Притирка клапанов лансер 9
Правила форума
При создании темы или вопроса с описанием проблемы обязательно указывайте полную информацию об авто (страна, год, двигатель, кпп), указывайте какие действия выполнялись. По вопросам запасных частей указывайте вин или номер кузова полностью.Не забывайте указывать в профиле город проживания.
Вопрос по притирке клапанов
нагуглил
Теперь вкраце о процессе притирки. Существует много разных способов притирки, а я делал так:
Кладем ГБЦ на стол.
После рассухаривания очередной пары клапанов, снимаем с каждого обе пружины и нижнюю тарелку и вынимаем сами клапаны. Пружины потом желательно ставить на свое место к впускному и выпускному клапану. На ГБЦ еще остаются тонкие шайбы.
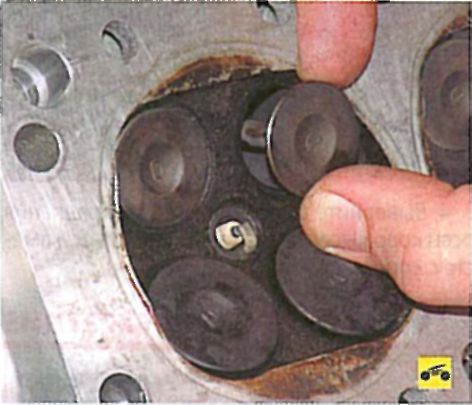
Аккуратно очищаем камеру сгорания и седла (не царапайте рабочую поверхность седел) от нагара, заткнув отверстие направляющей втулки куском тряпки. Все продуваем.
Берем новый клапан, стержень смазываем маслом, на седло наносим притирочную пасту, вставляем клапан на место. Поворачиваем ГБЦ вокруг продольной оси, чтобы был доступ к торцу клапана.
Берем кусок дюритового шланга, например от бензопровода, длиной сантиметров 10, важно чтобы он плотно надевался на торец клапана. В электродрель зажимаем сверло подходящего диаметра. Один конец трубки надеваем на сверло, а другой на клапан. Включаем дрель на небольших оборотах, время от времени включая реверс, а пальцем свободной руки (в хб перчатках) поджимаем клапан к седлу. Добавляем пасту если надо. В результате на седле и клапане должен образоваться равномерный серый поясок шириной около 2 мм. Затем проводим тонкую притирку другой пастой из комплекта.
Проверку качества притирки можно сделать несколькими способами:
а) С помощью простого карандаша.
Нанесите несколько поперечных меток на фаске тарелки клапана и на седле. Прокрутите клапан несколько раз туда-сюда. Если останутся нестертые метки, значит шлифовку надо продолжить.
б) С помощью керосина.
Можно залить в камеру сгорания керосин, если в течение одной минуты нет значительной течи из под клапана, значит притирку можно считать законченной. В книжке указывается время 3 мин. при установленных пружинах. Я проверял, если при снятых пружинах нет значительной течи керосина в течение одной минуты, то при установленных пружинах в течение 3 мин. будет все сухо.
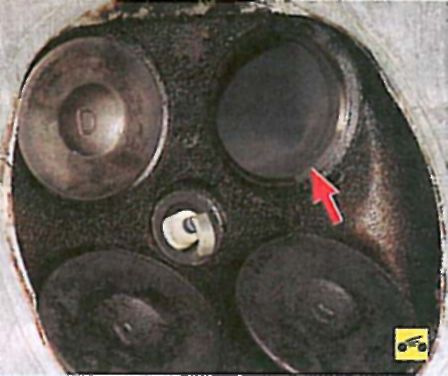
У меня притирка клапанов заняла довольно значительное время, особенно долго пришлось притирать поврежденное седло, там где был прогоревший клапан.
Ну вот, очередная пара клапанов притерта, теперь все тщательно очищаем, протираем, продуваем от остатков пасты. Переворачиваем ГБЦ пружинами вверх и снимаем старые маслосъемные колпачки. Для этого советую купить специальный съемник с цанговым зажимом. Зажимаем старый колпачек в цангу и после 2х-3х ударов снимаем его. Протираем посадочное место тряпкой.
Теперь о напрессовке новых колпачков. Эта операция чрезвычайно простая:
Обильно поливаем стержни клапанов маслом и вставляем их на место. В камеру сгорания подкладываем какую-нибудь тряпочку, чтобы клапана не проваливались и переворачиваем стержнями клапанов вверх, надеваем на торец клапана пластиковый стаканчик, который был в комплекте с колпачками и надвигаем колпачек до упора в направляющую втулку клапана. Стакнчик снимаем. Пластиковый стаканчик защищает рабочие кромки колпачка в процессе его надевания на клапан от повреждений об острые кромки кольцевой выточки под сухари и торца клапана.
Берем оправку для напрессовки колпачков, приобретите ее заранее, если у вас ее нет. Смазываем маслом посадочное место колпачка и легкими ударами напрессовываем его до появления звонкого звука. Визуально проверяем, что колпачек сел до упора. Единственно, у меня возникла проблемка с напрессовкой крайних колпачков у первого и четвертого цилиндра – мешают шпильки корпуса распредвала, пришлось их временно вывернуть.
Ну вот, теперь устанавливаем нижнюю тарелку и пружины на место и засухариваем клапан с помощью той же струбцины. Когда все клапана и МСК установлены, устанавливаем выпускной и впускной коллекторы, очистив от грязи их фланцы, обязательно используем новые прокладки. Затягиваем все гайки необходимым моментом (я использовал динамометрический ключ). Еще раз очищаем привалочную поверхность ГБЦ от остатков грязи и переходим к процессу сборки.
Внешним признаком износа маслосъемных колпачков является кратковременное появление голубого дыма из выхлопной трубы после пуска двигателя и при торможении двигателем после длительного движения под нагрузкой. При этом постоянного дымления обычно не наблюдается. Косвенные признаки — увеличенный расход масла при отсутствии внешних течей и замасленные электроды свечей зажигания.
Заменить маслосъемные колпачки можно, не снимая с двигателя головку блока цилиндров.
Замена колпачков показана на примере двигателя SOHC (мод. 4G18). Основное отличие головки блока двигателя DOHC (мод. 4G63) — в конструкции крепления распределительных валов, уложенных в постели подшипников головки и закрепленных съемными крышками подшипников (при замене маслосъемных колпачков у этого двигателя нужно снимать распределительные валы). Клапанные узлы обеих головок конструктивно одинаковы и отличаются только размерами деталей. Маслосъемные колпачки заменяют одинаковыми приемами.

. приспособление для сжатия пружин клапанов.

. инерционный съемник маслосъемных колпачков. На другом конце показанного съемника есть оправка для напрессовки колпачков. При отсутствии такого съемника потребуются пассатижи для снятия колпачков и оправка подходящего диаметра для их напрессовки на направляющие втулки клапанов.
При таком положении коленчатого вала в ВМТ находятся поршни 1-го и 4-го цилиндров. Это дает возможность «рассухарить» клапаны указанных цилиндров без риска уронить их в цилиндр.
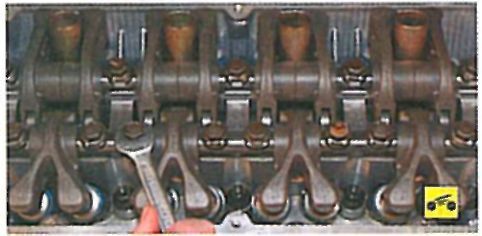
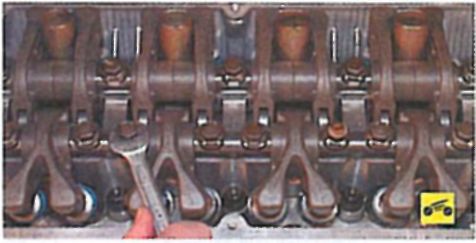
5. Выверните тринадцать болтов крепления осей коромысел клапанов.
На болтах крепления осей коромысел установлены сухари. Не потеряйте их и установите на прежние места при сборке головки блока.


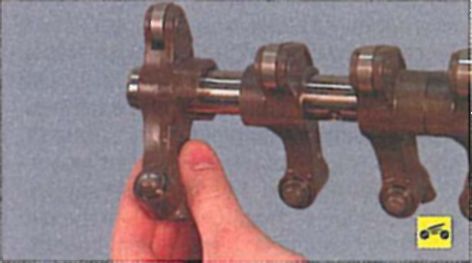
6. . и снимите оси вместе с коромыслами.
Если вы не предполагаете заменять коромысла клапанов, их оси и распределительный вал, не снимайте коромысла с осей, чтобы при сборке установить их на прежние места.

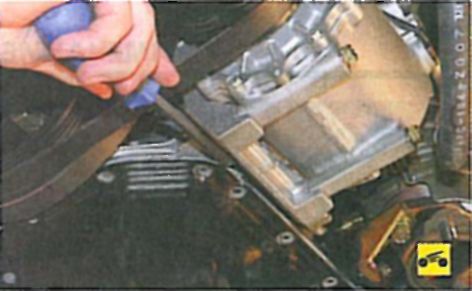
7. Установите приспособление для сжатия пружин клапанов, ввернув в одно из отверстий головки блока болт крепления оси коромысел клапанов и зацепив приспособление за этот болт.

8. Сожмите приспособлением пружину клапана.

9. Выньте из тарелки пружины пинцетом или намагниченной отверткой два сухаря. Затем снимите приспособление.

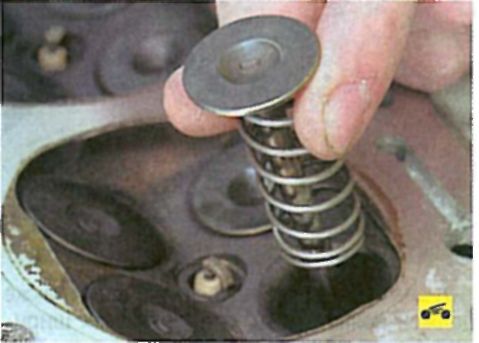
10. Снимите тарелку пружины..
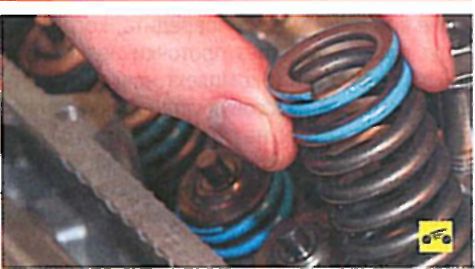
11. . и пружину клапана.

Опорную шайбу пружины клапана можно не снимать, так как она не мешает замене маслосъемного колпачка.
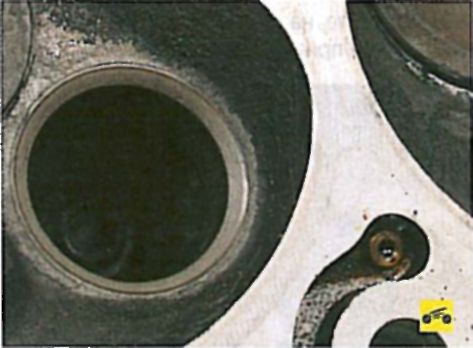
12. Спрессуйте маслосъемный колпачок с направляющей втулки клапана. Для этого установите на колпачок цангу приспособления для снятия маслосъемных колпачков и резко ударьте бойком по втулке цанги. Затем так же резко ударьте бойком по ручке приспособления, спрессовав тем самым колпачок с втулки.
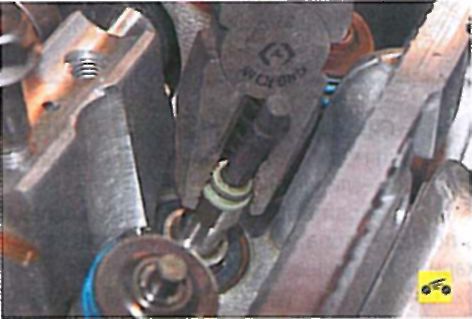
13. При отсутствии приспособления для снятия колпачков снимите колпачок пассатижами. В этом случае усилие нужно прикладывать строго вверх и не проворачивать колпачок, чтобы не повредить направляющую втулку клапана.
Не снимайте колпачок, поддевая его с двух сторон отвертками. Направляющая втулка, на которую надет колпачок, изготовлена из металлокерамики, и ее кромка легко откалывается.
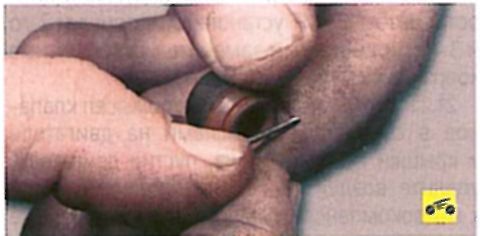
14. Перед установкой новых маслосъемных колпачков рекомендуем снять с них пружины, иначе колпачки можно повредить, когда они будут проходить через проточки под сухари на клапанах. Если в комплект новых колпачков входит пластмассовая установочная втулка, пружины можно не снимать. В этом случае наденьте втулку на стержень клапана.
15. Смажьте внутреннюю поверхность маслосъемного колпачка моторным маслом и продвиньте колпачок по стержню клапана до направляющей втулки.
16. Установите оправку для запрессовки колпачка. Легкими ударами бойка по оправке запрессуйте колпачок до упора. При отсутствии специального приспособления можно подобрать цилиндрическую оправку подходящего диаметра и через нее напрессовывать колпачок легкими ударами молотка по оправке.
В качестве оправки можно использовать длинную головку из набора инструментов. Нужно выбрать головку с 12 гранями и фаской внутри отверстия, чтобы головка контактировала с колпачком по сплошной окружности.
17. Снимите направляющую втулку со стержня клапана или наденьте на колпачок пружину, если ее снимали.
18. Установите пружину и тарелку клапана в порядке, обратном снятию. Установите сухари с помощью приспособления так, чтобы они встали в проточки стержня клапана. После установки сухарей ударьте молотком через металлический стержень по торцу клапана, чтобы сухари сели на место.
Если установленные с перекосом сухари останутся незафиксированными, при пуске двигателя «рассухаренный» клапан провалится в цилиндр, что приведет к серьезной аварии двигателя.
19. Аналогично замените маслосъемные колпачки остальных трех клапанов 1-го цилиндра и четырех клапанов 4-го цилиндра.
20. Проверните коленчатый вал на пол-оборота, чтобы в ВМТ установились поршни 2-го и 3-го цилиндров, и замените маслосъемные колпачки остальных клапанов.

Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.8).
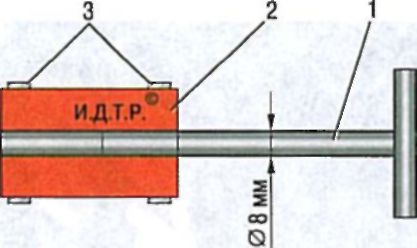
Рис. 5.8. Приспособление для притирки клапанов: 1 — металлический стержень; 2 — резиновый шланг; 3 — винтовой хомут
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Разборка головки блока показана на примере двигателя SOHC (4G18). Основное отличие головки блока двигателя DOHC (4G63) заключается в конструкции крепления распределительных валов, уложенных в постели подшипников головки и закрепленных съемными крышками подшипников, а также в передаточном узле привода (у двигателей SOНС передаточным звеном служат коромысла, установленные на осях, а у двигателя DOHC нажимные рычаги, пирающиеся на стержни клапанов и гидрокомпенсаторы зазоров). Клапанные узлы обеих головок конструктивно одинаковы и отличаются только размерами деталей. Гидрокомпенсаторы зазоров в механизме привода клапанов у обоих двигателей принципиально одинаковы по конструкции и различаются только размерами и местом установки. Приемы дефектовки и ремонта обеих головок блока одинаковы.
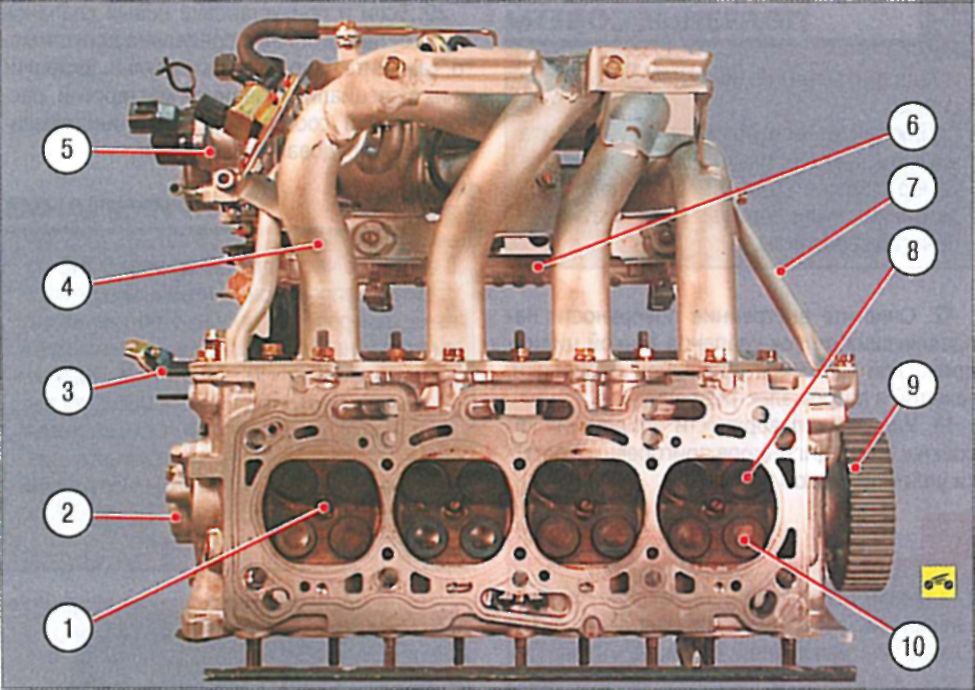
Рис. 5.6. Головка блока цилиндров двигателя SOHC, снятая с автомобиля (вид снизу): 1 — свеча зажигания; 2 — корпус датчика фазы; 3 — поддерживающий кронштейн впускной трубы; 4 — впускная труба; 5 — дроссельный узел; 6 — топливная рампа; 7 — распорка впускной трубы; 8 — впускной клапан; 9 — зубчатый шкив распределительного вала; 10 — выпускной клапан.
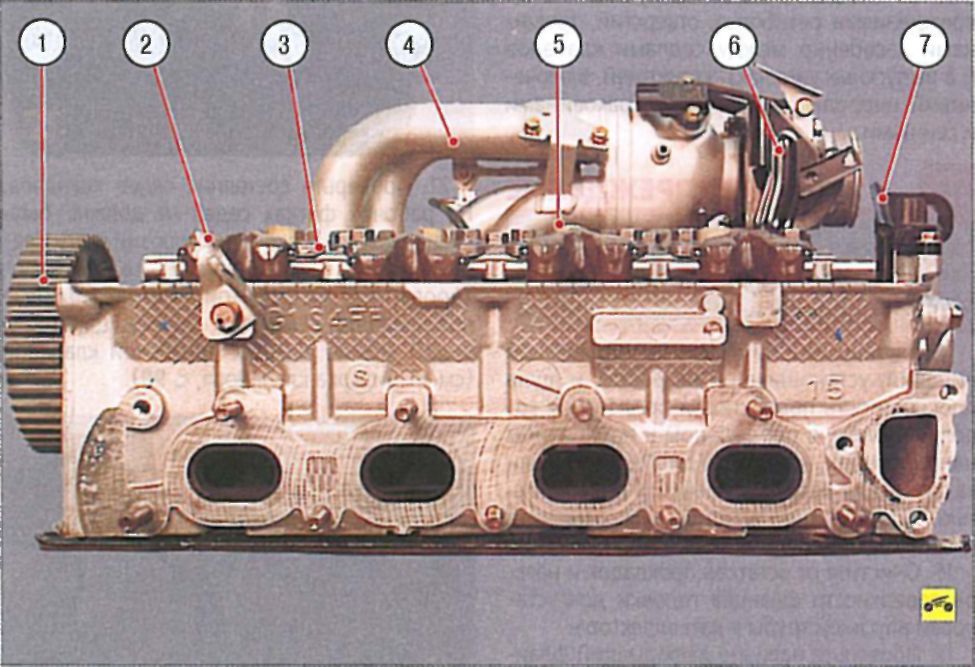
Рис. 5.7. Головка блока цилиндров двигателя SOHC, снятая с автомобиля (вид сбоку): 1 — зубчатый шкив распределительного вала; 2, 7 — транспортные проушины; 3 — ось коромысел клапанов; 4 — впускная труба; 5 — коромысло клапанов; 6 — поддерживающий кронштейн впускной трубы.
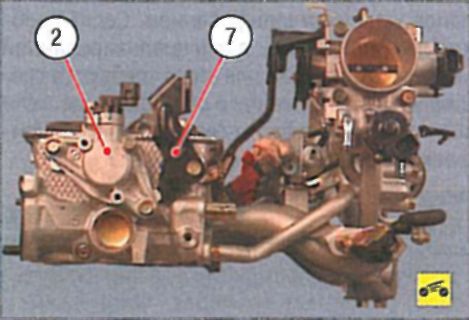
1. Выверните болты крепления и снимите корпус 2 (см. рис. 5.6) датчика фазы вместе с датчиком и транспортную проушину 7 (см. рис. 5.7).
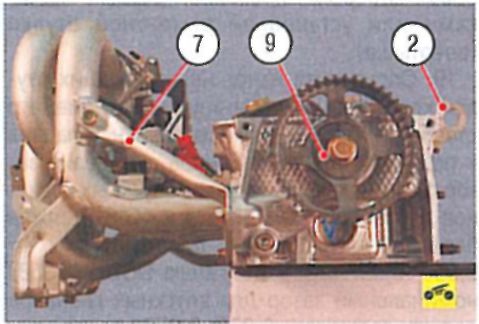
2. Выверните болты крепления и снимите распорку 7 (см. рис. 5.6) впускной трубы, зубчатый шкив 9 распределительного вала и транспортную проушину 2 (см. рис. 5.7).

3. Отверните четыре гайки (одной гайкой прикреплен и поддерживающий кронштейн впускной трубы), выверните шесть болтов крепления впускной трубы к головке блока цилиндров и снимите впускную трубу вместе с дроссельным узлом, топливной рампой и поддерживающим кронштейном. Снимите уплотнительную прокладку впускной трубы.
Уплотнительную прокладку впускной трубы заменяйте новой при каждой разборке соединения.
4. Выверните тринадцать болтов крепления осей коромысел клапанов и снимите оси вместе с коромыслами.

На болтах крепления осей коромысел установлены сухари. Не потеряйте их и установите на прежние места при сборке головки блока.
5. При необходимости снимите с осей коромысла впускных.

6. . и выпускных клапанов.
Если вы не предполагаете заменять коромысла клапанов, их оси и распределительный вал, не снимайте коромысла с осей, чтобы при сборке установить их на прежние места.
После длительной эксплуатации на верхнем торце клапана может образоваться заусенец грибообразной формы. Перед извлечением клапана из направляющей втулки удалите этот заусенец надфилем. Категорически запрещается выбивать клапан из направляющей втулки молотком через оправку без удаления заусенца, так как в этом случае неизбежно будет повреждена внутренняя поверхность втулки.
10. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов. Эти отложения можно размягчить и смыть керосином или дизельным топливом.
11. Очистите от нагара камеры сгорания и выпускные каналы. Удаляйте нагар круглой металлической щеткой, установленной в патрон электродрели.
12. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
13. Удалите с поверхности прилегания головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
14. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
15. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,1 мм, замените головку.
16. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и катколлектора.
17. Проверьте наличие деформаций фланцев для впускной трубы и катколлектора, деформированную головку замените.
18. Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
19. Определите износ направляющих втулок клапанов; измерив внутренний диаметр отверстия втулки, диаметр стержня клапана и по разности этих размеров определив зазор. Номинальный зазор для впускных клапанов двигателей SOHC (4G13 и 4G18) должен быть 0,020-0,047 мм, для выпускных — 0,030-0,057 мм. У двигателя DOHC (4G63) номинальный зазор для впускных клапанов должен составлять 0,020-0,050 мм, для выпускных — 0,050-0,090 мм. Предельно допустимый при износе зазор для впускных клапанов всех двигателей 0,10 мм, для выпускных — 0,15 мм.
20. Если и при установке новых клапанов зазор остается больше предельно допустимого, замените направляющие втулки. Заменяйте их в специализированной мастерской, располагающей соответствующими инструментами и оборудованием.
В запасные части для двигателей SOHC поставляют направляющие втулки двух ремонтных размеров, увеличенные по наружному диаметру на 0,05 и 0,25 мм, с наружными диаметрами 10,55-10,57 мм и 10,75-10,77 мм соответственно. Для двигателя DOHC поставляют направляющие втулки трех ремонтных размеров, увеличенные по наружному диаметру на 0,05; 0,25 и 0,50 мм, с наружными диаметрами 12,05-12,07 мм; 12,25-12,27 мм и 12,50-12,52 мм соответственно.
22. Более значительные дефекты седел клапанов устраняют шлифованием. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если значительные дефекты седел устранить шлифовкой не удается, замените седла.
В запасные части поставляют седла клапанов двух ремонтных размеров, увеличенные по наружному диаметру на 0,3 и 0,6 мм, с наружными диаметрами седел впускных клапанов двигателей SOHC 30,30-30,32 мм и 30,60-30,62 мм, седел выпускныхклапанов — 28,30-28,32 мм и 28,60-28,62 мм соответственно. У двигателя DOHC диаметры седел впускных клапанов 35,30-35,33 мм и 35,60-35,63 мм, выпускных — 33,30-33,33 мм и 33,60-33,63 мм соответственно.
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
24. Проверьте общую длину клапанов. Номинальная длина впускных клапанов двигателей SOHC составляет 111,56 мм, выпускных — 114,71 мм, двигателя DOHC — 109,50 мм и 109,70 мм соответственно. При износе торцов стержней минимально допустимая длина впускных клапанов двигателей SOHC -111,06 мм, выпускных клапанов — 114,21 мм, двигателя DOHC — 109,00 мм и 109,20 мм соответственно. Если общая длина клапанов меньше допустимой, замените.
25. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
26. Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
27. Установите клапан в направляющую втулку до упора в седло и проверьте выступание стержня клапана над опорной плоскостью головки блока для пружин клапанов. Номинальное выступание стержней впускных клапанов двигателей SOHC 53,21 мм, выпускных — 54,10 мм, двигателя DOHC — 49,20 и 48,40 мм соответственно. При износе стержней предельно допустимое выступание впускных клапанов двигателей SOHC 53,71 и 54,60 мм, двигателя DOHC — 49,70 и 48,90 мм соответственно. Если стержень клапана выступает над плоскостью головки на большую величину, замените клапан. Если выступание стержня нового клапана снова больше допустимого значения, необходимо заменить седло клапана.
28. Замените маслосъемные колпачки независимо от их состояния.
29. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допуска ются. Номинальная длина пружины в свободном состоянии для двигателей SOHC составляет 50,87 мм, минимально допустимая — 49,87 мм, для двигателя DOHC — 47,00 и 46,00 мм соответственно. Пружины, имеющие длину меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4 ο ) или с трещинами замените.
30. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
32. Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы и катколлектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
клапанов — 28,30-28,32 мм и 28,60-28,62 мм соответственно. У двигателя DOHC диаметры седел впускных клапанов 35,30-35,33 мм и 35,60-35,63 мм, выпускных — 33,30-33,33 мм и 33,60-33,63 мм соответственно.
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
24. Проверьте общую длину клапанов. Номинальная длина впускных клапанов двигателей SOHC составляет 111,56 мм, выпускных — 114,71 мм, двигателя DOHC — 109,50 мм и 109,70 мм соответственно. При износе торцов стержней минимально допустимая длина впускных клапанов двигателей SOHC -111,06 мм, выпускных клапанов — 114,21 мм, двигателя DOHC -109,00 мм и 109,20 мм соответственно. Если общая длина клапанов меньше допустимой, замените.
25. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
26. Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
27. Установите клапан в направляющую втулку до упора в седло и проверьте выступа-ние стержня клапана над опорной плоскостью головки блока для пружин клапанов. Номинальное выступание стержней впускных клапанов двигателей SOHC 53,21 мм, выпускных — 54,10 мм, двигателя DOHC — 49,20 и 48,40 мм соответственно. При износе стержней предельно допустимое выступание впускных клапанов двигателей SOHC 53,71 и 54,60 мм, двигателя DOHC — 49,70 и 48,90 мм соответственно. Если стержень клапана выступает над плоскостью головки на большую величину, замените клапан. Если выступание стержня нового клапана снова больше допустимого значения, необходимо заменить седло клапана.
28. Замените маслосъемные колпачки независимо от их состояния.
29. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допуска-
ются. Номинальная длина пружины в свободном состоянии для двигателей SOHC составляет 50,87 мм, минимально допустимая -49,87 мм, для двигателя DOHC — 47,00 и 46,00 мм соответственно. Пружины, имеющие длину меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4 е ) или с трещинами замените.
30. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
32. Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы и катколлектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.

Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.8).

Рис. 5.8. Приспособление для притирки клапанов: 1 — металлический стержень; 2 — резиновый шланг; 3 — винтовой хомут
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.

3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

При отсутствии какого-либо приспособления притереть клапан можно с помощью
Притирка клапанов Mitsubishi Lancer 9
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.8).
Рис. 5.8. Приспособление для притирки клапанов: 1 — металлический стержень; 2 — резиновый шланг; 3 — винтовой хомут
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Диагностика и ремонт Mitsubishi
Вопрос по притирке клапанов
Вопрос по притирке клапанов
нагуглил
Теперь вкраце о процессе притирки. Существует много разных способов притирки, а я делал так:
Кладем ГБЦ на стол.
После рассухаривания очередной пары клапанов, снимаем с каждого обе пружины и нижнюю тарелку и вынимаем сами клапаны. Пружины потом желательно ставить на свое место к впускному и выпускному клапану. На ГБЦ еще остаются тонкие шайбы.
Аккуратно очищаем камеру сгорания и седла (не царапайте рабочую поверхность седел) от нагара, заткнув отверстие направляющей втулки куском тряпки. Все продуваем.
Берем новый клапан, стержень смазываем маслом, на седло наносим притирочную пасту, вставляем клапан на место. Поворачиваем ГБЦ вокруг продольной оси, чтобы был доступ к торцу клапана.
Берем кусок дюритового шланга, например от бензопровода, длиной сантиметров 10, важно чтобы он плотно надевался на торец клапана. В электродрель зажимаем сверло подходящего диаметра. Один конец трубки надеваем на сверло, а другой на клапан. Включаем дрель на небольших оборотах, время от времени включая реверс, а пальцем свободной руки (в хб перчатках) поджимаем клапан к седлу. Добавляем пасту если надо. В результате на седле и клапане должен образоваться равномерный серый поясок шириной около 2 мм. Затем проводим тонкую притирку другой пастой из комплекта.
Проверку качества притирки можно сделать несколькими способами:
а) С помощью простого карандаша.
Нанесите несколько поперечных меток на фаске тарелки клапана и на седле. Прокрутите клапан несколько раз туда-сюда. Если останутся нестертые метки, значит шлифовку надо продолжить.
Можно залить в камеру сгорания керосин, если в течение одной минуты нет значительной течи из под клапана, значит притирку можно считать законченной. В книжке указывается время 3 мин. при установленных пружинах. Я проверял, если при снятых пружинах нет значительной течи керосина в течение одной минуты, то при установленных пружинах в течение 3 мин. будет все сухо.
У меня притирка клапанов заняла довольно значительное время, особенно долго пришлось притирать поврежденное седло, там где был прогоревший клапан.
Ну вот, очередная пара клапанов притерта, теперь все тщательно очищаем, протираем, продуваем от остатков пасты. Переворачиваем ГБЦ пружинами вверх и снимаем старые маслосъемные колпачки. Для этого советую купить специальный съемник с цанговым зажимом. Зажимаем старый колпачек в цангу и после 2х-3х ударов снимаем его. Протираем посадочное место тряпкой.
Теперь о напрессовке новых колпачков. Эта операция чрезвычайно простая:
Обильно поливаем стержни клапанов маслом и вставляем их на место. В камеру сгорания подкладываем какую-нибудь тряпочку, чтобы клапана не проваливались и переворачиваем стержнями клапанов вверх, надеваем на торец клапана пластиковый стаканчик, который был в комплекте с колпачками и надвигаем колпачек до упора в направляющую втулку клапана. Стакнчик снимаем. Пластиковый стаканчик защищает рабочие кромки колпачка в процессе его надевания на клапан от повреждений об острые кромки кольцевой выточки под сухари и торца клапана.
Берем оправку для напрессовки колпачков, приобретите ее заранее, если у вас ее нет. Смазываем маслом посадочное место колпачка и легкими ударами напрессовываем его до появления звонкого звука. Визуально проверяем, что колпачек сел до упора. Единственно, у меня возникла проблемка с напрессовкой крайних колпачков у первого и четвертого цилиндра – мешают шпильки корпуса распредвала, пришлось их временно вывернуть.
Ну вот, теперь устанавливаем нижнюю тарелку и пружины на место и засухариваем клапан с помощью той же струбцины. Когда все клапана и МСК установлены, устанавливаем выпускной и впускной коллекторы, очистив от грязи их фланцы, обязательно используем новые прокладки. Затягиваем все гайки необходимым моментом (я использовал динамометрический ключ). Еще раз очищаем привалочную поверхность ГБЦ от остатков грязи и переходим к процессу сборки.
Mitsubishi Lancer 9. Притирка клапанов двигателя
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.8).

Рис. 5.8. Приспособление для притирки клапанов: 1 — металлический стержень; 2 — резиновый шланг; 3 — винтовой хомут
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.

3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.

7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Как притирать клапана лансер 9
нагуглил
Теперь вкраце о процессе притирки. Существует много разных способов притирки, а я делал так:
Кладем ГБЦ на стол.
После рассухаривания очередной пары клапанов, снимаем с каждого обе пружины и нижнюю тарелку и вынимаем сами клапаны. Пружины потом желательно ставить на свое место к впускному и выпускному клапану. На ГБЦ еще остаются тонкие шайбы.
Аккуратно очищаем камеру сгорания и седла (не царапайте рабочую поверхность седел) от нагара, заткнув отверстие направляющей втулки куском тряпки. Все продуваем.
Берем новый клапан, стержень смазываем маслом, на седло наносим притирочную пасту, вставляем клапан на место. Поворачиваем ГБЦ вокруг продольной оси, чтобы был доступ к торцу клапана.
Берем кусок дюритового шланга, например от бензопровода, длиной сантиметров 10, важно чтобы он плотно надевался на торец клапана. В электродрель зажимаем сверло подходящего диаметра. Один конец трубки надеваем на сверло, а другой на клапан. Включаем дрель на небольших оборотах, время от времени включая реверс, а пальцем свободной руки (в хб перчатках) поджимаем клапан к седлу. Добавляем пасту если надо. В результате на седле и клапане должен образоваться равномерный серый поясок шириной около 2 мм. Затем проводим тонкую притирку другой пастой из комплекта.
Проверку качества притирки можно сделать несколькими способами:
а) С помощью простого карандаша.
Нанесите несколько поперечных меток на фаске тарелки клапана и на седле. Прокрутите клапан несколько раз туда-сюда. Если останутся нестертые метки, значит шлифовку надо продолжить.
б) С помощью керосина.
Можно залить в камеру сгорания керосин, если в течение одной минуты нет значительной течи из под клапана, значит притирку можно считать законченной. В книжке указывается время 3 мин. при установленных пружинах. Я проверял, если при снятых пружинах нет значительной течи керосина в течение одной минуты, то при установленных пружинах в течение 3 мин. будет все сухо.
У меня притирка клапанов заняла довольно значительное время, особенно долго пришлось притирать поврежденное седло, там где был прогоревший клапан.
Ну вот, очередная пара клапанов притерта, теперь все тщательно очищаем, протираем, продуваем от остатков пасты. Переворачиваем ГБЦ пружинами вверх и снимаем старые маслосъемные колпачки. Для этого советую купить специальный съемник с цанговым зажимом. Зажимаем старый колпачек в цангу и после 2х-3х ударов снимаем его. Протираем посадочное место тряпкой.
Теперь о напрессовке новых колпачков. Эта операция чрезвычайно простая:
Обильно поливаем стержни клапанов маслом и вставляем их на место. В камеру сгорания подкладываем какую-нибудь тряпочку, чтобы клапана не проваливались и переворачиваем стержнями клапанов вверх, надеваем на торец клапана пластиковый стаканчик, который был в комплекте с колпачками и надвигаем колпачек до упора в направляющую втулку клапана. Стакнчик снимаем. Пластиковый стаканчик защищает рабочие кромки колпачка в процессе его надевания на клапан от повреждений об острые кромки кольцевой выточки под сухари и торца клапана.
Берем оправку для напрессовки колпачков, приобретите ее заранее, если у вас ее нет. Смазываем маслом посадочное место колпачка и легкими ударами напрессовываем его до появления звонкого звука. Визуально проверяем, что колпачек сел до упора. Единственно, у меня возникла проблемка с напрессовкой крайних колпачков у первого и четвертого цилиндра – мешают шпильки корпуса распредвала, пришлось их временно вывернуть.
Ну вот, теперь устанавливаем нижнюю тарелку и пружины на место и засухариваем клапан с помощью той же струбцины. Когда все клапана и МСК установлены, устанавливаем выпускной и впускной коллекторы, очистив от грязи их фланцы, обязательно используем новые прокладки. Затягиваем все гайки необходимым моментом (я использовал динамометрический ключ). Еще раз очищаем привалочную поверхность ГБЦ от остатков грязи и переходим к процессу сборки.
Устраняем масложор (часть 2)

Берем ВАЗовское устройство для притирки клапанов от 16-клапанных ВАЗов. На контактную фаску клапана наносим притирочную пасту. На конец клапана надеваем устройство и крутим туда-сюда. Периодически отрывая фаску от седла. На каждый клапан уходит порядка двух минут. Я тер пока поверхность соприкосновения не станет однородно-серой.



И вот подходит время клапана обратно засухаривать. Тут надо придерживать головку уже не одной ногой, а двумя. Но у меня их (ноги) всего две. Причем как минимум одна мне нужна для того чтобы опираться на землю! Начинает вырисовываться проблема, я намерен все собирать но нормального засухаривателя нет. Психую, достаю сварку с болгаркой. Примеряюсь как быстро сделать качественный рассухариватель за минимальное время. Пока думаю, успокаиваюсь и прихожу к выводу что быстро и качественно одновременно сделать может не получиться, а рассухариватель я испорчу. Думаю дальше и прихожу к мысли что головку надо как минимум зафиксировать, тогда все может получиться гораздо приятнее. Вкручиваю в свой пенек-верстак несколько саморезов с каждой стороны. Достаю стяжки для грузов и фиксирую головку к пеньку.

Минут десять мучаюсь с первым клапаном и вот — победа! Он засухарился! Перехожу к следующему, сделал минут за 5. Главное терпение и упорство. Потом приноровился, еже приходит понимание с которой стороны первый сухарик положить, с какой второй. Засекаю время — 3 минуты на один клапан. Итого на 16 клапанов — чуть больше часа.
Ставим на место распредвалы с коромыслами. Пока ставил несколько раз выпадали гидрокомпенсаторы. Пришлось заправлять их маслом.
Выставляем распредвалы по метке.

Чистим от всякой грязи привалочные поверхности блока цилиндров и головки блока. Все что не чистится зашкуриваем нулевкой.

И собираем все в обратной разборке последовательности, не забыв перед установкой головки совместить метки шестеренки, которая находится под шкивом коленвала. Почему до установки головки — так удобнее проверить по пршням, правильно ли установлена метка.

У меня после сборки остался один неучтенный болт. Что это за болт и откуда он — ума не приложу. Обнаружил я его стоящим на блоке предохранителей (из чего можно вывод сделать что выкручен он был где-то в том районе. Если у кого-то будут соображения по поводу родины этого болта — с удовольствием выслушаю

Забыл написать про шкив коленвала. Я думал что у меня с этим будут проблемы (многие его откручивают включая стартер, обматывая ремнями и т.д.). Но на удивление он открутился достаточно легко. Я просто включил пятую передачу в коробке. На гайку шкива одел ударную головку и несколькими ударами легко его сорвал. Затягивал динамометрическим ключом рывком. Тоже один.
Все работы выполнялись в одиночестве. Только головку блока мне помогал ставить друг, потому что в сборе с впуском она достаточно тяжелая. И если съем ее не представляет трудностей, монтаж в-одиночку опасен тем, что можно поцарапать прокладку головки блока.
Работы у меня заняли пять полноценных рабочих дней. Знакомый автомеханик из гаражного сервиса сказал, что эти работы в одиночку у него занимают два дня. Не знаю, как можно сделать все это за два дня… Я два дня только чистил все внутренности (поршня, клапана, и т.д.) Думаю что минимум надо закладывать три дня в одно лицо. Надеюсь своей писаниной и фотками я кому-нибудь помогу.
Причина масложора очевидна — кольца намертво прилипли к поршню. Даже отверткой отодрать их очень проблематично. Поэтому всякие "лавры" мне очень сомнительно что в данном случае чем то могут помочь… (впрочем, лансерфорум это подтверждает — кому он помог — сущие единицы). А вот почему кольца залипают именно на лансерах — вопрос непонятный. А я решил попробовать масло "ZIC". Надеюсь отпишусь здесь про масложор не раньше чем еще через 150.000)))))
Притирка клапанов Mitsubishi Lancer 9
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.8).
Рис. 5.8. Приспособление для притирки клапанов: 1 — металлический стержень; 2 — резиновый шланг; 3 — винтовой хомут
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Капремонт ДВС. Чистка, притирка клапанов, сборка.

Продолжаю ремонтировать мотор.
В эти выходные отмыл поршни.

Рассверлил маслоотводящие отверстия до 2,5 мм.


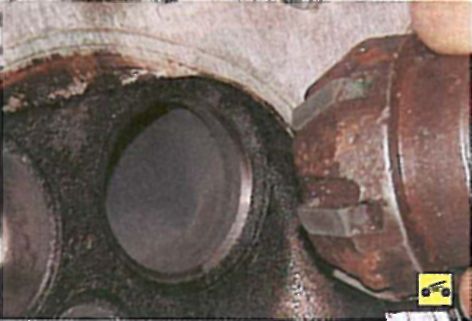
Потом занялся ГБЦ. Некоторые клапана не закрывались, нагар образовался на стержне клапана и клапан клинил в посадочном месте. О притирке клапана нет и намека.

Долго отчищал клапана и ГБЦ от нагара. Начал притирать клапана шуруповертом через резиновый шланг.

Потратил час времени, высадил оба аккумулятора, притер 4 клапана — не эффективно.
Сходил домой за другим инструментом, притирка пошла веселее.

Некоторые клапана начали прогорать, во время притирки обнаруживались раковины.

Клапана с небольшими раковинами удавалось притереть, а клапана с глубокими раковинами заменял на нормальные.

Некоторые клапана начало разбивать с торца. Это происходит от езды со стучащими гидриками. Такие клапана тоже менял (телефон не фокусируется на торце).

Притер клапана, поставил маслосъемные колпачки и установил клапана.
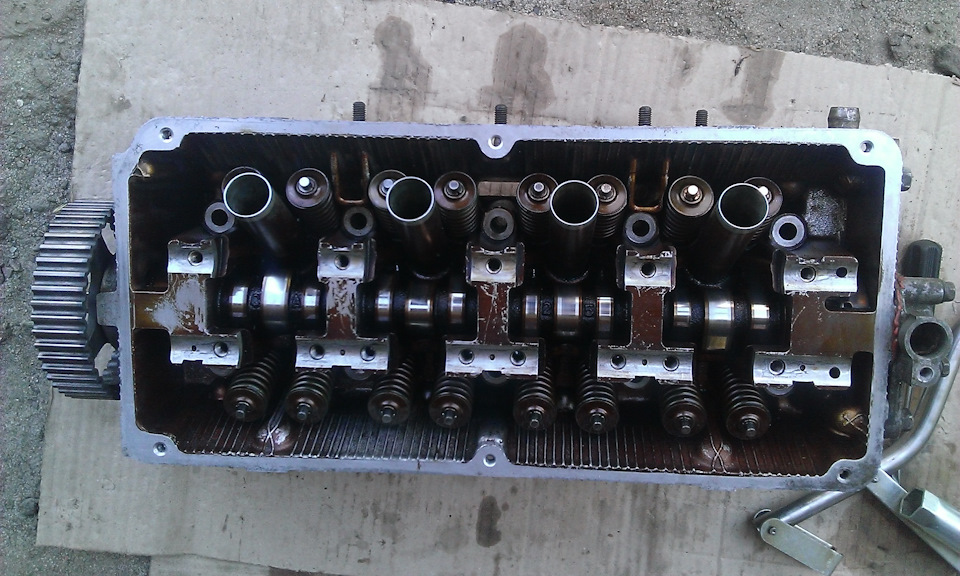
Поставил на место коромысла с осями и гидриками.

Теперь все клапана плотно закрываются.

Снял масляный насос. Год назад менял его, корпус был с трещинами. А тут снова потекло масло, нужно проверить — не развалился ли он.
Весь насос снаружи в масле.

Но он не развалился, с сальника соскочила пружинка.

Отмыл от грязи, поменял резиновое колечко, поставил на место и поставил новый сальник.
Теперь помпа. Помпу брал GMB, она без проточек под герметик, но с прокладкой.

Прокладку все равно намазал очень тонким слоем герметика с обеих сторон — так надежнее.
Пришло время устанавливать поршни. Кольца поршней заправлял в цилиндры 3-мя видами плоских отверток. Каждая из них подходила для определенной ситуации. Первый поршень вставлялся долго, остальные уже по накатанной.
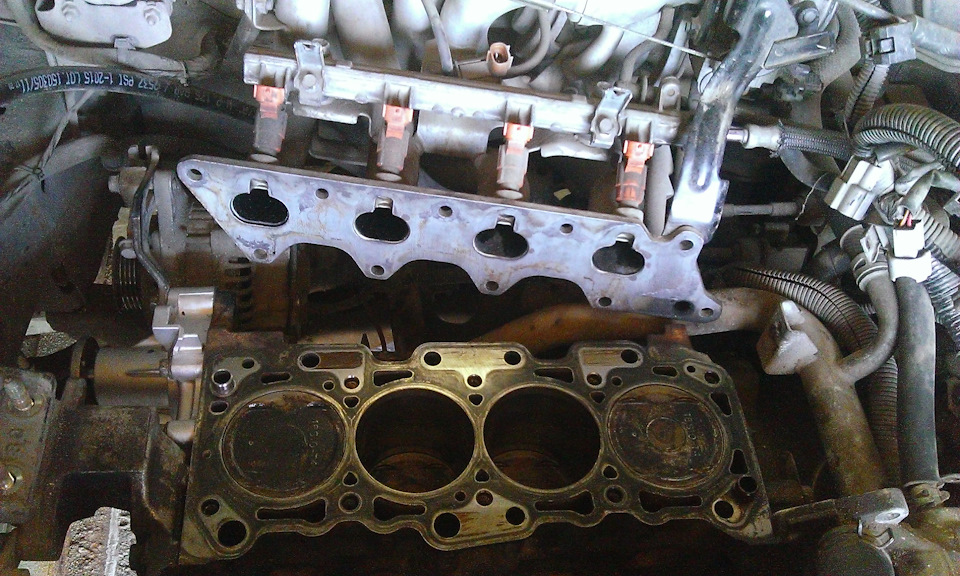
Затянул шатуны, попробовал покрутить мотор — крутится очень тяжело, как будто стоит ГБЦ и свечи, хотя поршневые кольца и вкладыши смазывал маслом. Позже приработаются.
Еще успел прикрутить маслоприемник и поддон картера.
Осталось уже немного, но выходные быстро кончаются…