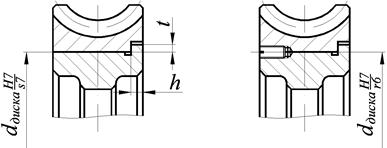
Соединение венца с диском должно обеспечивать передачу большого крутящего момента и сравнительно небольшой осевой силы. Конструкция венца и способ соединения с диском зависит от объема выпуска.
При единичном и мелкосерийном производстве и небольших размерах колес ( 300 мм) венцы насаживают на диск с натягом (рис. 2.15).
При постоянном направлении вращения червячного колеса на наружной поверхности диска предусматривают буртик (рис. 2.15 а), который воспринимает осевую силу. Размеры буртика можно принять: ; . Колесо реверсивной передачи можно выполнить без буртика.
 |
|
| а | б |
| Рис. 2.15. Крепление червячного венца с натягом |
При относительно небольших натягах (или принятии натяга без расчета), для гарантии непроворачиваемости, в стык червячного венца и диска устанавливают винты (рис. 2.15 б) в качестве цилиндрической шпонки (обычно по 3…4 штуки по окружности).
При больших размерах колес ( 300 мм) венец можно прикрепить к диску с помощью призонных болтов (под развертку) (рис. 2.16) или заклепок. В этом случае венец предварительно центрируют по диаметру D, сопряжение выполняют по переходной посадке.
 |
| Рис. 2.16. Крепление червячного венца с помощью болтов |
В данной конструкции необходимо предусмотреть надежное стопорение гайки от самоотвинчивания, для этого пружинные шайбы применять не рекомендуется.
При серийном производстве экономически выгоднее изготавливать колеса с венцами, получаемыми отливкой. Чугунный или стальной диск нагретый до 700…800ºС закладывают в металлическую форму, подогревают ее до 150…200ºС и заливают расплавленной бронзой. При остывании между диском и венцом возникает натяг, вызываемый усадкой затвердевающего жидкого металла венца.
Толщину венца при отливке принимают .
Диски изготавливают точением, штамповкой или литьем в кокиль. Наружные поверхности литых дисков механически не обрабатывают. Их обезжиривают и очищают от оксидных пленок с помощью химической обработки. На ободе диска предусматривают 6…8 углублений, после отливки на венце образуются выступы, которые воспринимают как окружную, так и осевую силы.
Вогнутую наружную поверхность диска (рис. 2.17 а, б) получают точением. Поперечные пазы получают радиальной подачей фрезы: дисковой (рис. 2.17 а) – перпендикулярно оси вращения колеса или цилиндрической (рис. 2.17 б) – параллельно оси вращения. Размеры пазов: ; .
Углубления на ободе диска можно высверливать (рис. 2.17 в).
На рис. 2.17 г, д показаны диски с пазами, получаемые при литье в диска в кокиль.
 |
| Рис. 2.17. Конструкция червячных венцов, получаемых отливкой |
2.4.6.5 Выбор посадок, предельных отклонений, допусков форм и расположения поверхностей, шероховатостей.
Допуски и предельные отклонения размеров колес и червяков
Допуски на размер диаметра окружности выступов можно принять: для зубчатых колес 7 степени точности – h8, 8 степени точности – h9, 9 степени точности – h10. Для 11 степени точности (прямозубые и узкие косозубые колеса передач в ручных приводах) в реверсивных передачах – h11, в нереверсивных передачах – h12.
Допуск на длину ступицы принимают h11- h12.
Допуски на остальные размеры обычно принимают по 14 квалитету.
Шероховатость поверхностей колес и червяков
Поверхности элементов зубчатых и червячных передач должны иметь шероховатость, указанные в таблице 2.7.
Шероховатость поверхностей элементов зубчатых и червячных колес
| Элементы зубчатых колес | Шероховатость, Ra, мкм |
| Рабочие поверхности зубьев зубчатых колес | 0,8 – 0,1 |
| Рабочие поверхности зубьев червячных колес | 0,8 – 0,4 |
| Рабочие поверхности витков червяков | 0,4 – 0,2 |
| Поверхности выступов зубьев | 6,3 |
| Фаски и выточки на зубчатых и червячных колесах | 6,3 |
| Торцы ступиц, базирующихся по торцу заплечиков валов, при отношении | 1,6 |
| То же при отношении | 3,2 |
| Рабочие поверхности шпоночных пазов | 1,6 |
| Нерабочие поверхности шпоночных пазов | 3,2 |
| Посадочные поверхности отверстий при посадке H7: | |
| при диаметрах ≤ 50 мм | 0,8 |
| при диаметрах > 50 мм | 1,6 |
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями: