5 ошибок при выборе компрессора

Покупка компрессора значительно расширяет возможности мастера. Продувка от пыли, легкая накачка колес и камер, возможность использования краскопульта и другого пневмоинструмента. Пневматический инструмент имеет множество преимуществ перед электрическим. Но хорошо работать он будет только в том случае, если компрессор подобран правильно.
Взять компрессор с недостаточной производительностью
Эту ошибку совершают почти все новички. Например, подбирая компрессор для гайковерта, они просто сравнивают необходимую производительность инструмента с аналогичным параметром компрессора.
«Ага, гайковерту нужно 160 л/мин, значит, этого компрессора на 180 л/мин хватит с запасом». Нет, не хватит.
-
В параметрах компрессора обычно приведена производительность на входе. То есть, количество воздуха, которое компрессор всосал из атмосферы. На выходе производительность всегда будет меньше, так как часть воздуха уходит через клапаны и зазоры в поршнях. Разница может составлять 15-20 % даже в режиме холостого хода. Обратите тщательное внимание на описание в паспорте. Если там указана производительность без уточнения, на выходе она или на входе, то наверняка речь идет о втором случае.


По всем этим причинам лучше выбирать производительность компрессора на 30–40% выше необходимой для работы инструментов. И это только для профессиональных и полупрофессиональных моделей. Для бытовых компрессоров малоизвестных производителей — минимум двукратный запас по расходу воздуха. Вернувшись к вышеприведенному примеру, это будет 320 л/мин для гайковерта с потреблением 160 л/мин.
А еще причиной падения производительности может быть пониженное напряжение питания в вашей сети. Если у вас в розетке часто бывает 200 и меньше вольт вместо положенных 230, увеличьте требуемый запас еще процентов на 10-20. Или подключайте компрессор через стабилизатор.
Взять компрессор с завышенным давлением
Наслышавшись про необходимость запаса по производительности, многие распространяют это правило и на давление. В то же время, запас по давлению не только не нужен, но зачастую вреден. Повышенное давление ускоряет износ деталей пневмоинструмента и может привести к его выходу из строя. Можно (и нужно при превышении давления) поставить редуктор на конце воздушной линии. Но зачем сначала повышать давление, а затем сбрасывать его? Это лишние энергозатраты и, в конечном счете, деньги.

Часто рекомендуют оставлять запас по давлению для компенсации его потерь в воздушной линии. Однако, если в линии теряется более 1 бара — это признак каких-то неполадок в ней. Например, утечек воздуха, засорения элементов линии, малого сечения пневматических шлангов или фитингов. Если линия чистая, герметичная и имеет достаточный диаметр на всем протяжении, потери будут невелики. Так что запас более 1,5-2 бара не нужен. С учетом того, что рабочее давление большинства пневмоинструмента 6-7 бар, то давления в 8 бар чаще всего для компрессора достаточно. Большее давление на компрессоре может быть нужно в двух случаях:
- Для подключения специализированного инструмента с повышенным рабочим давлением.
- Для создания воздушной линии на несколько потребителей. В этом случае инструмент необходимо подключать через редукторы.
Другое дело, что некоторые модели не развивают в процессе работы заявленного давления. Этим обычно грешат малопроизводительные бытовые модели без ресивера. Впрочем, такие для работы с пневмоинструментом не подходят изначально.
Взять масляный компрессор вместо безмасляного
Компрессоры бывают масляные и безмасляные. У первых поршни постоянно смазываются маслом. Это обеспечивает высокую производительность, снижает износ поршней и цилиндров. Но такие компрессоры создают «масляный туман» — взвесь мельчайших капелек масла — в воздушной линии. Для обычного пневмоинструмента это даже полезно — масляный туман смазывает вращающиеся детали инструмента, уменьшая трения и защищая от коррозии. Но при использовании краскопультов и пескоструйных пистолетов масло в воздухе может навредить.

Безмасляный компрессор менее производителен и он дороже масляного при той же мощности. Но зато воздух на его выходе не содержит масляного тумана. При аэрографии следует выбирать именно среди безмасляных компрессоров.
Сэкономить на мощности
Основные проблемы выбора компрессора проистекают из-за того, что паспортные характеристики порой не соответствуют реальным или соответствуют, но с подвохом. Например, указано давление в 8 бар. Но в реальности оказывается, что такое давление в ресивере создается только через несколько минут, а при непрерывной работе компрессор создавать 8 бар на выходе неспособен. Как отличить такой компрессор от «нормального»? Один из способов — обратить внимание на мощность. Сравните мощность выбранной модели и аналогичных.
Однако встречаются модели мощностью 1,5 кВт. Да, цена у таких моделей намного привлекательнее. Но и намного выше вероятность того, что заявленные характеристики эта модель не обеспечит.
Если вы выбираете компрессор для ответственных работ, и вам важно соответствие паспортных характеристик реальным, не берите модели из нижней ценовой категории и с подозрительно низкой мощностью.
Не учесть шумность компрессора
Компрессор — техника громкая. Уровень шума некоторых моделей достигает 90 дБ — это сравнимо с грохотом товарняка на расстоянии нескольких метров. Если компрессор планируется использовать в мастерской или вообще поставить в отдельном помещении, на шумность при выборе можно не обращать внимания. Но совсем другое дело, если вы планируете пользоваться компрессором в квартире или доме.

Если уровень шума компрессора для вас важен, то имейте в виду, что ременные компрессоры тише моделей с прямым приводом, а безмасляные — тише масляных.
Подобрать компрессор, который обеспечит надежную работу инструмента — несложно. Нужно только обеспечить нужный запас по мощности и не брать масляный компрессор для продувки и покраски. Не забудьте также про повышенную шумность компрессора и не гонитесь за дешевизной.
Какой компрессор для покраски автомобиля выбрать?

В этой статье рассмотрим какие компрессоры бывают, их характеристики, на что стоит обратить внимание при выборе компрессора для покраски автомобиля.
Компрессор представляет собой устройство, которое сжимает и потом выдаёт воздух под давлением.
Для использования в мастерских распространены два типа компрессоров:
- ротационные винтовые
- поршневые
Другие типы компрессоров имеют специфическое применение.

Винтовой компрессор
Винтовые компрессоры сжимают воздух двумя роторами-винтами. Они могут без перерыва работать и не перегреваться. Имеют высокую производительность и надёжность, но дорого стоят, что ограничивает их применение. Винтовой компрессор подойдёт для большой мастерской, где он будет работать постоянно.
Поршневые компрессоры сжимают воздух при помощи одного или нескольких цилиндров. Такой компрессор при работе нагревается и требует периодической остановки и охлаждения. Это определяет его рабочий цикл. Кроме того, одним из недостатков поршневых компрессоров является повышенный уровень шума, который они создают во время работы.

Поршневой компрессор
В целом, компрессоры являются достаточно износостойкими устройствами. К примеру, ротационный компрессор может проработать от 40000 до 60000 часов. Это эквивалент беспрерывной работы в течение 20–30 лет. При регулярном обслуживании, поршневые масляные компрессоры могут прослужить от 10 до 15 лет.
Поршневые компрессоры наиболее популярны для применения в мастерских и в быту. Они имеют доступную стоимость. Даже высокопроизводительные модели стоят сравнительно недорого. Именно этот тип компрессора мы будем рассматривать в этой статье.
Параметры и характеристики компрессора
- Производительность. Это объём сжатого воздуха за минуту. Измеряется литрами в минуту (л/мин). В первую очередь нужно обращать внимание именно на объёмную производительность компрессора. Это самый важный параметр. Каждый пневматический инструмент имеет определённые требования объёма воздуха для работы. Производители поршневых компрессоров чаще всего указывают теоретическую производительность на всасывании. Реальная производительность на выходе, которая и нужна для работы краскопульта, может отличаться на 25–30%, в зависимости от используемого рабочего давления. Кроме того, производительность компрессора должна на 15–20% превышать предполагаемый расход воздуха, чтобы компрессор не перегревался при работе. Если же выходная производительность будет совпадать с потребностью краскопульта, то нужно следить за циклом работы и отдыха компрессора. После 3–4 минут работы нужно будет делать паузу 3 минуты, чтобы компрессор остыл.
- Давление – каждый пневматический инструмент требует определённое давление для работы. Современные HVLP-краскопульты работают при низком давлении, что отражает само их название ( HVLP – High Volume Low Pressure, высокий объём при низком давлении). Будет достаточно 2–3 атмосфер, что может легко обеспечить любой компрессор. Более важен именно большой объём сжатого воздуха, о котором упоминалось в предыдущем пункте. Для пневмоинструмента требуется 6–7 атмосфер, что также не проблема.
Масляные или безмасляные компрессоры?
Поршневые компрессоры бывают: смазываемые маслом (используют масло, чтобы смягчить работу цилиндров, поршней и поршневых колец). Воздух на выходе в таких компрессорах требует обязательной фильтрации (устанавливается влагомаслоотделитель), чтобы масло не попало в воздух при распылении и не испортило покраску.
Не смазываемые – используют тефлоновые (и другие) поршневые кольца. Такие компрессоры не требуют смазки и обычно имеют более лёгкий вес, так как в них используются алюминиевые компоненты, вместо чугунных. Тефлоновые кольца также требуют периодической замены. Безмасляные компрессоры не требуют фильтрации воздуха от масла, но требуют установки влагоотделителя. Они более просты в обслуживании, так как не требуют доливки и замены масла.
Безмасляные компрессоры работают громче, греются и изнашиваются быстрее.
Масляные компрессоры могут использоваться более интенсивно и более долговечны.
Компрессоры с прямым или с ременным приводом?
В компрессорах с прямым коаксиальным приводом шкив электродвигателя соединён с коленвалом напрямую. Такие компрессоры имеют более низкую стоимость, чем компрессоры с ременным приводом. Они подойдут для периодического, не интенсивного использования.

Ременный привод
В компрессорах с ременным приводом энергия двигателя передаётся с помощью ремня. Они надёжнее и долговечнее, чем компрессоры с прямым приводом, потому что диаметр маховика блока цилиндров больше, чем диаметр шкива двигателя, происходит снижение числа оборотов коленвала, уменьшается трение и износ движущихся частей. Ременные компрессоры обладают более низким уровнем шума, рассчитаны на более длительную эксплуатацию, имеют лучшее КПД . Для профессионального использования лучше покупать компрессор с ременным приводом.
Какой размер ресивера выбрать?
- Ресивер нужен для соблюдения баланса работы и перерыва компрессора. Он должен дать дополнительный воздух, который необходим в короткий период времени, когда компрессор остывает.
- Ресивер минимизирует пульсации в системе, происходящие из-за возвратно-поступательных движений поршня компрессора.
- Ресивер помогает охладить воздух и уменьшить в нём влагу. Нужно периодически сливать конденсат через специальный вентиль внизу ресивера.
- Компрессор рассчитан на заполнение воздухом определённого объёма ресивера за определённый промежуток времени. Размер ресивера должен базироваться на выходной производительности компрессора. Чем больше ресивер компрессора, тем он будет реже включаться для накачки воздуха. Если ресивер будет слишком большой, то он будет долго наполняться воздухом, из-за чего компрессор будет работать в не свойственном ему режиме и будет перегреваться.
- При выборе среди компрессоров с одинаковыми характеристиками, приобретайте компрессор с ресивером наибольшего размера. Обычно это не менее 50 литров. Оптимальным размером можно считать ресивер 100 литров.
Какой компрессор для покраски выбрать?
Выбирайте компрессор, который сможет удовлетворить потребности вашего краскопульта. Большинство современных краскопультов требуют много воздуха для распыления (200–400 литров в минуту) и низкое давление. Это означает, что распыляемый материал имеет меньшую скорость, поэтому меньше вероятность скачков при распылении. HVLP производит более мягкое распыление, сокращает потерю материала и увеличивает эффективность передачи материала. Для краскопультов указывается расход воздуха, при котором они будут нормально работать. Выходная производительность компрессора является решающим параметром для нормального функционирования покрасочного пистолета. Этот параметр указывает, сможет ли компрессор достаточно быстро сжать воздух, чтобы поспеть за краскопультом.
Существуют также краскопульты LVLP , которые подобны краскопультам HVLP , но требуют меньший объём воздуха для распыления ( LVLP – Low Volume Low Pressure, низкий объём и низкое давление). Такие краскопульты могут требовать менее 200 литров воздуха в минуту для работы. Выбирая такой краскопульт нужно учитывать его недостатки. Они имеют низкую скорость распыления и факел меньшего размера. Более подробно о краскопультах можете прочитать в статье “как выбрать краскопульт”.
Компрессор лучше брать с запасом производительности (на 20–40%), чтобы он не работал на пределе и не грелся. Таким образом, компрессор будет запускаться реже, и не будет нагреваться, что сохранит воздух более холодным и сухим. Если постоянно собираетесь заниматься покраской, то лучше брать масляный компрессор с ременным приводом, с ресивером 100 литров и производительностью 440–650 литров в минуту. Или же, учитывайте все вышеприведённые сведения, и выбирайте самый дорогой и производительный компрессор, который можете себе позволить.
Можно ли красить машину компрессором с маленькой производительностью?
При недостаточной производительности компрессора, давление воздуха будет падать после короткого промежутка времени распыления краски. Из-за этого меняется факел краскопульта, и нанесение краски становится неравномерным. Чтобы продолжить нормально красить, приходится ждать некоторое время, когда нормальное давление восстановится. При нанесении обычной краски (не «металлик» или «перламутр») таким компрессором возможно красить панель за панелью, но с большими панелями (капот, крыша) может возникнуть проблема. При нанесении краски с эффектом «металлик» скачки в давлении могут стать причиной неравномерного распределения алюминиевых частичек, что станет причиной дефектов покраски. Маломощный компрессор придётся ждать, когда он восстановит нужное давление, пока краска сохнет, что не очень хорошо.
Лучше, чтобы компрессор имел запас, иначе он будет постоянно работать на пределе, создавая много тепла и влаги, либо придётся периодически останавливаться и ждать, когда восстановится запас сжатого воздуха.
Какой шланг для подключения краскопульта выбрать?
Шланг между краскопультом и компрессором может сокращать давление, если он слишком маленького диаметра. Краскопульты HVLP имеют более высокие требования к объёму воздуха, поэтому шланг должен быть не менее 8 мм внутреннего диаметра. Также, длина шланга не должна быть излишней, так как это приводит к падению давления.
220 или 380 вольт?
Нужно учитывать, сможет ли выбранный вами компрессор нормально запуститься с учётом электроснабжения в вашей мастерской. Какое выбрать питание 220 или 380 вольт? Если есть возможность подключения, то лучше выбрать 380 вольт. Компрессоры, подключённые к однофазной сети более чувствительны к пониженному напряжению.
Выбираем компрессор для гаража/автосервиса

Статья скаченная из интернета, которая опубликована на многих порталах и потому автор уже не известен, но надеюсь вам такая информация пригодится.
Представить гараж или автосервис без использования сжатого воздуха, наверное, невозможно. Это и понятно. Весь пневмоиструмент почти в два раза превосходит своих электрических собратьев по удельной мощности, он легче и гораздо безопаснее. Возможностей же у него не меньше: дрели, гайковерты, ножницы, зубила, молотки… А такие работы как подготовка и покраска автомобилей без сжатого воздуха вообще не мыслимы. Как же правильно выбрать источник сжатого воздуха — компрессор? Ведь изделие это дорогостоящее, приобретающееся на длительный срок. И будет особенно обидно, если его выбор оказался неправильным. Сегодня вы узнаете:
1 С чего начать
2 Гаражный компрессор. Поршневой или винтовой?
2.1 Поршневой
2.2 Винтовой
3 Выбираем поршневой компрессор
3.1 Давление
3.2 Режим работы поршневого компрессора
3.3 Коэффициент внутрисменного использования
3.4 Миф о ресивере
3.5 Производительность компрессора: на входе или на выходе?
4 Считаем
4.1 Шаг 1. Расчет воздухопотребления
4.1.1 Пример расчета
4.2 Шаг 2. Расчет теоретической производительности компрессора
(на входе)
4.2.1 Пример расчета
4.3 Шаг 3. Определение объема ресивера
4.3.1 Пример расчета
4.4 Если у вас уже есть компрессор, но он не удовлетворяет вашим
потребностям
С ЧЕГО НАЧАТЬ
Из чего нужно исходить, делая выбор компрессора? Выскажем не очень оригинальную, но справедливую мысль: исходить нужно из потребностей. Причем, касается это не только компрессора, но и любого другого оборудования. Ведь наверняка вам знакомы ситуации, когда покупают инструмент или оборудование, которое не справляется с решением поставленных задач, либо, наоборот, берут чересчур «хорошее» оборудование, необходимости в котором нет и в ближайшие годы не будет. Поэтому начните с постановки задачи: для каких целей вам нужен компрессор сейчас, для каких работ он может понадобиться в дальнейшем. Отправной точкой при выборе компрессора является требование производителей пневмоинструмента по минимально допустимым величинам параметров потребления сжатого воздуха. Поэтому перед тем, как посетить магазин компрессорного оборудования, начинаем вспоминать арифметику, и по возможности более точно подсчитаем количество потребителей сжатого воздуха и определим их рабочие параметры — номинальный расход воздуха и давление. Данные эти, как правило, указываются в документации к тому или иному пневмоинструменту. Если по каким-либо причинам вы не владеете этой информацией, можете выяснить характеристики подобных устройств у своих коллег по цеху или любого продавца пневмооборудования. Если и допустите небольшую погрешность, ничего страшного — как правило, она не будет роковой. Также можете воспользоваться ориентировочными значениями, которые приведены в таблице (ближе к концу статьи). Понятно, что пневмоинструмент используется в работе не постоянно, а время от времени, поэтому подсчитав количество пневмоинструментов и просто сложив значения расходов, мы допустим довольно грубую ошибку. Правильнее было бы ориентироваться на некоторое усредненное значение потребности в сжатом воздухе. Рассчитывать ее мы сегодня научимся, в этом нам помогут специальные коэффициенты. Но если формулы и расчеты — это не для вас, попробуйте хотя бы просто предположить, возможна ли одновременная работа нескольких инструментов и каких, какими будут продолжительность и периодичность между их включением. Если у вас нет желания глубоко погружаться в проблему выбора компрессора, в принципе, этих знаний для вас должно быть достаточно. Можете смело отправляться в хороший магазин компрессорной техники, где опытные менеджеры, на основании полученных вами данных, помогут подобрать оптимальную покупку. Если же вы любознательны и хотите подойти к вопросу приобретения компрессора более осознанно, — приглашаем вас продолжить чтение.
ГАРАЖНЫЙ КОМПРЕССОР. ПОРШНЕВОЙ ИЛИ ВИНТОВОЙ?
Существуют множество различных типов компрессоров, но наибольшее распространение в быту и промышленности получили только два их вида: поршневой; винтовой. Вкратце о каждом из них. ПОРШНЕВОЙ
По своему устройству и принципу работы поршневой компрессор достаточно несложен. Вспомним велосипедный насос: воздух всасывается в цилиндр и сжимается за счет перемещения поршня.

Поршневой компрессор, конечно, более сложен, но в целом принцип его работы тот же. Принцип работы поршневого компрессора: воздух через впускной клапан засасывается в цилиндр, сжимается и через выпускной клапан вытесняется в магистраль.

Конструктивно поршневой компрессор представляет собой агрегат, включающий: поршневую головку, электродвигатель, ресивер, устройство автоматического регулирования давления (так называемое реле давления или прессостат). Главной особенностью поршневых компрессоров является их режим работы — повторно-кратковременный. Это значит, что компрессор не может «молотить» постоянно, время от времени ему нужна остановка для охлаждения, на время которой пневмомагистраль подпитывается только ресивером. Энергетически такая периодическая работа оказывается не очень выгодной, тем более что она приводит к скачкам давления на выходе компрессора. Но эти недостатки чаще всего «прощаются» поршневым компрессорам, поскольку они компенсируются многими достоинствами, среди которых — их невысокая стоимость, простота конструкции, неприхотливость в техническом обслуживании и ремонте. На сегодняшний день, если речь идет об относительно небольшой производительности и непостоянном воздухопотреблении, а также эксплуатации в тяжелых климатических и производственных условиях, поршневые компрессоры гораздо предпочтительнее других технологий сжатия. В таких случаях они служат дольше и дешевле обходятся в эксплуатации. Ведь не нужно забывать, что выбор компрессора определяется не только первоначальными затратами при покупке, но и стоимостью его обслуживания в течение всего срока службы. Конечно, современные поршневые компрессоры сильно отличаются от тех старичков, которые еще из советских времен остались на некоторых предприятиях. Отличаются всем: и энергопотреблением, и техническими характеристиками, и особенностями конструкции. Например, производитель немецких компрессоров BOGE утверждает, что их промышленные поршневые компрессоры одинаково хорошо работают как в повторно-кратковременном режиме, так и при полной постоянной нагрузке. Но, как бы там ни было, для длительной непрерывной эксплуатации все же более выгодны (и потому более популярны) компрессоры иного типа — винтовые. В этом случае уже именно они становятся более экономичными и эффективными.
ВИНТОВОЙ
Винтовой компрессор — более современное и совершенное оборудование. Принцип работы этих компрессоров больше всего напоминает принцип мясорубки.
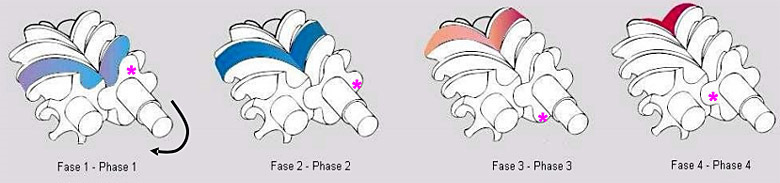
Два винта (вращающихся с одинаковой частотой и в одном направлении) сжимают между собой воздух и вытесняют его в линию нагнетания. Сжатие воздуха в винтовом компрессоре осуществляется с помощью двух винтов, вращающихся совместно В отличие от поршневого компрессора, в котором фаза сжатия периодически чередуется с фазой впуска, сжатие воздуха в винтовом компрессоре происходит непрерывно.
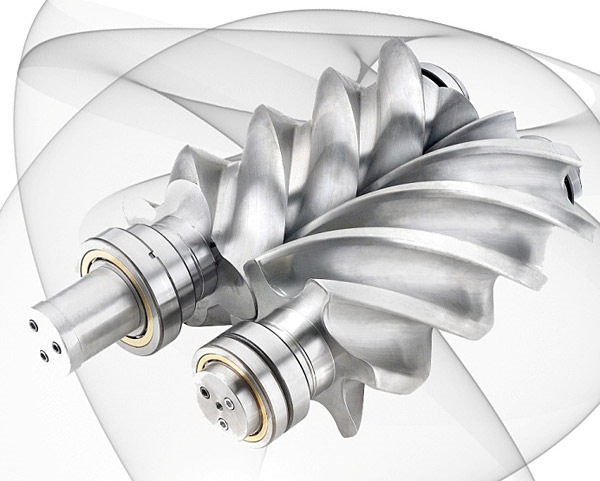
Поэтому винтовой компрессор может работать без перерывов уже гораздо дольше (практически круглосуточно). При этом подача воздуха у него равномерная, а не импульсная, как у поршневых. Винтовой компрессор равной производительности компактнее поршневого, на 10-12 дБ меньше шумит. Качество воздуха на выходе — выше, расходы на обслуживание — ниже. По надежности винтовой и поршневой компрессор — небо и земля. Износ винтовой пары по сравнению с износом кривошипно-шатунного механизма в десятки раз меньше, поэтому и энергозатзатраты на выработку сжатого воздуха винтовым компрессором значительно ниже, а ресурс выше. Ресурс «сердца» винтового компрессора — винтовой пары по неофициальным данным составляет 7-8 лет и на много больше, я встречал компрессора которые работают и по 20 лет.
Конструктивно винтовой компрессор сложнее поршневого. Он имеет циркуляционную систему смазки и охлаждения, снабжен автоматической системой управления, некоторые модели оборудованы встроенным осушителем рефрижераторного типа и комплектом микрофильтров. Такие модели еще называют компрессорная станция «все в одном».

Компрессорная станция «все в одном» — удовольствие не из дешевых Обладая таким набором преимуществ, винтовые компрессоры уже давно победили бы в соревновании с поршневыми, если бы не одно но — цена. Да, за такое удовольствие нужно платить. Винтовой компрессор равной производительности дороже поршневого в 3-4, а то и в 5-6 раз. Конечно, кого-то это не пугает. Если финансовые возможности вашего предприятия позволяют — берите винтовой компрессор. Для больших производств с разветвленной пневмосистемой, постоянным воздухопотреблением и многосменным режимом работы, такой компрессор — вне конкуренции. А вот для гаражного применения все преимущества винтового компрессора могут оказаться явно избыточными. По условиям эксплуатации здесь вполне подойдут грамотно подобранные поршневые компрессоры. При своевременном и правильном техническом обслуживании такого компрессора хватит на многие годы. Учитывая вышеизложенное, дальше мы более подробно остановимся на вопросе выбора поршневых компрессоров, как более актуальных для небольших автосервисов и профессионалов-одиночек, работающих в гаражах. А особенности выбора винтового компрессорного оборудования обсудим в следующий раз, поскольку такие компрессора работают, только, от сети 380 V, а значит для обычного гаража не подойдут.
ВЫБИРАЕМ ПОРШНЕВОЙ КОМПРЕССОР
Основными параметрами, которыми необходимо руководствоваться в первую очередь, являются: максимальное рабочее давление компрессора (Pmax); производительность (Q). От них и будем плясать. ДАВЛЕНИЕ
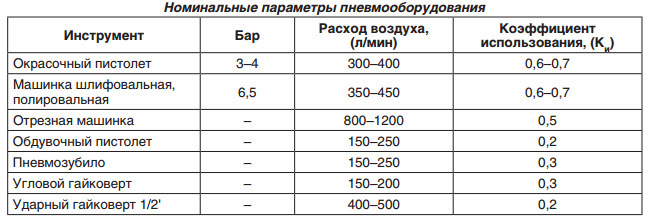
Взглянув в любой каталог компрессорного оборудования, мы увидим компрессоры, развивающие разное максимальное давление: 6, 8, 10, 12 и даже 16 бар. Какой лучше выбрать? Здесь все просто. Главное правило — давление, развиваемое компрессором, должно превышать необходимое рабочее давление пневмоинструмента. Напомним, что номинальное рабочее давление окрасочных пистолетов — 3-4 бар. Практически весь остальной автосервисный пневмоинструмент работает при давлении 6 — 6,5 бар. То есть, для обеспечения сжатым воздухом, скажем, краскопульта (3 бар) и шлифмашинки (6 бар), нам потребуется компрессор, развивающий давление больше 6 бар. Насколько больше? Для ответа на этот вопрос давайте вспомним, как вообще работает компрессор: после включения и нагнетания воздуха до максимального рабочего давления (Pmax) он отключается, а его повторное включение происходит после того, как давление упадет до давления включения (Pmin). Реле давления (прессостат) на всех компрессорах настроено так, что обеспечивает поддержание давления в ресивере с допуском -2 бар от максимального значения.

Проще говоря, чтобы гарантированно получить на выходе 6 бар, нам необходимо установить компрессор с максимальным давлением 8 бар. Увеличить давление выше значения, указанного в характеристиках компрессора конечно же, не удастся. Заводские регулировки прессостата можно изменить только в сторону уменьшения минимального давления. Иными словами, компрессор с Pmax = 10 бар и Pmin = 8 бар можно перенастроить, например, на Pmax = 9 бар и Pmin = 7,5 бар. Но увлекаться такими настройками не стоит, поскольку прессостаты — устройства не очень надежные. Так что заводские регулировки прессостата лучше не трогать, а для понижения давления устанавливать регуляторы давления непосредственно перед потребителями. Определяя максимальное давление, развиваемое компрессором, нужно также учитывать, что на пути сжатого воздуха от компрессора до потребителя происходит падение давления в линии. И чем длинее пневмомагистраль, чем больше в ее проектировании и монтаже ошибок (использование водопроводных кранов, труб слишком малого диаметра и т. д.), тем падение давления будет больше. Иногда оно может достигать такой величины, что пневмооборудование уже не может нормально работать. Во избежание неприятностей в таких случаях, лучше выбрать компрессор с более высоким максимальным давлением. Таким образом, типичный «портрет» универсального гаражного источника сжатого воздуха — поршневой агрегат с максимальным давлением 8 бар. Если компрессор будет использоваться исключительно для окрасочных работ, можно, на худой конец, обойтись и 6-барным. А для больших разветвленных пневмосетей лучше предпочесть 10-барник. Определенный запас по давлению полезен еще и по другой причине. Чем выше давление, развиваемое компрессором, тем большую массу воздуха он сможет «затолкать» в ресивер. А значит последний будет дольше опустошаться до минимально допустимого уровня давления, обеспечивая тем самым компрессору достаточное время для отдыха. Кстати, об отдыхе: зачем он нужен железному компрессору? Ответив на этот вопрос, мы придем к пониманию особенности рабочих процессов в поршневом компрессоре и сможем определить вторую его важнейшую характеристику — производительность.
РЕЖИМ РАБОТЫ ПОРШНЕВОГО КОМПРЕССОРА
Режим работы компрессора напрямую зависит от теплового режима поршневой головки. Понятное дело, что воздух, сжимаясь в цилиндре компрессора, нагревается. Часть тепла при этом поглощается деталями конструкции головки компрессора, и если не обеспечить теплоотвод, их температура будет возрастать выше допустимой нормы и головка не будет успевать охлаждаться. В «лучшем» случае это приведет к ускоренному износу поршневой группы, в худшем — компрессор заклинит сразу же. Естественно, при проектировании компрессора это учитывается. Но те простые меры, которые принимаются для обеспечения теплосъема (в частности, обдув воздухом и изготовление поршневой головки из сплавов с высокой теплопроводностью), хоть и повышают эффективность охлаждения, но являются недостаточными для того, чтобы компрессор мог работать в непрерывном режиме достаточно долгое время. Поэтому поршневые компрессоры изначально рассчитываются на периодическую эксплуатацию, с обязательными перерывами, необходимыми для охлаждения головки.
КОЭФФИЦИЕНТ ВНУТРИСМЕННОГО ИСПОЛЬЗОВАНИЯ
В зависимости от допустимого режима эксплуатации и выходных характеристик зарубежные производители делят свои компрессоры на несколько классов: хобби (полупрофессиональные); профессиональные; промышленные. О их устройстве и конструктивных отличиях мы поговорим в отдельной статье, сейчас лишь отметим, что для каждого типа существует свой так называемый коэффициент внутрисменного использования (Кви). Этот коэффициент составляет: для полупрофессиональных компрессоров — 0,15–0,2; профессиональных — 0,4–0,5; промышленных — 0,6–0,7. Что значат эти цифры? Они показывают, какую часть времени компрессор может работать без перерывов. Количественно Кви определяется как отношение времени работы компрессора в режиме нагнетания к общему времени продолжительности рабочего цикла. То есть, учитывая, что за максимальную продолжительность цикла принимают 10-минутный отрезок времени, компрессор промышленного типа должен работать в режиме нагнетания 6–7 минут, после чего 3–4 минуты «расслабляться». В целом компрессоры, способные дольше работать в непрерывном режиме более надежны, ресурс их выше. Как, впрочем, и стоимость, поскольку достигается такая надежность использованием более совершенных материалов и схемных решений. Еще один важный момент: поршневой компрессор обязательно должен иметь «запас по производительности», то есть его производительность должна быть всегда больше, чем реальное воздухопотребление. Для чего? А для того, чтобы компрессор, производя сжатого воздуха больше, чем расходуется, сам создавал для себя задел, позволяющий ему время от времени «отдыхать». Величина запаса производительности определяется одноименным коэффициентом, зависящим от класса компрессора. До него мы еще дойдем. В общем можно сказать, что запас производительности должен быть тем больше, чем ниже класс компрессора в вышеприведенной «табели о рангах». То есть отдав предпочтение, например, более дешевой полупрофессиональной технике, нужно заложить в расчеты больший запас по производительности.
МИФ О РЕСИВЕРЕ
Теперь несколько слов о ресивере. Его основные функции следующие: «хранение» запасенного сжатого воздуха;
сглаживание воздушных пульсаций;
охлаждение сжатого воздуха.
Может сложиться впечатление, что чем больше ресивер, тем легче живется компрессору. Этот же миф может иметь и другую интерпретацию: чем больше ресивер, тем лучше, и так далее. В любом случае, все эти суждения ошибочны. Дело в том, что до того момента, когда ресивер наполняется до максимального давления и автоматика отключает компрессор, должно пройти время, и немалое. И если необоснованно увеличить объем ресивера, компрессор будет работать «без перекура» слишком долго, что, скорее всего, приведет к его преждевременному выходу из строя. И наоборот: если объем ресивера меньше положенного, компрессор будет включаться слишком часто, что также не есть хорошо. Изучая каталоги компрессорного оборудования можно заметить, что компрессоры одинаковой производительности часто комплектуются ресиверами различных объемов. Почему так? Потому, что объем ресивера зависит не только от производительности компрессора, но и от характера воздухопотребления. Поэтому если расход воздуха примерно равномерный по времени, то в целях экономии средств можно выбрать ресивер минимального объема. Если имеют место пиковые нагрузки, лучше взять больший. В среднем объем ресивера должен быть таким, чтобы компрессор наполнял его за 3-4 мин. Вывод: грамотно подобранный компрессор — это компрессор с такими производительностью и объемом ресивера, которые позволяют данному компрессору работать в режиме внутрисменного использования, на который тот рассчитан и не более.
ПРОИЗВОДИТЕЛЬНОСТЬ КОМПРЕССОРА: НА ВХОДЕ ИЛИ НА ВЫХОДЕ?
Широко распространенной ошибкой на практике является неправильное понимание величины производительности компрессора, что часто приводит к путанице и ошибкам в расчетах. Прежде всего отметим, что производительность компрессора принято определять в объемных величинах. Но вся штука в том, что в зависимости от давления и температуры, одна и та же масса воздуха может занимать разный объем. Иными словами, с ростом давления на выходе компрессора его объемная производительность уменьшается. Поскольку объемная производительность компрессора — величина непостоянная, зависящая от начальных условий всасывания, то очевидно, что для определения реальной производительности компрессора эти условия (давление и температуру) нужно обязательно учитывать. Об этом говорит и ГОСТ, согласно которому производительность компрессора — это объем воздуха на выходе из него, пересчитанный на начальные условия всасывания. Как правило, производительность указывается для нормальных условий, при которых атмосферное давление составляет 1 бар, а температура — +20 °С. Сама же производительность выражается в нормальных кубических метрах (или литрах) в единицу времени: м³/мин, м³/ч, л/с, л/мин. Иными словами, производительность 500 л/мин для нормальных условий означает, что компрессор за минуту вырабатывает такое количество воздуха, которое при температуре окружающего воздуха +20°С и давлении 1 бар занимает объем 500 л. Все это, конечно, хорошо, но зарубежные производители не знакомы с содержанием наших ГОСТов, и производительность своей продукции они определяют несколько иначе. В технических характеристиках на свою продукцию они указывают теоретическую производительность компрессора (производительность на входе). Теоретической эта величина называется не случайно, поскольку она отличается от реальной, выходной производительности весьма значительно (в большую сторону). Может, из-за этого иностранные производители и указывают данные именно по всасыванию, — выглядят то они гораздо более солидно. Из-за чего такая разница между реальной и теоретической производительностью? Из-за потерь во всасывающих и нагнетательных клапанах, а также наличия недовытесненного сжатого воздуха в так называемом «мертвом пространстве» (зазоре между поршнем в крайнем верхнем положении и клапанной группой), приводящих к уменьшению наполнения цилиндра и снижению производительности компрессора. Это снижение определяется коэффициентом производительности компрессорной головки (Кпр). Этот коэффициент составляет:
для полупрофессиональных компрессоров — 0,55;
профессиональных — 0,65;
промышленных — 0,65 (для одноступенчатых) и 0,75 (для двухступенчатых).
Воспользовавшись этими значениями, мы можем прикинуть, какова реальная производительность компрессора. Например, если для компрессора полупрофессиональной серии в каталоге указана теоретическая производительность 200 л/мин, тогда реальная его производительность составит 200 · 0,55 = 110 л/мин. В хорошем магазине, как правило, вам могут подсказать данные как по входным, так и по выходным характеристикам компрессоров. Вывод: в технических характеристиках на импортные компрессоры указывается производительность по всасыванию, то есть на входе в компрессор. Это значение нельзя понимать как реальную производительность компрессора на выходе — она не учитывает его конструктивные особенности и КПД. Ну а теперь самое время вооружиться калькулятором и приступить к расчетам. Стоит отметить, что точный расчет характеристик поршневого компрессора сложен и связан с решением степенных уравнений. Методика, по которой будем считать мы, содержит упрощенные соотношения. Они, хоть и дают небольшую погрешность, но, тем не менее, позволяют в целом правильно определить характеристики компрессора.
СЧИТАЕМ ШАГ 1.
РАСЧЕТ ВОЗДУХОПОТРЕБЛЕНИЯ
При расчете воздухопотребления лучше ориентироваться на реальные паспортные данные используемого инструмента — точность вычислений в этом случае будет выше. Но если этих данных у вас нет, можете воспользоваться ориентировочными значениями из таблицы.
Как уже говорилось, недостаточно просто подсчитать количество инструментов и найти сумму расходов. Поскольку инструмент используется в работе не постоянно, а с определенными промежутками, правильнее будет произвести расчет с учетом коэффициентов использования оборудования:
G (л/мин) = G1 · Ки1 + G2 · Ки2 + … + Gn · Киn
где:
G — общее потребление воздуха;
G1, G2, Gn — потребление воздуха каждой единицей пневмоинструмента;
Ки1, Ки2, Киn — коэффициенты использования оборудования. Коэффициент использования определяется как отношение времени работы какого-либо инструмента или оборудования к определенному отрезку времени. Например, если инструмент работает в среднем 20 минут в течение часа, то его коэффициент использования составит 20/60 = 0,33 (или 33%). В вышеприведенной таблице помимо показателей расхода воздуха и давления, также приведены и значения коэффициентов использования для наиболее часто применяемого в автосервисе оборудования. Итак, воспользовавшись формулой, мы определили общее потребление сжатого воздуха. Но это еще не все. Теперь нам необходимо учесть вероятность одновременной работы всего оборудования. Она определяется коэффициентом синхронности, значения которого приведены в таблице.

Таким образом, рассчитанное ранее значение общего воздухопотребления нужно умножить на соответствующий коэффициент синхронности. И уже на основании полученной величины выбирать компрессор.
ПРИМЕР РАСЧЕТА
В качестве примера рассмотрим порядок расчета и выбора поршневого компрессора для небольшой покрасочной автомастерской. Предположим, что нам необходим компрессор для обеспечения сжатым воздухом двух пневмоинструментов: окрасочного пистолета (расход воздуха 350 л/мин, коэффициент использования 0,6); шлифовальной машинки (расход воздуха 400 л/мин, коэффициент использования 0,6).
1. Определим общий расход воздуха:
G = 350 · 0,6 + 400 · 0,6 = 210 + 240 = 450 л/мин
2. Умножим полученное значение на соответствующий коэффициент синхронности работы оборудования (при использовании двух пневмоинструментов он равен 0,95). Получим:
G = 450 · 0,95 = 428 л/мин
Итого: общее потребление воздуха составляет 428 л/мин. Итак, рассчитав предполагаемое потребление сжатого воздуха, необходимо определиться с типом компрессора. Для начала определимся с максимальным давлением. Для этого посмотрим, какое давление необходимо для работы наших инструментов: краскопульт — 3-4 бар; шлифмашинка — 6 бар. Следовательно, минимальное рабочее давление компрессора Pmin должно быть не менее 6 бар. Вспоминаем про разницу между Pmin и Pmax и прибавляем к нашим 6 барам еще 2. Наш выбор — «восьмибарник» (Pmin = 6 бар, Pmax = 8 бар).
ШАГ 2. РАСЧЕТ ТЕОРЕТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ КОМПРЕССОРА (НА ВХОДЕ)
Далее рассчитаем теоретическую производительность компрессора. Для этого воспользуемся формулой:
Qвх = G · (β/Кпр)
где:
G — общий расход воздуха (у нас он равен 428 л/мин);
β — коэффициент запаса производительности, зависящий от класса компрессора;
Кпр — коэффициент производительности компрессорной головки (КПД компрессора).
Значения β и Кпр для работы компрессора в диапазоне рабочих давлений от 6 до 8 бар, приведены ниже.
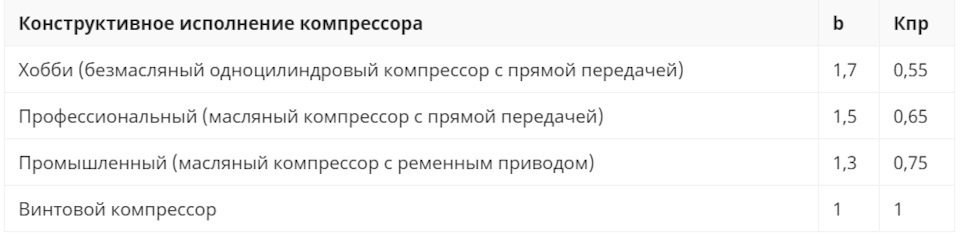
ПРИМЕР РАСЧЕТА
Учитывая наши потребности в воздухе и режим работы, безмасляные хобби-компрессоры с прямой передачей однозначно не представляют для нас интереса (вспомним их коэффициент внутрисменного использования). Поэтому будем смотреть в сторону масляного компрессора с ременным приводом. Поэтому h принимаем равным 0,75, b — 1,3. Считаем.
Qвх = 428 · (1,3/0,75) = 742 л/мин
Таким образом, нам необходим компрессор с производительностью по паспорту не менее 740-750 л/мин. Чтобы пересчитать полученные данные на «выход» (необходимо в случае расчета отечественного компрессора), нужно результат уменьшить на 30–40 %. Осталось определиться с объемом ресивера.
ШАГ 3. ОПРЕДЕЛЕНИЕ ОБЪЕМА РЕСИВЕРА
Расчет объема ресивера можно провести по формуле:
V (л) = (G · t · Кпр) / (60 · ΔP)
где:
ΔP – разница между Pmax и Pmin (2 бар);
t – время «отдыха» компрессора (сек), то есть время, за которое давление в ресивере падает от максимального до минимального (в идеале столько, сколько предписывает коэффициент внутрисменного использования, но в любом случае не менее 30 секунд).
ПРИМЕР РАСЧЕТА
Время, за которое давление в ресивере падает от максимального до минимального, примем равным 40 с. Тогда:
V (л) = (428 · 40 · 0,75) / (60 · 2) = 107 л
Это минимальный объем рекомендуемого воздушного ресивера. Чтобы определиться с объемом ресивера, можно пойти и другим путем. Так как большинство компрессоров выполнено на ресиверах стандартных объемов — 100, 200, 300 и 500 л, то можно взять «готовый» объем и найти время t, и таким образом посмотреть, сколько будет у компрессора времени на отдых при заданном объеме ресивера. Возьмем объем — 200 л. Тогда:
t = 60 · V · ΔP / G · Кпр = 60 · 200 · 2 / 428 · 0,75 = 24000/321 = 75 секунд Конечно, это не 3–4 мин, как предписывает коэффициент внутрисменного использования, но все же время «перевести дух» у компрессора будет.
ЕСЛИ У ВАС УЖЕ ЕСТЬ КОМПРЕССОР, НО ОН НЕ УДОВЛЕТВОРЯЕТ ВАШИМ ПОТРЕБНОСТЯМ
Шаг 1.
Если вы уже используете источник сжатого воздуха, но он не обеспечивает требуемый расход воздуха, что часто приводит к перерывам в работе, в первую очередь нужно экспериментально определить время, за которое давление в ресивере падает от максимального до минимального (время между остановкой и включением компрессора). Для этого необходимо довести давление в пневмосистеме до Pmax, отключить компрессор, включить потребители воздуха и замерить время падения давления от Pmax до Pmin. Допустим, в нашем случае это время равно 30 сек.
Шаг 2. Далее рассчитываем реальное воздухопотребление по формуле:
G = 60 · V · ΔP / t · Кпр
где:
V – объем ресивера (л).
Примем, что объем ресивера — 100 литров. Тогда реальное воздухопоребление составит:
G = 60 · 100 · 2 / 30 (сек) · 0,75 = 533 л/мин
Шаг 3.
Используя полученные данные, пересчитываем производительность компрессора и объем ресивера согласно методике и подбираем новое оборудование. Таким образом, выполнив несколько нехитрых математических манипуляций, можно понять, какими характеристиками должен обладать компрессор. Но на этом вопрос его выбора не заканчивается, ведь прежде чем оправиться за покупкой, стоит узнать, что на сегодняшний день предлагает нам рынок, каковы достоинства и недостатки тех или иных моделей.
Для тех кому сложны эти все расчёты, а необходимо просто купить компрессор, для того чтобы окрасить автомобиль, могу подсказать:
минимальным компрессором способным справится с пистолетом системs EPA они же RP, LVLP, LVMP, HTE и так далее, т.е. потребление таким пистолетом будет от 265 л/мин. до 350 л/мин. можноприобрести пистолет с производительностью не менее 400 л/мин, такой компрессор позволит такому оборудованию даботать достаточно корректно и не испытывать "воздушный голод".
Безусловно что если ваш пистолет потребляет 359 л/мин, а ваш компрессор производит 400 л/мин, то на пользу компрессору это не пойдёт и скорей всего он будет достаточно быстро изнашиваться поскольку коэффициент внутрисменного использования (Кви) будет намного ниже чем требуется, другими словами компрессор будет перегреваться. Дополнительный обдув голов конечно несколько снизит проблему но тоже не до конца.
Так же следует помнить что максимальная мощность двигателя на 220 V это 2,2 kW и при этом производительность компрессора может быть максимально 420 л/мин, все остальные цифры, которые пишут производители: 460, 480 — попросту не реальны…
Мы делали когда то видео на эту тему, но понятно что они не настолько подробны как эта статья.
Компрессор для покраски: определение, особенности и рекомендованные варианты

При обустройстве загородного дома и территории, на которое он построен, окрашиваются различные конструкции. Нанесение лакокрасочных материалов – отличный вариант, чтобы облагородить недвижимое имущество. Ускоряет и увеличивает производительность малярных работ компрессор для покраски. Читайте до конца и поймете, что это за устройство. Рассмотрим его распространенные типы, производительность и вместительность ресивера. Расскажем еще о рекомендованных вариантах для выполнения небольшого и более существенного объема работ.
Общие сведения
Компрессор малярный представляет собой техническое устройство небольшого размера. Оно функционирует благодаря наличию в конструкции двигателя, который потребляет электричество или другой вид топлива.
Принцип работы компрессорного устройства заключается в использование источника энергии, чтобы получить и накопить сжатый воздух в специальной емкости для его хранения. Она называется баком-ресивером. Он является частью конструкции компрессора. Из него насос осуществляет подачу сжатого воздуха под требуемым давлением.
Малярные работы выполняются с применением краскопульта. Он представляет собой насадку-пульверизатор. В состав конструкции краскопульта входит ручка, сопло для распыления лака или краски и емкость для лакокрасочного вещества, расположенная сверху или снизу краскораспылителя. Насадку-пульверизатор подключают к компрессору при использовании гибкого шланга, переходников и клапанов.
При выполнении малярных работ еще используют пневматический пистолет для вязких составов и наконечники, конструкция которых позволяет регулировать форму сопла. Некоторые модели продаются уже с комплектом дополнительного инструмента. Это упрощает задачу, когда необходимо определиться, какой компрессор нужен для покраски краскопультом.
Особенности компрессора
Чтобы безошибочно решить, какой компрессор купить для покраски, сначала определяются с характером и интенсивностью предстоящих лакокрасочных работ. Потом выбирают тип оборудования и разбираются с его параметрами. Еще учитывают особенности подготовки воздуха и характеристики используемых аксессуаров.
Тип компрессора
В основном используется ротационно-винтовой или поршневой компрессор для малярных работ. Другие типы такого оборудования применяются при решении уже специфических задач.
Поршневой компрессор
Эта разновидность агрегата наиболее популярна благодаря простой эксплуатации и удобству применения. Время функционирования коаксиального поршневого устройства за 1 час составляет примерно 20 минут. Применение такого агрегата актуально при проведении строительно-ремонтных работ. Однако использовать его нужно с перерывами, чтобы происходило охлаждение механизма. Агрегат не сможет постоянно «молотить».
Во время перерывов сжатый воздух будет поступать в подключенную пневматическую магистраль исключительно из ресивера. Такая модель обычно отличается небольшим весом, размерами, простым обслуживанием, дешевой эксплуатацией. Эти преимущества не остаются без внимания, когда решают, какой лучше выбрать компрессор воздушный электрический 220В для покраски.
У поршневого компрессора простая конструкция, состоящая из следующих основных частей:
- головки поршня;
- электрического двигателя;
- бака-ресивера;
- реле для регулирования давления в автоматическом режиме.
У агрегата также простой принцип функционирования. В нем имеется впускной клапан. Через него происходит засасывание воздуха в цилиндр, где осуществляется его сжатие. Потом он попадает в магистраль. Для этого в конструкции предусмотрен выпускной клапан.
Винтовой компрессор
Эта разновидность имеет более совершенную конструкцию по сравнению с поршневым компрессором. Принцип функционирования винтовой модели похож на работу мясорубки.
Компрессорные винты в количестве двух штук вращаются в одном направлении и с одной и той же частотой. Воздух, который попадает между ними, сжимается. Потом он вытесняется в подключенную пневматическую магистраль. Сжатие воздуха происходит беспрерывно в течение всей работы компрессора. При этом в поршневом устройстве данный процесс чередуется с забором воздушной массы из атмосферы. Такая особенность позволяет винтовой модели функционировать непрерывно в течение круглых суток.

Особенностью винтового компрессора также является равномерная подача воздуха в отличие от поршневого агрегата, из которого он поступает импульсно. При этом два устройства с одной и той же производительностью отличаются друг от друга уровнем шума. Так, винтовая модель работает тише примерно на 10 дБ.
Еще ротационно-винтовой компрессор осуществляет подачу более качественного воздуха и эксплуатируется при меньших расходах. Кроме того, два вида агрегатов отличаются надежностью. Она у винтовой модели намного выше, потому что у нее более низкий износ. Разница составляет несколько десятков раз. Поэтому для ее работы требуется существенно меньшее количество электрической энергии. Помимо этого, долговечность функционирования винтовой модели составляет примерно 8 лет. Профессионалы утверждают, что таким устройством можно пользоваться даже в течение 20 лет.
Перед тем как выбрать воздушный компрессор для покраски, всегда учитывают преимущества винтового варианта. Хотя он отличается более сложной конструкцией. В нем присутствует циркуляционная охлаждающая и смазывающая система. Помимо этого, он оснащается автоматическим управлением. Некоторые модификации даже имеют рефрижераторный осушитель и комплектуются фильтрами.
Из-за конструктивных особенностей и большого количества преимуществ винтовой компрессор стоит в 4-6 раз дороже устройства поршневого типа. Он идеально подходит для выполнения покрасочных работ. Однако производители выпускают такие модели, работающие исключительно от электрической сети.
Производительность компрессора
Важной характеристикой, от которой зависит правильный подбор компрессора, является именно его производительность. Данный параметр позволяет понять, какой объем воздуха агрегат прокачивает за конкретное время.
Производительность компрессора обычно измеряется в литрах за одну минуту. При этом в данном параметре можно не сомневаться, если атмосферное давление составляет 1 бар, а температура воздушной массы – +20 °C. Поэтому производительность агрегата корректируется в зависимости от внешних условий. Так, при повышении давления эта характеристика на выходе уменьшается.
Кроме того, производительность может по-разному указываться в технической документации на агрегат. У российских компрессоров параметр обязан соответствовать значению, измеренному на выходе. При этом в большинстве случаев зарубежные производители обозначают изначально закачиваемый объем воздуха в агрегат. Это они делают в маркетинговых целях. В действительности количество выходящего воздуха из устройства будет значительно меньше указанной величины по причине возникающих потерь во время его сжимания.

Чтобы не ошибиться и точно знать, какая производительность компрессора нужна для покраски краскопультом, необходимо умножить на 0,5 указанный параметр иностранным изготовителем агрегата для выполнения небольших объемов работ. Для более производительного устройства используется другой поправочный коэффициент, который равен 0,55. Если же выбирается профессиональный компрессор, тогда указанную производительность умножают на 0,65 для модели с одной ступенью. Если их две, коэффициент поправки будет равен 0,75.
Самой часто встречающейся ошибкой является именно неправильный выбор производительности агрегата. После ее совершения компрессор не сможет подавать требуемый объем воздуха, чтобы краскопульт стабильно работал. Из-за такой ошибки мастер вынужден будет постоянно прерывать процесс покраски, потому что придется ждать, пока давление в баке-ресивере достигнет нужной величины. В итоге компрессорный агрегат станет «молотить» почти без перерыва. Работа устройства в таком режиме ускорит его износ.
Если будет недостаточно производительности, тогда снизится качество покраски. Нестабильное давление приведет к тому, что факел насадки-пульверизатора станет постоянно изменяться. В результате лакокрасочный материал будет неровно наноситься. Недостаточное давление также не позволит однородно окрашивать большие площади. При неправильном подборе данной характеристики можно будет исключительно последовательно покрывать краской только маленький конструкции.
Объем бака-ресивера
Наличие в конструкции компрессора бака-ресивера позволяет повысить стабильность давления, так как в емкости происходит накопление воздуха. Обычно данный параметр скачет по причине нестабильного питания электродвигателя. Помимо этого, когда резервуар заполняется сжатым воздухом, происходит отключение мотора. Это позволяет двигателю остывать, пока воздушная среда расходуется из накопителя.
Перед тем как подобрать компрессор для краскопульта, определяются с объемом ресивера. При этом учитывают следующие моменты:
- Если бак будет иметь очень большой объем, увеличится время закачивания воздуха. Из-за этого может сработать реле до того, как накачается нужное давление.
- Когда у ресивера слишком маленький объем, давление в баке начнет очень быстро уменьшаться. При этом сократится также время включения и выключения двигателя. Поэтому мотор перестанет успевать остывать. Это приведет к ускоренному износу двигателя, который усилится при пиковых нагрузках.
- Если воздушная среда расходуется равномерно, выбирают компактный агрегат с небольшим ресивером.
- Когда предполагают, что покраска будет осуществляться с пиковыми нагрузками, предпочтение отдают устройству с более вместительным накопителем.
Видео описание
Из этого видеоматериала узнаете больше информации о воздушных компрессорах:

Рекомендованные варианты компрессоров
Специалисты рекомендуют выбирать для небольшого объема работ безмасляный агрегат, у которого на выходе производительность варьируется от 150 до 160 л за одну минуту, а максимальное давление составляет 8 бар. Такое устройство обычно комплектуется баком-накопителем от 25 до 50 л. Данный агрегат будет непрерывно работать максимум 20 минут. Поэтому, например, покраска компрессором 50 литров в течение такого времени не вызовет его сильный нагрев.
Даже лучшие компрессоры для покраски небольших сооружений стоят ощутимо дешевле, чем более производительные модели. Одним из них является Fubag OL 231/50. Это устройство стоит недорого, но при этом имеет в конструкции воздушный фильтр.
Если планируется постоянно выполнять более существенный объем работ, тогда подойдет компрессор для малярки с производительностью от 300 до 600 л в одну минуту. У него обычно максимальное давление составляет 10 атм.
Видео описание
Из этого видеоролика узнаете особенности поршневых воздушных компрессоров:
С такими характеристиками производятся поршневые масляные компрессорные агрегаты, отличающиеся более высокой надежностью. Они оснащаются ременным приводом, который отличается более длительным сроком службы. Данные достаточно тяжелые устройства с колесами могу работать без перерыва примерно максимум 40 минут. К такому оборудованию относится модель Fubag DC 320/50 CM2,5. Она имеет автоматический регулятор давления. При этом к ней можно подключать не только краскопульт, но и другой различный пневматический инструмент.
Специализированные компании, выполняющие покрасочные работы постоянно в большом объеме, выбирают профессиональное оборудование. Оно оснащается трехфазным электродвигателем. Благодаря наличию такого мотора обеспечивается производительность максимум 900 л в одну минуту. При этом устройства способны создавать давление примерно до 16 бар. Они комплектуют баком-ресивером с максимальной вместимостью 500 л.
Видео описание
О плюсах и недостатках некоторых моделей воздушных компрессоров узнайте из этого видеоматериала:
Одним из таких производительных агрегатов, который постоянно входит в рейтинг компрессоров для покраски, является Fubag DCF-900/270 CT7,5. Данная модель оснащена баком-накопителем, у которого вместимость составляет 270 л. При этом устройство способно осуществлять подачу воздушной массы максимум 900 л в одну минуту. Производитель также оснастил данный компрессор защитой электромотора от перегрева.
Видео описание
В видео рассказывается об особенностях выбора недорогого компрессора для дома:

Коротко о главном
Компрессор засасывает и сжимает воздух из атмосферы, накапливает его в ресивере и подает в подключенную пневматическую магистраль на краскопульт, через который краска распыляется по обрабатываемой поверхности. Чаще используются в малярных целях поршневые и винтовые агрегаты. При подборе устройств учитывают их производительность на выходе в литрах за одну минуту, а не закачиваемый объем воздуха в бак-ресивер. От его вместимости зависит время работы компрессора исключительно за счет накопленной среды и период, на который отключается двигатель.
Если планируется выполнять работы в небольшом объеме, выбирают безмасляный агрегат с производительностью на выходе максимум 160 л в минуту и баком до 50 л. При необходимости покраски больших площадей, покупают устройство со способностью подавать до 600 л воздуха в минуту или более производительную профессиональную модель.