Поршневой палец двигателя внутреннего сгорания
Поршневой палец используется для шарнирного соединения поршня и шатуна. Поршневой палец представляет собой пустотелый (для снижения массы) гладкий цилиндрический стержень. Палец изготавливается из высококачественной стали, далее его наружная поверхность подвергается термообработке (цементация и закалка), шлифовке и полировке. Поршневой палец в процессе работы подвергается высоким циклическим динамическим нагрузкам. Вследствие создаваемого шатуном качательного характера движения формируются неблагоприятные условия для смазывания, что приводит к работе пальца в режиме полужидкостного трения и влечёт за собой его неравномерный износ. Все эти факторы предъявляют к характеристикам поршневого пальца следующие обязательные требования: лёгкость, прочность, износостойкость.
Поршневые пальцы подразделяются на три типа (в зависимости от способа крепления):
1) – Крепление в бобышках поршня (применяются ограниченно);
2) – Крепление в верхней головке шатуна;
3) – Плавающее крепление.
Широкое распространение в современных двигателях (дизельных и бензиновых) получили плавающие поршневые пальцы, которые в процессе работы двигателя свободно вращаются не только в бобышках поршня, но и во втулке верхней головки шатуна. За счёт этого между трущимися элементами снижается относительная скорость скольжения, а износ пальца становится более равномерным. Данные поршневые пальцы устанавливаются на следующие двигатели: АМЗ, СМД, Д-240, КамАЗ, ЯМЗ, ЗИЛ-130, Д-50, ЗМЗ-53 и прочие.
Проворачивание поршневого пальца в бобышках происходит только после нагрева поршня (из алюминиевого сплава) до 100-120 градусов Цельсия. Фиксация плавающих пальцев в осевом направлении, как правило, осуществляется посредством пружинных стопорных колец из стали, которые устанавливаются в канавках, выполненных путём проточки в бобышках поршня (по обе стороны пальца) [рис. 1] и [рис. 2]. Данный способ фиксации не только прост и надёжен, но и позволяет несколько уменьшить опорную длину бобышек.
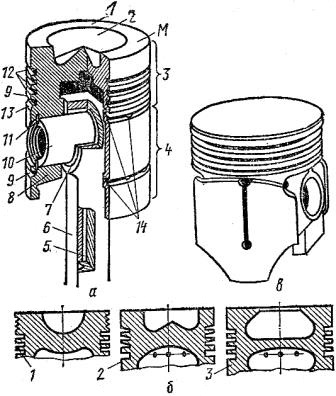
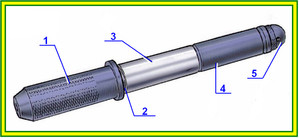
Рис. 1. Поршень двигателя внутреннего сгорания.
а) – Поршень дизельного двигателя А-41;
1) – Днище поршня;
2) – Камера сгорания;
3) – Уплотняющая часть поршня;
4) – Юбка (направляющая часть) поршня;
5) – Канал в стержне шатуна;
7) – Втулка верхней головки шатуна;
8) – Бобышка поршня;
9) – Канавка для маслосъёмного кольца;
10) – Поршневой палец;
11) – Стопорное кольцо;
12) – Канавки для компрессионных колец;
13) – Кольцевая канавка;
14) – Отверстие для стока масла;
б) – Головки поршней;
2) – А-41, СМД-60, А-01, двигателей семейства КамАЗ и ЯМЗ;
в) – Поршень бензинового двигателя ЗМЗ-53.
Поршневые пальцы с плотной посадкой в верхней головке шатуна используются в двигателях ВАЗ. Данные пальцы способны проворачиваться только в бобышках.
Устройство автомобилей
Поршневой палец обеспечивает шарнирное соединение поршня с шатуном. Во время работы палец подвергается значительным механическим нагрузкам в различных направлениях, а также воздействию сил трения и температуры.

При четырехтактном процессе поршневой палец работает в условиях знакопеременной нагрузки, при двухтактном – в условиях, близких к пульсирующей нагрузке.
Кроме механической нагрузки палец испытывает значительную тепловую нагрузку вследствие передачи теплоты от головки поршня, а также выделения теплоты при трении поршневого пальца о головку шатуна и бобышку поршня.
В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Поршневой палец относится к деталям двигателя, совершающим во время работы возвратно-поступательное движение, поэтому его масса должна быть минимальной. Однако, как указывалось выше, через поршневой палец передаются значительные механические и тепловые нагрузки, поэтому размер и масса пальца, его конструкция, технология и материал изготовления, с учётом себестоимости массового производства, должны обеспечивать долговечную и безотказную работу.
С точки зрения сопромата, во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к увеличению сил трения, появлению трещин в бобышках поршня и последующему разрушению поршня.
Требования к конструкции поршневых пальцев
С учетом перечисленных выше условий, в которых работают поршневые пальцы, к их конструкции предъявляются определенные требования, с целью достижения высокой надежности и долговечности.
Требования, предъявляемые к поршневым пальцам:
- высокая прочность;
- минимальная масса;
- высокая износостойкость.
Надежность и долговечность поршневых пальцев — необходимое требование, поскольку их замена, монтаж и демонтаж связаны с выполнением ремонтных работ высокой трудоемкости.
Особенности конструкции поршневых пальцев
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Такой палец представляет собой гладкий цилиндрический стержень, который для уменьшения массы выполнен пустотелым.
Иногда применяют поршневые пальцы с коническими внутренними поверхностями, имеющими форму бруса равного сопротивления изгибу (тоньше к краям и толще к середине), благодаря чему уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу от маслосъемных поршневых колец через отверстия в бобышках. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым подвижными деталями кривошипно-шатунного механизма, и подаваемым к поршневому пальцу через отверстия в головке шатуна, либо маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
В зависимости от способа крепления различают три типа поршневых пальцев:
- закрепленные в бобышках поршня;
- закрепленные в верхней головке шатуна;
- плавающие, т. е. проворачивающиеся как в верхней головке шатуна, так и в бобышках поршня.
Наибольшее распространение получили плавающие пальцы (рис. 2, а, б), поскольку они изнашиваются равномернее.
Осевая фиксация плавающих пальцев обычно обеспечивается стальными пружинными стопорными кольцами, которые устанавливаются в канавках, проточенных в бобышках поршня по обе стороны пальца. Такой способ фиксации надежен и прост, но несколько уменьшает опорную длину бобышек.
Известны конструкции, когда палец фиксируется при помощи мягких алюминиевых заглушек.

Материалы и технология изготовления поршневых пальцев
Пальцы изготавливают из легированной или углеродистой стали. Для достижения требуемой твердости после изготовления пальцы подвергаются цементации на глубину 1…2 мм с последующей закалкой и отпуском.
Для менее нагруженных двигателей пальцы подвергаются только поверхностной закалке при нагреве токами высокой частоты.
Пальцы изготавливаются с высокой точностью и подбираются к поршням и шатунам индивидуально, особенно для высокооборотистых двигателей.
Подвижные детали
Поршневая группа включает в себя поршень, поршневые кольца, поршневой палец с фиксирующими деталями. Поршень воспринимает усилие расширяющихся газов при рабочем ходе и передает его через шатун на кривошип коленчатого вала; осуществляет подготовительные такты; уплотняет надпоршневую полость цилиндра как от прорыва газов в картер, так и от излишнего проникновения в нее смазочного материала.
Поршень состоит из головки поршня и направляющей части — юбки поршня. С внутренней стороны имеются приливы — бобышки с гладкими отверстиями под поршневой палец. Для фиксации пальца в отверстиях проточены канавки под стопорные кольца. В зоне выхода отверстий на внешних стенках юбки выполняются местные углубления, где стенки юбки не соприкасаются со стенками цилиндров. Таким образом получаются так называемые холодильники. Для снижения температуры нагрева направляющей поршня в карбюраторных двигателях головку поршня отделяют две поперечные симметричные прорези (двигатели ЗИЛ-508.10 и ЗМЗ-53.11), которые препятствуют отводу теплоты от днища. Нагрев, а следовательно, и тепловое расширение поршня по высоте неравномерны. Поэтому поршни выполняют в виде конуса овального сечения. Головка поршня имеет диаметр меньше, чем направляющая. В быстроходных двигателях, особенно при применении коротких шатунов, скорость изменения боковой силы довольно значительна. Это приводит к удару поршня о цилиндр. Чтобы избежать стуков, при перекладке поршневые пальцы смещают на 1,4—1,6 мм в сторону действия максимальной боковой силы, что приводит к более плавной перекладке и снижению уровня шума. Головка поршня состоит из днища и образующих ее стенок, в которых имеются канавки под поршневые кольца. В нижней канавке находятся дренажные отверстия для отвода масла диаметром 2,5—3 мм. Днище головки является одной из
стенок камеры сгорания и воспринимает давление газов, омывается открытым пламенем и горячими газами. Для увеличения прочности днища и повышения общей жесткости головки ее стенки выполняются с массивными ребрами. Днища поршней изготовляют плоскими, выпуклыми, вогнутыми и фигурными. Форма выбирается с учетом типа двигателя, камеры сгорания, процесса
смесеобразования и технологии изготовления поршней.
Поршневые кольца — элементы уплотнения поршневой группы, обеспечивающие герметичность рабочей полости цилиндра и отвод теплоты от головки поршня. По назначению кольца подразделяются на компрессионные — препятствующие прорыву газов в картер и отводу теплоты в стенки цилиндра, и маслосъемные обеспечивающие равномерное распределение масла по поверхности цилиндра и препятствующие проникновению масла в камеру сгорания. Изготовляются кольца из специального легированного чугуна или стали. Разрез кольца, называемый замком, может быть прямым, косым или ступенчатым. По форме и конструкции
поршневые кольца дизелей делятся на трапециевидные, с конической поверхностью, с конической поверхностью и подрезом, маслосъемные, пружинящие. Для повышения износостойкости первого компрессионного кольца, работающего в условиях высоких температур и граничного трения, его
поверхность покрывают пористым хромом.
Устанавливая на поршень поршневые кольца, необходимо следить за тем, чтобы замки соседних колец были смещены один относительно другого на некоторый угол (90 —180°). Поршневой палец обеспечивает шарнирное соединение шатуна с поршнем. Поршневые пальцы изготовляют из малоуглеродистых сталей. Рабочую поверхность тщательно обрабатывают и шлифуют. Для уменьшения массы палец выполняют пустотелым.
Шатун шарнирно соединяет поршень с кривошипом коленчатого вала. Он воспринимает от поршня и передает коленчатому валу усилие давления газов при рабочем ходе, обеспечивает перемещение поршней при совершении вспомогательных тактов. Шатун работает в условиях
значительных нагрузок, действующих по его продольной оси. Шатун состоит из верхней головки, в которой имеется гладкое отверстие под подшипник поршневого пальца; стержня двутаврового сечения и нижней головки с разъемным отверстием для крепления с шатунной шейкой коленчатого вала. Крышка нижней головки крепится с помощью шатунных болтов. Шатун изготовляют методом горячей штамповки из высококачественной стали. Для смазывания подшипника поршневого пальца (бронзовая втулка) в верхней головке шатуна имеются отверстие или прорези. В двигателях марки «ЯМЗ» подшипник смазывается под давлением, для чего в стержне шатуна имеется масляный канал. Плоскость разъема нижней головки шатуна может располагаться под различными углами к продольной оси шатуна. Наибольшее распространение получили шатуны с разъемом, перпендикулярным к оси стержня. В двигателях марки «ЯМЗ», имеющим больший, чем диаметр цилиндра, размер нижней головки шатуна, выполнен косой
разъем нижней головки, так как при прямом разъеме монтаж шатуна через цилиндр при сборке двигателя становится невозможным. Для подвода масла к стенкам цилиндра на нижней головке шатуна имеется отверстие. С целью уменьшения трения и изнашивания в нижние головки шатунов устанавливают подшипники скольжения, состоящие из двух взаимозаменяемых вкладышей (верхнего и нижнего).
Вкладыши изготовляются из стальной профилированной ленты толщиной 1,3—1,6 мм для карбюраторных двигателей и 2—3,6 мм для дизелей. На ленту наносят антифрикционный сплав толщиной 0,25—0,4 мм — высокооловянистый алюминиевый сплав (для карбюраторных двигателей). На дизелях марки «КамАЗ» применяют трехслойные вкладыши, залитые свинцовистой бронзой. Шатунные вкладыши устанавливаются в нижнюю головку шатуна с натягом 0,03—0,04 мм. От осевого смещения и провертывания вкладыши удерживаются в своих гнездах усиками, входящими в пазы, которые при сборке шатуна и крышки должны располагаться на одной стороне шатуна.
Коленчатый вал воспринимает действия расширяющихся газов при рабочем ходе поршней, передаваемые шатунами, и преобразует их в крутящий момент. Кроме того, коленчатый вал обеспечивает движение поршней во время вспомогательных тактов и пуска двигателя. Коленчатые валы изготовляются штамповкой из среднеуглеродистых легированных сталей и литьем из модифицированного магнием чугуна. Коленчатый вал состоит из коренных и шатунных шеек, соединенных щеками, к которым крепятся противовесы (могут быть отлитыми как одно целое с валом) переднего конца коленчатого вала, на котором имеются посадочный поясок крепления газораспределительного зубчатого колеса и шкива. На заднем конце коленчатого вала имеется маслоотражательный гребень, маслосгонная резьба и фланец (может отсутствовать) для крепления маховика. В торце имеется гладкое отверстие под подшипник для опоры ведущего вала коробки передач. В коренных шейках для масляных каналов выполнены отверстия под углом к пустотелым шатунным шейкам, где масло дополнительно очищается под действием центробежных сил. Форма коленчатого вала определяется числом и расположением цилиндров, порядком работы и тактностью двигателя. В большинстве случаев применяют полноопорные коленчатые валы, т. е. каждая шатунная шейка расположена между коренными. Для повышения износостойкости поверхностный слой коренных и шатунных шеек подвергают закалке на глубину 3—4 мм с нагревом ТВЧ.
Коренные подшипники. Для коренных подшипников применяются подшипники скольжения, выполненные в виде вкладышей, основой которых является стальная лента толщиной 1,9—2,8 мм для карбюраторных двигателей и 3—6 мм для дизелей. В качестве антифрикционного материала вкладышей используют высокооловянистый алюминиевый сплав для карбюраторных двигателей и трехслойные с рабочим слоем из свинцовой бронзы.
Маховик служит для уменьшения неравномерности вращения коленчатого вала, накопления энергии во время рабочего хода поршня, необходимой для вращения вала в течение подготовительных тактов, и вывода деталей КШМ из МВТ и НВТ. В многоцилиндровых двигателях маховик является, в основном, накопителем кинетической энергии, необходимой для пуска двигателя и обеспечения плавного трогания автомобиля с места. Маховики отливают из чугуна в виде диска с массивным ободом и проводят его динамическую балансировку в сборе с коленчатым валом. На ободе маховика имеется посадочный поясок для напрессовки зубчатого венца для электрического пуска стартером. На цилиндрической поверхности маховика находятся метки или маркировочные штифты и надписи, определяющие момент прохождения ВМТ поршнем первого цилиндра. На торцевую рабочую поверхность опирается фрикционный диск сцепления. Для крепления его кожуха имеются резьбовые отверстия. Маховик центрируют по наружной поверхности фланца с помощью выточки, а положения его относительно коленчатого вала фиксируют установочным штифтом или несимметричным расположением отверстий крепления
Каково назначение устройство и работа поршневых пальцев кратко
Поршневой палец входит в состав КШМ (кривошипно-шатунного механизма), имеет цилиндрическую форму и служит осью качания шатуна в месте соединения с поршнем. Благодаря поршневому пальцу обеспечивается подвижное шарнирное соединение поршня и головки шатуна.
В двигателях автомобилей используются полые поршневые пальцы. Полая часть детали представляет собой сквозное отверстие из двух конусов, вершины которых обращены к центру. Подобная конструкция позволяет, с одной стороны, уменьшить вес поршневого пальца, а с другой дает возможность более равномерно распределить нагрузки по поверхности. При этом центральная часть детали испытывает нагрузку больше, что определяет толщину легированной стали в этом месте.
Основным материалом изготовления является сталь 45ХА с закалкой после отливки на глубину до 1,5 мм для достижения необходимой твердости поверхности детали. Для современных высокопроизводительных мощных двигателей поршневые пальцы изготавливают из более прочных сортов легированной стали.

Разновидности поршневых пальцев
Фиксированный
К данной разновидности относятся детали, лишенные возможности вращения в одном из соединяемых элементов. Это достигается тугой посадкой поршневого пальца в отверстиях бобышки поршня или в верхней части головки шатуна, что обеспечивает осевую фиксации детали.
От использования крепления поршневого пальца в верхней головке шатуна с помощью разрезной втулки и стяжного болта, применяемого в автомобильных двигателях раньше, сегодня отказались. При таком способе крепления вращение детали осуществлялось в отверстиях бобышек поршня. Требуемый для шарнирного соединения зазор предусматривался в месте соединения поршневого пальца с бобышками поршня. Для массового производства такой способ фиксации считается самым доступным по цене. Сборка шатунно-поршневой группы при проведении ремонта двигателя выполнялась с нагревом шатуна до требуемой температуры.
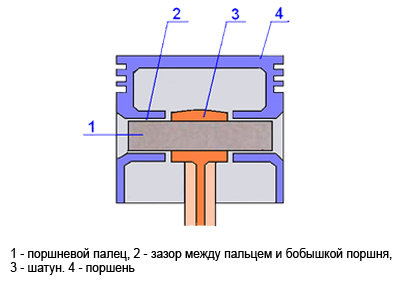
При использовании фиксированного поршневого пальца в конструкции двигателя поршневая головка шатуна не имела бронзовой втулки.
Плавающий
К нему относят детали, устанавливаемые с зазором. Требуемый зазор может быть предусмотрен в бобышках поршня или в верхней головке шатуна.
Проблема осевой фиксации поршневого пальца решается установкой стопорного кольца, для чего в бобышках поршня делают специальные проточки. Такой способ обеспечивает вращение поршневого пальца как в бобышках поршня, так и в головке шатуна. Обязательно соблюдение необходимого зазора между деталью и бобышкой поршня, с одной стороны, и между пальцем и втулкой поршневой головки шатуна, с другой.
Бронзовая втулка в поршневой головке шатуна обеспечивает уменьшение трения при использовании плавающего поршневого пальца. Размер зазоров определяется различным температурным коэффициентом расширения материалов, использованных для производства шатуна, поршневого пальца и поршня. Так в холодном состоянии обязателен небольшой натяг при вхождении в бобышки поршня, при этом во втулку верхней головки шатуна деталь должна входить без люфта. По этой причине до операции по снятию или установке плавающего поршневого пальца поршень нагревают в воде до 85°С.
Как подобрать поршневой палец?
Плавающий тип подбирают по номеру в каталоге запчастей. Также можно использовать подбор по цветовой метке внутри днища поршня. Важно! Подбирать поршневой палец необходимо с учетом размерной группы, к которой относится данная деталь и поршень. Размерные группы различаются диаметром.
Фиксированный – выбирают, ориентируясь на отверстие в поршне по номеру группы (указан на днище поршня).
Проблемы с уменьшением веса
Одна из главных задач конструкторских бюро автопроизводителей состоит в увеличении мощности двигателя при одновременном уменьшении веса агрегата. Для решения этой задачи необходимо уменьшить вес максимально возможного числа деталей двигателя, используя для этого все доступные способы.
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.

Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
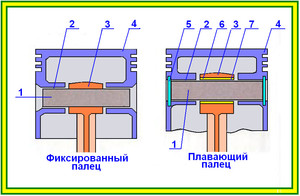
По способу осевой фиксации пальцы делятся на две группы:
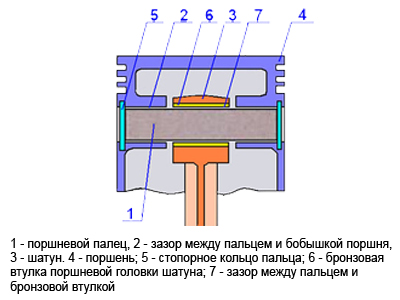
2 – Зазор между пальцем и бобышкой поршня
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня.
В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.
Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом.
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца

Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Смазка шарнирного соединения поршневого пальца с поршнем. Масло поступает по специальным масляным каналам от маслосъёмных поршневых колец.
Поршневой палец обеспечивает шарнирное соединение поршня с шатуном. Во время работы палец подвергается значительным механическим нагрузкам в различных направлениях, а также воздействию сил трения и температуры.
При четырехтактном процессе поршневой палец работает в условиях знакопеременной нагрузки, при двухтактном – в условиях, близких к пульсирующей нагрузке.
Кроме механической нагрузки палец испытывает значительную тепловую нагрузку вследствие передачи теплоты от головки поршня, а также выделения теплоты при трении поршневого пальца о головку шатуна и бобышку поршня.
В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Поршневой палец относится к деталям двигателя, совершающим во время работы возвратно-поступательное движение, поэтому его масса должна быть минимальной. Однако, как указывалось выше, через поршневой палец передаются значительные механические и тепловые нагрузки, поэтому размер и масса пальца, его конструкция, технология и материал изготовления, с учётом себестоимости массового производства, должны обеспечивать долговечную и безотказную работу.
С точки зрения сопромата, во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к увеличению сил трения, появлению трещин в бобышках поршня и последующему разрушению поршня.
Требования к конструкции поршневых пальцев
С учетом перечисленных выше условий, в которых работают поршневые пальцы, к их конструкции предъявляются определенные требования, с целью достижения высокой надежности и долговечности.
Требования, предъявляемые к поршневым пальцам:
- высокая прочность;
- минимальная масса;
- высокая износостойкость.
Надежность и долговечность поршневых пальцев — необходимое требование, поскольку их замена, монтаж и демонтаж связаны с выполнением ремонтных работ высокой трудоемкости.
Особенности конструкции поршневых пальцев
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Такой палец представляет собой гладкий цилиндрический стержень, который для уменьшения массы выполнен пустотелым.
Иногда применяют поршневые пальцы с коническими внутренними поверхностями, имеющими форму бруса равного сопротивления изгибу (тоньше к краям и толще к середине), благодаря чему уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу от маслосъемных поршневых колец через отверстия в бобышках. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым подвижными деталями кривошипно-шатунного механизма, и подаваемым к поршневому пальцу через отверстия в головке шатуна, либо маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
В зависимости от способа крепления различают три типа поршневых пальцев:
- закрепленные в бобышках поршня;
- закрепленные в верхней головке шатуна;
- плавающие, т. е. проворачивающиеся как в верхней головке шатуна, так и в бобышках поршня.
Наибольшее распространение получили плавающие пальцы (рис. 2, а, б), поскольку они изнашиваются равномернее.
Осевая фиксация плавающих пальцев обычно обеспечивается стальными пружинными стопорными кольцами, которые устанавливаются в канавках, проточенных в бобышках поршня по обе стороны пальца. Такой способ фиксации надежен и прост, но несколько уменьшает опорную длину бобышек.
Известны конструкции, когда палец фиксируется при помощи мягких алюминиевых заглушек.
Материалы и технология изготовления поршневых пальцев
Пальцы изготавливают из легированной или углеродистой стали. Для достижения требуемой твердости после изготовления пальцы подвергаются цементации на глубину 1…2 мм с последующей закалкой и отпуском.
Для менее нагруженных двигателей пальцы подвергаются только поверхностной закалке при нагреве токами высокой частоты.
Пальцы изготавливаются с высокой точностью и подбираются к поршням и шатунам индивидуально, особенно для высокооборотистых двигателей.

Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных — только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки.
В кривошипном механизме быстроходных автомобильных двигателей поршневые пальцы желательно иметь возможно меньшего веса, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения. Поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять воздействию ударных нагрузок при общем ограниченном весе.
Чтобы удовлетворить эти жесткие требования, поршневые пальцы изготовляют в виде полого стального цилиндра с небольшой толщиной стенок (рис.) и подвергают их соответствующей термической и тщательной механической обработке.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют, например, хромистые—15Х, 40Х и другие легированные качественные стали. Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е науглероживают поверхностный их слой, и подвергают закаливанию; из среднеуглеродистых сталей пальцы закаливают, нагревая поверхностный слой их токами высокой частоты. Толщина закаленного слоя обычно составляет 1—1,5 мм, а твердость HRC 55—60 (шкала С по Роквеллу). После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
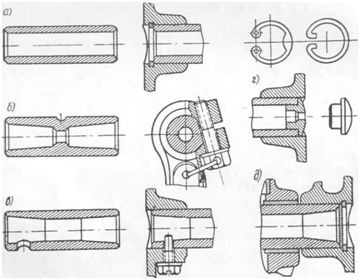
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня. По способу фиксации пальцев они подразделяются на плавающие и закрепленные. Закрепленными считаются пальцы, неподвижно зафиксированные в головке шатуна или в бобышках поршня В головке шатуна палец закрепляют с помощью стяжного болта устанавливаемого в разрезную головку (см. рис. б). Палец сохраняет в этом случае угловое перемещение только в бобышках. Чугунные поршни при таком креплении пальцев снабжают бронзовыми втулками, уменьшающими потери на трение и предотвращающими возможные задиры трущихся поверхностей. Крепление пальца в бобышках поршня осуществляется с помощью стопорного болта, который на резьбе заворачивается в бобышку и проходит через сделанное для этой цели отверстие в стенке пальца (см. рис. в). Поэтому угловое перемещение пальца сохраняется только в головке шатуна с запрессованной в нее в качестве подшипника бронзовой втулкой.
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы. Плавающие пальцы фиксируются только от осевого смещения, как показано на рис. а и г. В процессе работы они могут свободно поворачиваться как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов он подбирается с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев. Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60—80°С путем погружения в горячую жидкость, например в нейтральное масло.
Плавающие поршневые пальцы получили наибольшее распространение в автомобильных, тракторных и других быстроходных двигателях. Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (см. рис. а) и реже для этой цели используют грибки из мягкого металла (см. рис. г). Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Глубина проточек под стопорные кольца выбирается так, что последние примерно наполовину выступают из них и надежно фиксируют палец от осевых перемещений. Кольца вынимаются из канавок с помощью отогнутых внутрь концов или имеющихся у них отверстий (см. рис. а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца и при осевом перемещении его соприкасаются с зеркалом цилиндра, но не разрушают стенок.
Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими в этом случае возможное перетекание газов между впускными и выпускными окнами. На двухтактных дизелях ЯМЗ пальцы с торцов закрываются стальными заглушками. От осевого перемещения пальцы в этих двигателях фиксируются стопорными кольцами, показанными на рис. д.