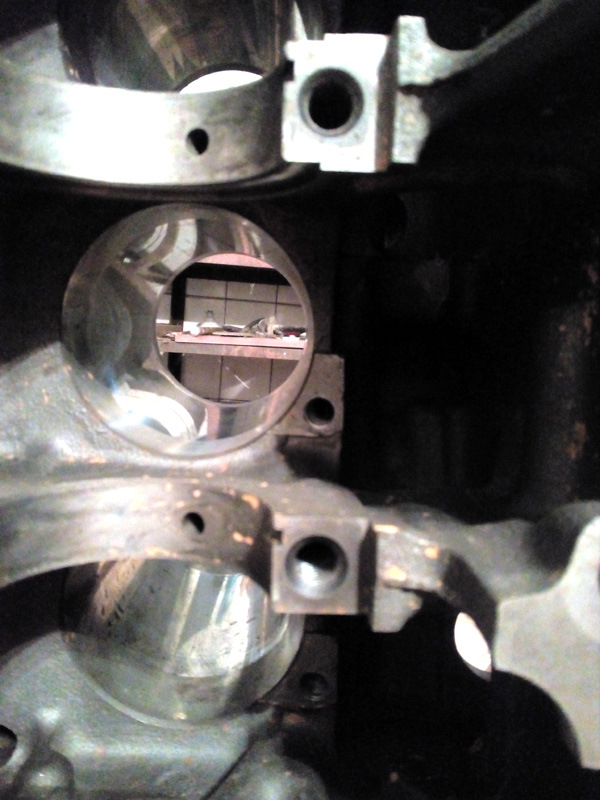
Кольца больше на 0,25, поршня старые, колодцы не точились

Достаточно долго авто простояло, пока я шлифовал блок (0,25), голову (0,05), собирал голову и все до кучи. Врезал маслофорсунки (блок не турбо). Кольца, вкладыши тогда не менял, колодцы не точил, собрал как было. После начала эксплуатации выяснилось, что маслянный насос все это не тянет и поменял насос. Отъездил 6 тыс., но двиг дымит и жрет масло. Таки "созрел" поменять поршневые кольца. Точить цилиндры сейчас не готов — много времени опять все это потянет. Думал поменять только кольца. Поршня стоят 76,75, колодцы — полнейшее зеркало. По ошибке купил кольца 77. Думаю их поставить, как Вы думаете?
ЗЫ. Топливная после кап. ремонта.
ЗЗЫ Отдал турбину в кап ремонт

Комментарии 34

Так хона нет вот и жрет 🙂
Больше кольца в нерасточеный цилиндр не поставишь т.к. он сверху в номинале остался 🙂
Как минимум цена прокладки ГБЦ(нормальная) стоит чуть меньше чем проточить и хонинговать цилиндры.

Да такова рукоблудства я давно не читал. Как можно поставить кольца на 0.25 больше? они же туда не войдут. А если они все же входят то тогда какой там дикий износ? Почитав все комменты что тут написаны пришел в ужас. Одни хон наждачкой делают другие кольца подтачивают третьи видео прикладывают.Странно что еще никто не написал налить супротек для полной картины абсурда.

супротек без колец
излечит даже простатит

Гы! Супротек! Ваня привет 🙂

Ок, я понял, нужно разводить всю эту котовасию заново.
Но я нисколько не жалею, так как вообще сомневался, что осилю все это и оно не полетит в мусорник.
Такой вопрос, как с вкладышами, как правильно подойти к их замене. Может что почитать можно?

че думать-то. мерить надо.

Зеркало в цилиндрах — масляное голодание пары трения цилиндр-кольца. Хоть наждачкой бы хон навел, чтобы маслу было за что цепляться.
А по уму, размер колец должен быть такой же, как в цилиндрах. В твоем случае поршневая может не собраться, т.к. в верхней части, где колечки не ходили, износа нет, новые кольца не влезут.

про Хон наждачкой что-то ни разу не слышал. В каких источниках описан такой метод как рабочий?
Да ни в каких. Это я уж так, поржать)
Хотя, разок нечто подобное мой друг сделал, на ланосе. Там как раз предыдущий владелец кольца махнул, поршни старые, цилиндры не точились. Вот к такому колхозу хон наждачкой — самое то вышло)
про Хон наждачкой что-то ни разу не слышал. В каких источниках описан такой метод как рабочий?
Имеет место. Но потом кольца стираются быстро. Проверял на жигуляторах.

Все должно быть в размере. Есть и плюсы в этом- огромный опыт по разборке-сборке двигателя)

Рукоблудство, а не ремонт.


/>

Когда описываете ситуацию, объясняйте все понятнее. Что подразумевается под словом колодцы? Если растачиваются гильзы на какой-то ремонтный размер, то на этот же размер должны быть и поршни, и кольца. Кольца перед установкой на поршни нужно проверять по цилиндрам. В замке колец установленных в цилиндр должен быть зазор на тепловое расширение. Если этого зазора не будет возможно заклинивание поршней в цилиндре при нагреве, поломка кллец, или перегрев двигателя, если этот зазор слишком большой будет жор масла и низкая компрессия. Свои кольца на 77 можете вставить и щупом померить зазор в замке, примерно должно быть 0,3 — 0,5 мм. Если зазор меньше, то можно аккуратно подточить торец замка кольца, если зазор больше- менять.
Мотоциклы Минск ММВЗ
Поршневые кольца бывают чугунные и стальные, стальные делать сложнее. Особенно наборные маслосъемные, поскольку высота каждого редко превышает 0,7 мм. Мне пришлось делать наборные маслосъемные на Kawasaki 750 KZ высотой 0,5 мм, диаметром 66,5 мм и глубиной 2,4 мм из Б/у колец Nissan Sanny диаметром 75 мм, высотой 0,65 мм и глубиной 2,7 мм.
Для этого нужно иметь:
1. токарный станок
2. мощное зарядное устройство (12 В 20А)
Взявшись за края ниссановкого кольца (донора) крепкими пинцетами на них (пинцеты) подаём постоянный ток (его величина зависит от толщины и длинны донора). Дождавшись, когда донор станет малиновым, навиваем его пинцетами на специально выточенную болванку диаметром на 2 мм больше внутреннего диаметра требуемого кольца в рабочем (в цилиндре) состоянии. Остыв, заготовка приобретёт форму, похожую на требуемое кольцо.
Калим. Нагреваем до малинового цвета и опускаем в моторное масло, заготовка закалена, но хрупкая. Чтоб снять наружное напряжение стали (отпустить) нагреваем до появления цвета побежалости (коричневого) и даем заготовке самостоятельно остыть. Теперь она упругая, но не хрупкая. Она гнется, но тяжело (как и оригинальное стальное кольцо).
Точим. Оправку для фиксации колец при проточке (шлифовке) их наружного диаметра. Оправка отцентрирована, состоит из двух частей, которые стягиваются болтом и зажимают между собой заготовки (в оправку вложим сразу все заготовки)
A — больше внутреннего диаметра требуемого кольца в рабочем состоянии (в цилиндре) на 0,1 мм;
B — на 0,2-0,5 мм меньше диаметра цилиндра;
C — на пару соток больше А (чтобы сел с небольшим зазором)
Все заготовки подгоняем по длине. Они должны без зазора сесть на окружность A. Сжав заготовки на окружности А стягиваем оправку болтом. Заготовки готовы к обработке наружного диаметра.
Я протачивал резцом поскольку имею собственный токарный станок. Зажав и отцентрировав оправку я проточил выступающий наружный диаметр заготовок под нужный (66,5 мм), недоточив 0,05 мм для холодной притирки. Т.е. до притирки наружный диаметр заготовок составлял 66,55 мм. Соорудил из компрессора КАМАЗ стенд для притирки: выточил из чугунного круга гильзу диаметром 66,5 мм, из дюралюминиевого круга спец поршень с четырьмя канавками, в которые набрал все восемь новоиспеченных маслосъемных колец с пружинами. Закрепил стенд на суппорте станка, коленвал компрессора зажал в патрон через резиновый шланг и гонял стенд на пятидесяти оборотах в минуту 10 минут. Неотхонингованная гильза сожрет плоды долгого труда очень быстро. Даже отхонингованная гильза должна быть легкосъемной, чтобы постоянно контролировать процесс притирки. Когда тепловой зазор в замке колец составит 0,2 мм – полдела сделано.
Остается подогнать высоту кольца. Лучше всего это делать вручную на ровном, большом (желательно 64-ом, зеленом, для победита) камне, пользуясь еще одной специально выточенной оправкой и постоянно промеряя микрометром высоту кольца в разных местах по его длине. Кольца готовы.
Есть предположение (не проверенное), что если обработать наружный диаметр на клуглошлифовальном станке сразу под нужный диаметр, можно избавиться от необходимости холодной притирки. Если есть возможность отхромировать, думаю, кольца будут ходить дольше.
Таким образом делали специалисты Купянского машзавода еще 10 лет назад, на свои Жигули, Москвичи. Эти двигателя конечно не показатели, но с их слов их самодельные кольца ходили лучше, чем оригинальные после 1991 г. Причём точили просто из ковкого чугуна компрессионные, из углеродистой стали У7 наборные маслосъемные.
На Kawe с моими колечками, я наездил всего 2 тыс. км., кручу её с момента сборки до 9 тыс. оборотов в мин. Абсолютно не дымит после прогрева.
На изготовление этих 8ми наборных маслосъемных колец у меня ушло 2 недели, вместе с тренировками. Перепортил около килограмма маслосъемных колец с 30-ки Запорожца. Занялся этим, только потому, что не смог найти оригинальных диаметром 66,5 мм , а свечи забрасывало маслом. По поводу N-го количества для тестирования — это возможно, но зимой, т.к. летом нет времени совсем. Если кто-то надумает повторить помогу советами, опытом, фотографиями.
я так думаю на минск зделать с Ураловских( я про бензопилу) та они тонкие и стальные)))
Мотоциклы Урал и Днепр
Для этого у меня есть две надумки.
1. Стачивать вручную на круге
2. Стачивать на токарном или каком либо другом станке, в какой либо или без него, оправке, приспособлении.
Первый, достаточно долго.
Так как нужно сточит 8 колец, и с каждлго порядка 1,5 мм. При этом часть чугунных, а часть стальных-хромированных.
Второй — ни чего подобного в оочию не втречал, но слышал и предпологаю, что такое возможно.
Может кто знает, как это можно ещё сделать, или что-нибудь слышали про приспособление или оправку, что бы зажать это кольцо в такарном либо в каком нибудь друогм станке и спокойно сточить.
Попробуй найти убитое кольцо и потренироваться на наждаке это делать.
И сразу встречный вопрос, нафига тебе хромированные кольца если собрался обтачивать их, хромирование слезет и все? Лучше поменяйся с кем-нибудь.
А зачем тебе стачивать кольца. Просто в первый раз вижу такой вопрос.
Сами заводчане советуют на деревяшке набить гвозди, чтобы м/у ними кольцо не болталось. Подложить проставки нужной толщины для равномерности и чтоб лишку не сточить, ну а затем чем хоши три их хоть напильником (без прикрас, так в книге), но в ручную. Незнаю как ты это будешь делать на стонке. Мож чо придумаешь. А хром ты сточишь. А не проще канавки расширить? Правда хватит ли прочности?
В ручную на круге ты ровно не сточишь. Если я правильно понял, на предмет где ты собрался стачивать, то лучше будет на фрезерном или на шлифовальном. Знаю, есть шлифовальные станки у них деталь не зажимается, а там плита с электромагнитом.
В ручную на круге ты ровно не сточишь. Если я правильно понял, на предмет где ты собрался стачивать, то лучше будет на фрезерном или на шлифовальном. Знаю, есть шлифовальные станки у них деталь не зажимается, а там плита с электромагнитом.
Как сделать поршневые кольца тоньше

Группа: Пользователи
Сообщений: 20
Регистрация: 28.8.2016
Вставить ник Цитата Из: Иваново
Мотоцикл: HONDA XR250 BAJA
Репутация: 1
Honda XR250 Baja 95 года, Япония
Поршень стандартный, не ремонтный. Цилиндр не расточен.
Заказал кольца, которые идут по артиклу вроде как заменой, 13011-KV6-305
ПРОБЛЕМА: НОВЫЕ КОЛЬЦА НЕ ВЛАЗЯТ В ПОРШЕНЬ, ТАК КАК ТОЛЩЕ ТЕХ КОТОРЫЕ ТАМ БЫЛИ
Толщина новых колец которые купил (13011-KV6-305) — 1 мм
Толщина колец которые стояли
На поршне в пазы под кольца щуп 0,85 мм влазит только-только..
В цилиндр новые кольца подходят отлично.
Мой косяк, не те кольца заказал похоже.
ВОПРОС: что делать?
Сейчас уже смотрю, вроде как надо было заказывать 13011-KCZ-305 , кто нибудь может подсказать или замерить при возможности, подойдут ли они по толщине ?
Или я опять что-то путаю, подскажите номер колец которые подойдут.