Из какого металла делают поршни

По́ршень — деталь цилиндрической формы, совершающая возвратно-поступательное движение внутри цилиндра и служащая для превращения изменения давления газа, пара или жидкости в механическую работу, или наоборот — возвратно-поступательного движения в изменение давления. В поршневом механизме, в отличие от плунжерного, уплотнение располагается на цилиндрической поверхности поршня, обычно в виде одного или нескольких поршневых колец.
Содержание
Строение

Поршень подразделяется на три части, выполняющие различные функции
- днище
- уплотняющая часть
- направляющая часть (юбка)
Для передачи усилия от поршня (или наоборот) может использоваться шток, либо кривошип, который соединяется с поршнем с помощью пальца. Другие способы передачи усилия используются реже. В некоторых случаях шток может играть роль направляющего устройства, в этом случае юбка не нужна.
Поршень может быть односторонним или двухсторонним. В последнем случае поршень имеет два днища.
Днище
Форма днища зависит от выполняемой поршнем функции. К примеру, в двигателях внутреннего сгорания форма зависит от расположения свечей, форсунок, клапанов, конструкции двигателя и других факторов. При вогнутой форме днища образуется наиболее рациональная камера сгорания, но в ней более интенсивно происходит отложение нагара. При выпуклой форме днища увеличивается прочность поршня, но ухудшается форма камеры сгорания. В некоторых двухтактных двигателях днище поршня выполняется в виде выступа-отражателя для направленного движения продуктов сгорания при продувке. Расстояние от днища поршня до канавки первого компрессионного кольца называют огневым поясом поршня. В зависимости от материала, из которого сделан поршень, огневой пояс имеет минимально допустимую высоту, уменьшение которой может привести к прогару поршня вдоль наружной стенки, а также разрушению посадочного места верхнего компрессионного кольца.
Функции уплотнения, выполняемые поршневой группой, имеют большое значение для нормальной работы поршневых двигателей. О техническом состоянии двигателя судят по уплотняющей способности поршневой группы. Например, в автомобильных двигателях не допускается, чтобы расход масла из-за угара его вследствие избыточного проникновения (подсоса) в камеру сгорания превышал 3% от расхода топлива. При выгорании масла наблюдается повышенная дымность отработавших газов и двигатели снимаются с эксплуатации вне зависимости от удовлетворительности мощностных и других его показателей. [1]
Уплотняющая часть
Днище и уплотняющая часть образуют головку поршня. В уплотняющей части поршня располагаются компрессионные и маслосъёмные кольца. В некоторых конструкциях поршней из алюминиевых сплавов в его головку залит ободок из коррозионностойкого чугуна (нирезиста), в котором прорезана канавка для верхнего наиболее нагруженного компрессионного кольца. Нирезистовую вставку под верхнее поршневое кольцо имеют, в частности, поршни двигателей, выпускаемых ТМЗ (Тутаевский моторный завод). Благодаря этому значительно увеличивается износостойкость поршня. Кольцевые каналы для маслосъемных колец выполняются со сквозными отверстиями, через которые масло, снятое с зеркала цилиндра, поступает внутрь поршня и стекает в поддон картера двигателя.
Направляющая часть
Юбка поршня (тронк) является его направляющей частью при движении в цилиндре и имеет два прилива (бобышки) для установки поршневого пальца. Так как масса поршня у приливов оказывается большей, чем в других частях юбки, температурные деформации при нагреве в плоскости бобышек также будут наибольшими. Для снижения температурных напряжений поршня с двух сторон, где расположены бобышки, с поверхности юбки, удаляют металл на глубину 0,5-1,5 мм. Эти углубления, улучшающие смазывание поршня в цилиндре и препятствующие образованию задиров от температурных деформаций, называются «холодильниками». В нижней части юбки также может располагаться маслосъемное кольцо.
Материалы
К материалам, применяемым для изготовления поршней автотракторных двигателей, предъявляются следующие требования:
- высокая механическая прочность;
- малая плотность;
- хорошая теплопроводность;
- малый коэффициент линейного расширения;
- высокая коррозионная стойкость;
- хорошие антифрикционные свойства.
Для изготовления поршней применяются серые чугуны и алюминиевые сплавы.
Чугун
- Поршни из чугуна прочны и износостойки.
- Благодаря небольшому коэффициенту линейного расширения они могут работать с относительно малыми зазорами, обеспечивая хорошее уплотнение цилиндра.
- Чугун имеет довольно большой удельный вес. В связи с этим область применения чугунных поршней ограничивается сравнительно тихоходными двигателями, в которых силы инерции возвратно движущихся масс не превосходят одной шестой от силы давления газов на днище поршня.
- Чугун имеет низкую теплопроводность, поэтому нагрев днища у чугунных поршней достигает 350—400 °C. Такой нагрев нежелателен особенно в карбюраторных двигателях, так как он служит причиной возникновения калильного зажигания.
Алюминий
Подавляющее большинство современных автомобильных двигателей имеют алюминиевые поршни.
Достоинства алюминиевых поршней:
- малая масса (как минимум на 30 % меньше по сравнению с чугунными);
- высокая теплопроводность (в 3-4 раза выше теплопроводности чугуна), обеспечивающая нагрев днища поршня не более 250 °C, что способствует лучшему наполнению цилиндров и позволяет повысить степень сжатия в бензиновых двигателях;
- хорошие антифрикционные свойства.
Недостатками алюминиевых поршней являются:
- большой коэффициент линейного расширения (примерно в 2 раза больше, чем у чугуна),
- значительное снижение механической прочности при нагреве (повышение температуры до 300 °C приводит к снижению механической прочности алюминия на 50-55 % против 10 % у чугуна).
Недопустимые для нормальной работы двигателя зазоры между стенками цилиндров и алюминиевыми поршнями устраняются конструктивными мероприятиями, основными из которых являются:
- придание юбке поршня овальной или овально-конусной формы;
- изоляция тронковой (направляющей) части поршня от наиболее нагретой его части (головки);
- косой разрез юбки по всей длине, обеспечивающий пружинящие свойства стенок;
- Т- и П-образные прорези в юбке поршня не на полную её длину в сочетании с её овальностью;
- компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна.
Применение
Две основные проблемы, решаемые при проектировании моторов:
- как избежать повышенного износа поршня,
- как избежать прогара поршня.
Обе эти проблемы возникают вследствие желания конструкторов максимально облегчить поршень, поскольку это позволяет улучшить показатели моторов и компрессоров.
Поршень двигателя: конструкция, функции, причины износа и способы его предотвращения

Поршень двигателя – один из основных составных элементов цилиндро-поршневой группы. Он воспринимает давление газов, образующихся при сгорании топливно-воздушной смеси, а затем передает его на шатун.
Экстремальные условия эксплуатации поршней – высокие давления, инерционные нагрузки и температуры – требуют использования для их изготовления материалов с особыми параметрами:
- Высокой механической прочностью
- Хорошей теплопроводностью
- Малой плотностью
- Незначительным коэффициентом линейного расширения
- Антифрикционными свойствами
- Коррозионной устойчивостью
Такими свойствами обладают специальные алюминиевые сплавы, отличающиеся легкостью и термостойкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали.
Поршни могут быть литыми или коваными. Первые производятся путем литья под давлением, вторые – методом штамповки из алюминиевого сплава с небольшим добавлением кремния (около 15 %). Это значительно увеличивает их прочность и снижает степень расширения материала в диапазоне рабочих температур.
Устройство поршня

Рассмотрим каждый компонент подробнее.
Днище поршня
Форма днища зависит от типа двигателя, особенностей камеры сгорания и многих других факторов. Поршень может иметь плоское, вогнутое или выпуклое днище.
Детали с плоским днищем наиболее просты в производстве, используются как в бензиновых, так и дизельных двигателях вихрекамерного и предкамерного типа.
Поршни с вогнутым днищем свойственны для дизельных двигателей. Они обеспечивает более эффективную работу камеры сгорания, однако способствуют большему образованию отложений при сгорании топлива.
Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Днище поршня принимает на себя основную термонагрузку, в связи с чем имеет самую большую, по сравнению с другими деталями, толщину: 7-9 мм в обычных бензиновых двигателях, 11 мм – в турбомоторах, 10-16 мм – в дизельных двигателях.
Существуют также автомобили, в которых установлены поршни с толщиной днища меньше стандартной – например, в некоторых моделях Honda она составляет всего 5,5-6 мм.
Уплотняющая часть
К уплотняющей части поршня относятся поршневые кольца, установленные в специальных канавках. В большинстве современных двигателей используется три кольца – одно маслосъемное и два компрессионных.

Маслосъемные кольца, как следует из названия, предназначены для удаления излишков масла со стенок цилиндра и предотвращения их попадания в камеру сгорания. Для этих целей служат сквозные отверстия, расположенные по периметру кольца.
Сквозь них масло поступает внутрь поршня, а затем отводится в поддон картера двигателя.
Компрессионные кольца предотвращают попадание отработавших газов из камеры сгорания в картер. По форме они могут быть трапециевидными, коническими или бочкообразными. Некоторые виды колец оснащены пружинным расширителем.
Наибольшие нагрузки воспринимает первое (верхнее) компрессионное кольцо, поэтому для увеличения ресурса данной детали ее канавку укрепляют при помощи стальной вставки.
Качество колец имеет огромное значение для уплотнения поршня. В этом отношении чугунные маслосъемные кольца намного надежнее составных, так как при их установке возникает меньше ошибок.
Направляющая часть
Направляющая (тронковую) часть поршня называют юбкой. С внутренней стороны она имеет бобышки, в которых находится отверстие под поршневой палец.
Нижняя кромка юбки предназначена для расточки и подгонки поршня. На ней имеется специальный буртик, с внутренней стороны которого в процессе механической обработки снимается часть металла.
В местах отверстий под поршневой палец с наружной части юбки вырезаются специальные углубления, вследствие чего стенки этих зон не взаимодействуют со стенками цилиндра, образуя так называемые «холодильники».

Стенки юбки предназначены для восприятия бокового давления. Естественно, что трение поршня о стенки цилиндра и нагрев обеих деталей при этом увеличивается.
Чтобы обеспечить свободное перемещение поршня в цилиндре, между юбкой и стенками гильзы предусмотрен зазор. Его величина зависит от линейного расширения металла поршня и цилиндра при нормальной работе двигателя. При слишком маленьком зазоре возникает перегрев, грозящий образованием задиров на поверхностях и заклиниванием поршня в цилиндре. Большой зазор также не рекомендован, так как поршень при этом не выполняет своих уплотняющих свойств.
Многие автопроизводители еще на этапе производства поршней наносят на юбки специальные антифрикционные покрытия. Это позволяет защитить их поверхности от преждевременного износа и облегчить приработку.
 Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Средство устойчиво к длительному воздействию моторного масла, сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия MODENGY Для деталей ДВС возможна как при комнатной температуре (за 12 часов), так и при нагреве до +200 °С (за 20 минут).
Удобная аэрозольная упаковка с тщательно настроенными параметрами распыления упрощает процесс нанесения состава.
Перед использованием покрытия производитель рекомендует провести предварительную подготовку деталей Специальным очистителем-активатором MODENGY. Это гарантирует отличную адгезию материала и его долговременную работу.
MODENGY Для деталей ДВС и Специальный очиститель-активатор MODENGY доступны в одном наборе. Поэтапное использование этих средств не требует особых навыков и дополнительного оборудования.
Причины износа поршней
При ежедневной эксплуатации транспортного средства двигатель работает стабильно лишь до определенного момента. Поршни, как и любые другие элементы двигателя, подвержены износу и возникновению неисправностей.
О некорректной работе поршневой группы свидетельствуют:
- Повышенный расход моторного масла и топлива
- Выделение из выхлопной трубы синего дыма
- Нестабильная работа двигателя на холостых оборотах (вибрация рычага КПП)
- Снижение мощности двигателя и т.д.
- Нагар на свечах зажигания
При демонтаже ЦПГ могут наблюдаться проблемы, требующие срочного решения и определения причин.

Так, задиры на днище поршня возникают вследствие его перегрева, к которому, в свою очередь, могли привести нарушения процесса сгорания топливно-воздушной смеси, деформация или засорение масляной форсунки, установка поршней неправильного размера и параметров, неисправности в системе охлаждения.
Следы от ударов на днище свидетельствуют о слишком большом выступе детали, неправильной посадке клапана, отложениях масляного нагара, неподходящем уплотнении ГБЦ и др. проблемах.
К появлению трещин на днище приводят недостаточная компрессия в цилиндрах, плохое охлаждение поршня, неисправность впрыскивающей форсунки.
Поршневые кольца могут повреждаться вследствие неправильной установки поршней. В таких случаях кольца подвергаются вибрации и сильному износу в области канавок.
Радиальный износ поршней возникает вследствие избыточного количества топлива в камере сгорания: из-за сбоев в приготовлении смеси, нарушения процесса сгорания, недостаточного давления сжатия, неправильного размера выступов поршней.
Осевой износ происходит в результате загрязнения поршней продуктами износа, образующимися во время приработки двигателя.
Повреждения юбки поршня могут возникать по многим причинам. Например, вследствие ассиметричного пятна контакта, которое вызвано скручиванием и/или деформацией шатуна, большим люфтом шатунного подшипника.
Задиры, расположенные под углом, образуются из-за слишком тесной посадки поршней, ошибок при монтаже шатуна горячим прессованием, недостаточной смазки при первом пуске двигателя.
Поверхности юбки подвергаются усиленному трению из-за переобогащения топливно-воздушной смеси, ее недостаточного сжатия, неисправности пускового устройства холодного двигателя, перебоев в зажигании и т.д.
Основной причиной выхода из строя гильз является кавитация, вызванная недостаточным охлаждением, применением некачественной охлаждающей жидкости, неправильной или неточной посадкой гильз цилиндров, а также использованием неподходящих уплотнительных колец с круглым сечением.
Блестящие места в верхней части цилиндра – не что иное как масляный нагар. Он возникает вследствие неисправности некоторых деталей и проникновения масла вместе с газами во всасывающий тракт.
Возникновение вышеописанных проблем, особенно в комплексе, требует серьезного внимания и безотлагательных действий. Промедление в таких случаях грозит дорогостоящим ремонтом или полной заменой двигателя.
Присоединяйтесь
Все материалы сайта https://atf.ru/ принадлежат
ООО «НОВЫЕ РЕШЕНИЯ» ИНН 5751054390
© 2004 – 2022 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Поршень двигателя: конструктивные особенности
 В статье мы рассмотрим конструктивную особенность поршня двигателя автомобиля. Из какого сплава их делают, состав и прочие особенности поршневых колец.
В статье мы рассмотрим конструктивную особенность поршня двигателя автомобиля. Из какого сплава их делают, состав и прочие особенности поршневых колец.

Поршень двигателя представляет собой деталь, имеющую цилиндрическую форму и совершающую возвратно-поступательные движения внутри цилиндра. Он принадлежит к числу наиболее характерных для двигателя деталей, поскольку реализация термодинамического процесса, происходящего в ДВС, происходит именно при его помощи. Поршень:
-
воспринимая давление газов, передает возникающее усилие на шатун;

На фотографии выше продемонстрированы четыре такта работы поршня двигателя.
Экстремальные условия обуславливают материал изготовления поршней
Поршень эксплуатируется в экстремальных условиях, характерными чертами которых являются высокие: давление, инерционные нагрузки и температуры. Именно поэтому к основным требованиям, предъявляемым материалам для его изготовления относят:
-
высокую механическую прочность;
Требуемым параметрам соответствуют специальные алюминиевые сплавы, отличающиеся прочностью, термостойкостью и легкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали.
Поршни могут быть:
В первом варианте их изготовляют путем литья под давлением. Кованые изготовляются методом штамповки из алюминиевого сплава с небольшим добавлением кремния (в среднем, порядка 15 %), что значительно увеличивает их прочность и снижает степень расширения поршня в диапазоне рабочих температур.
Конструктивные особенности поршня определяются его предназначением

Основными условиями, определяющими конструкцию поршня, являются тип двигателя и форма камеры сгорания, особенности процесса сгорания, проходящего в ней. Конструктивно поршень представляет собой цельный элемент, состоящий из:

Отличается ли поршень бензинового двигателя от дизельного? Поверхности головок поршней двигателей бензинового и дизельного конструктивно отличаются. В бензиновом двигателе поверхность головки — плоская или близкая к ней. Иногда в ней выполняются канавки, способствующие полному открытию клапанов. Для поршней двигателей, оборудованных системой непосредственного впрыска топлива (СНВТ), свойственна более сложная форма. Головка поршня в дизельном двигателе значительно отличается от бензинового, — благодаря выполнению в ней камеры сгорания заданной формы, обеспечивается лучшее завихрение и смесеобразование.

На фотографии схема поршня двигателя.
Поршневые кольца: виды и состав

Уплотняющая часть поршня включает в себя поршневые кольца, обеспечивающие плотность соединения поршня с цилиндром. Даже самые успешные и состоятельные мужчины хотят новых ощущений. Многие уже устали от пресыщенных барышень из салонов, наглых индивидуалок и высокомерных девиц из экспорт-агентств. Поэтому поиск секса через знакомства на сайтах Новосибирска становится глотком свежего воздуха для многих. Здесь много новых мордашек, не обнаглевших от дорогих подарков, но очень горячих самочек, готовых на многое ради встречи с незнакомцем. Необязательно платить за интим, девушка может попросить подарок или поход в любимое кафе . Техническое состояние двигателя определяется его уплотняющей способностью. Зависимости от типа и предназначения двигателя выбирается число колец и их расположение. Наиболее распространенной схемой является схема из двух компрессионных и одного маслосъемного колец.Изготавливаются поршневые кольца, в основном, из специального серого высокопрочного чугуна, имеющего:
-
высокие стабильные показатели прочности и упругости в условиях рабочих температур на протяжении всего периода службы кольца;
Благодаря легирующим добавкам хрома, молибдена, никеля и вольфрама, термостойкость колец значительно повышается. Путем нанесения специальных покрытий из пористого хрома и молибдена, лужения или фосфатирования рабочих поверхностей колец улучшают их прирабатываемость, увеличивают износостойкость и защиту от коррозии.
Основным предназначением компрессионного кольца является препятствование попаданию в картер двигателя газов из камеры сгорания. Особенно большие нагрузки приходятся на первое компрессионное кольцо. Поэтому при изготовлении колец для поршней некоторых форсированных бензиновых и всех дизельных двигателей устанавливают вставку из стали, которая повышает прочность колец и позволяет обеспечить максимальную степень сжатия. По форме компрессионные кольца могут быть:
При изготовлении некоторых колец выполняется порез (вырез).
На маслосъемное кольцо возлагается функция удаления излишков масла со стенок цилиндра и препятствование его проникновению в камеру сгорания. Оно отличается наличием множества дренажных отверстий. В конструкциях некоторых колец предусмотрены пружинные расширители.
Форма направляющей части поршня (иначе, юбки) может быть конусообразной или бочкообразной, что позволяет компенсировать его расширение при достижении высоких рабочих температур. Под их воздействием форма поршня становится цилиндрической. Боковую поверхность поршня с целью снижения вызванных трением потерь покрывают слоем антифрикционного материала, в этих целях используется графит или дисульфид молибдена. Благодаря отверстиям с приливами, выполненным в юбке поршня, осуществляется крепление поршневого пальца.
Состав поршневой группы

Узел, состоящий из поршня, компрессионных, маслосъемных колец, а также поршневого пальца принято называть поршневой группой. Функция её соединения с шатуном возложена на стальной поршневой палец, имеющий трубчатую форму. К нему предъявляются требования:
-
минимальной деформации при работе;
По способу установки поршневые пальцы могут быть:
-
закреплены в бобышках поршня, но вращаться в головке шатуна;

Пальцы, установленные по третьему варианту, называются плавающими. Они являются наиболее популярными, поскольку их износ по длине и окружности является незначительным и равномерным. При их использовании опасность заедания сведена к минимуму. Кроме того, они удобны при монтаже.
Отвод излишков тепла от поршня
Наряду со значительными механическими нагрузками поршень также подвергается негативному воздействию экстремально высоких температур. Тепло от поршневой группы отводится:
-
системой охлаждения от стенок цилиндра;
С внутренней поверхности поршня его охлаждение осуществляется с помощью:
-
разбрызгивания масла через специальную форсунку или отверстие в шатуне;
Видео — работа двигателя внутреннего сгорания (такты, поршень, смесь, искра):
Из каких металлов изготавливаются поршни двигателя?

Все современные поршни двигателя изготовлены из алюминиевого сплава. Сплав ведет себя несколько иначе при использовании в зависимости от того, как изготовлен поршень, поэтому важно понимание процесса производства. До 1970-х годов тема литых и кованых поршней часто обсуждалась; с тех пор, достижения в области технологий сделали дебаты практически ненужными для повседневного водителя.
Материал Поршня Эволюция
В оригинальных двигателях внутреннего сгорания для изготовления поршней использовалась сталь. Алюминиевый сплав вступил во владение очень рано. Самые ранние алюминиевые поршни подвергались значительному расширению и сжатию из-за нагрева, и конструкция была разработана таким образом, чтобы стальные кольца – так называемые распорки – были отлиты в стенах, чтобы уменьшить проблему. Этот тип поршня был распространен до 1960-х годов, когда введение кремния в сплав сделало амортизацию избыточной. Большинство современных поршней изготавливаются с содержанием силикона около 25 процентов. Ранний алюминиево-силиконовый сплав был известен своей хрупкостью; случайное падение с высоты скамейки обычно приводило к появлению трещины, которая в лучшем случае была дорогой, а в худшем – невозможной для ремонта. Добавление никеля в сплав снижает хрупкость, но увеличивает отношение массы к массе.
Поршень Дизайн
Поршни имеют девять частей и секций. Вершина поршня должным образом называется венцом; ниже этого находятся кольцевые канавки, в которые установлены поршневые кольца. Поднятые области между кольцевыми канавками называются землями. Ниже кольца в сборе находится отверстие для поршневого пальца. Поршневой палец, называемый в промышленности «наручным пальцем», проходит через это отверстие и проходит через шатун. Вокруг поршневого пальца расположены выступы, которые поддерживают его концы. Нижняя часть поршня называется юбкой.
Литые поршни
Литой поршень отлит из расплавленного алюминиевого сплава, который втягивается вакуумом в стальные штампы; только минимальная обработка необходима, чтобы закончить полученный поршень. Процесс называется «гравитационное литье под давлением». Форма и толщина стенок полностью контролируются, но процесс стоит дорого.
Кованые поршни
Кованый поршень изготавливают вначале, помещая слиток из нагретого алюминиевого сплава в охватывающую форму; После этого в пресс-форму вынуждают поршня-самца штамповать металл в поршневую заготовку. Затем заготовка подвергается многим операциям обработки; Одна установка для ковки обычно производит заготовку, которая может быть обработана для поршней различных размеров, подходящих для самых разных автомобилей.
Сравнения
Литье было оригинальным методом изготовления поршней; ковка появилась позже как альтернатива. Процесс ковки сжимает молекулы сплава в венце, делая металл более плотным и, следовательно, способным противостоять экстремальным температурам. Это существенное преимущество, потому что заводная головка подвергается большему количеству тепла, чем любая другая часть двигателя, кроме свечи зажигания.
Практическое применение
Литые поршни выполнены в матрицах сложной формы, которые определяют их форму как внутри, так и снаружи; это позволяет получить равномерную и постоянную толщину стенки, которая сводит массу поршня к минимуму. Процесс установки штампов является дорогостоящим, поэтому литые поршни, как правило, изготавливаются только для нескольких применений и соответствуют огромным производственным требованиям. Кованые поршни после штамповки имеют сравнительно грубую внутреннюю форму, определяемую только плунжером, который вбивают в слиток, а затем втягивают. Это обычно означает, что требуется значительный поворот и ручная обработка. С помощью этого метода достигаются более жесткие допуски. По этим причинам рабочие поршни почти всегда кованые, а поршни OEM-спецификации отлиты.
Кованые поршни и их преимущества.

Поршни двигателя – одна из самых сложных и нагруженных деталей. Современная тенденция в спортивном тюнинге – рост максимальных оборотов двигателя. Следовательно приходиться бороться за массу поршня, ведь чем легче поршень, тем меньше он под действием боковых составляющих сил инерции прижимается к поверхности цилиндра. А значит, меньше будут механические потери, выше мощность, как правило, больше ресурс и выше максимально допустимые обороты двигателя.
В борьбе за снижение массы поршень приобрел оригинальную форму, но напрочь утратил простоту. Во-первых, как известно, металл при нагреве расширяется, причем поршень расширяется неравномерно, больше в направлении, параллельном оси поршневого пальца, и меньше – в плоскости качания шатуна.
Происходит это из-за того, что металла в области бобышек-приливов под поршневой палец больше, и поэтому если, предположим, поршень был бы цилиндрическим в холодном состоянии, то при нагреве до рабочей температуры он станет овальным. Во-вторых, юбка поршня при работе двигателя тоже нагревается неравномерно, и тоже превратиться в изогнутую, как говорят специалисты, «корсетную». Точно также ведет себя и конусная юбка поршня двигателя.
Все это приводит к сокращению пятна контакта поршня с поверхностью цилиндра, повышенному износу, а в худшем случае – задиру, прихватыванию поршней и заклиниванию двигателя. А ведь помимо нагрева, поршень подвергается и давлению газов, и воздействиям сил инерции, и под их влиянием тоже деформируется.
Понятно, что поршень должен быть как можно легче, прочнее и как можно меньше изменять свою форму при нагреве и других воздействиях.
Вот типичный портрет современного поршня для двигателя автомобиля или мотоцикла. Он (поршень) отливается из аллюминиевого сплава с добавлением кремния и в холодном состоянии имеет овальную форму, чтобы при нагреве поршня, в силу упомянутых выше причин, приблизиться к цилиндрической. А для того, чтобы оптимизировать по форме пятно контакта юбки поршня с цилиндром, профиль юбки поршня делают бочкоообразным, причем с запасом, чтобы поршень сохранил форму бочонка и в горячем состоянии.
Кроме того, с целью свести к минимуму температурную деформацию поршня, в тело поршня заливают стальные, термокомпенсирующие вставки, которые призваны удерживать область бобышек от чрезмерного расширения. Главный недостаток литых поршней – процесс литья не свободен от большого процента технологического брака, внутри металла будущего поршня остаются пустоты, возникают трещины. Да и твердость сплава после литья и закалки относительно не высока: 80 единиц по шкале Бринеля.
Поэтому, чтобы соблюсти необходимую прочность литого поршня, его массу приходится увеличивать. К примеру обычный заводской поршень для 16V двигателя ВАЗ, получаемый литьем в кокиль, весит 370 грамм. Как альтернатива заводским, литым поршням появились кованые поршни. В принципе их правильнее называть штампованными, т.к. поршни получают не многократной обработкой давлением, а однократной. Заготовка поршня помещается в матрицу, прижимается пуансоном и полуфабрикат поршня готов. Естественно, окончательную форму поршня он приобретет только после механической обработки.
Штамповка поршня под давлением позволяет упрочнить металл и одновременно сделать поршень гораздо более легким, прочным, надежным и долговечным.
При этом возникает проблема невозможности (вернее большой сложности) запрессовки в поршень термокомпенсирующих вставок и вследствии этого необходимость в более тщательном подборе профиля поршня.
В качестве сырья для изготовления кованных поршней используют высококремнистый алюминий (содержание кремния 10-18%), подвергнутый предварительной деформации, в виде прутка, прошедшего многократную протяжку через фильеры. В процессе такой протяжки сечение прутка уменьшается вчетверо и при этом ликвидируются поры в металле будущего поршня и изменяется его структура. Пруток режется, и болванками закладывается в гидравлический пресс.
Усилие в 250 тонн и температура 500 градусов, поддерживаемая системой индукционного нагрева, делает чудеса: металл будущего поршня, словно пластилин, за несколько секунд растекается между матрицей и пуансоном, принимая форму заготовки поршня. Поскольку процесс изготовления поршня протекает при неизменной температуре, называется он изотермической штамповкой. Постоянный нагрев играет здесь большую роль, ведь если температура в зоне матрицы упадет, то возможна недоштамповка поршня, те неравномерное распределение металла.
Если температура повысится, то алюминий будущего поршня попросту начнет плавиться. В результате изотермической штамповки из предварительно деформированного металла и последующего цикла закалки и обязательного старения, получается заготовка под будущий кованый поршень с высокими механическими характеристиками – твердость 130 единиц и отсутствие технологического брака типа каверн, раковин и трещин. Комплект облеченных поршней версии «Тюнинг» весит на 50 грамм легче, по сравнению со стандартными, заводскими ВАЗовскими поршнями.
для сравнения – стандартный, литой поршень ВАЗ от 16V двигателя ( справа ) и спортивный, Т-образный, кованый поршень производства СТИ. Комплект таких поршней весит на 550 грамм легче, чем комплект стандартных, литых поршней ВАЗ.

комплект кованых поршней версии «Тюнинг» для 8V двигателя ВАЗ, кольца поршня 1,5/2,0/3,947мм, поршневой палец 22мм.

комплект кованых поршней версии «Тюнинг» для 16V двигателя ВАЗ, кольца поршня 1,5/2,0/3,947мм, поршневой палец 22мм.

Т-образный кованый поршень 16клапанного двигателя ВАЗ с вытеснителем (для увеличения степени сжатия) под кольца 1,2/1,5/2,0мм, палец диаметром 19мм. Длина пальца 50,2мм. Компрессионная высота поршня 24,3мм.


ВАЗ-овские поршневые кольца с высотой 1,5/2,0/3,947мм для стандартных поршней уступили место более узким фирменным изделиям «Коlbenschmidt», «Маhle» (Германия). Так при диаметре поршня 82,0мм, 82,4мм, 82,5мм, 83,0мм сейчас чаще всего применяют кольца 1,2/1,5/2,0мм. А при диаметре поршня 84мм: 1,2/1,5/2,0мм или 1,5/1,5/2,0мм
Узкие кольца поршня обеспечивают снижение трения, особенно при высоких частотах вращения. Для спортивных моторов национальных гоночных классов, производятся Т-образные поршни под 2а кольца, палец 18мм и высотой 40мм, что с точки зрения снижения массы поршня очень неплохо. Из тех же соображений отверстие в пальце поршня делается не цилиндрическим, а коническим, расширяющимся к его торцам.
«Революционным» в национальных гоночных классах стал переход на кованые поршни с 2мя кольцами, без среднего кольца. При этом за счет одновременного изменения профиля поршня заметного возрастания расхода масла не произошло.

Новые материалы, использумые при производстве кованого поршня (заэвтектические сплавы с содержанием кремния более 14%), и современные технологии позволили уменьшить тепловой зазор между поршнем и блоком цилиндров. Если в прошлом этот зазор доходил до 0,15мм, то сейчас он снижен до 0,05…0,06мм без опасности заклинивания поршня в блоке цилиндров.
Стальной поршень против алюминиевого. Кто победит?
Современные дизельные двигатели должны обладать не только более высокими мощностными показателями при минимальной массе и малом удельном расходе топлива, а и значительно сокращать вредные выбросы. Важным фактором при решении этой проблемы является выбор материала поршня, который может быть изготовлен из алюминиевого сплава или из стали.
Поршень — наиболее ответственная и специфичная деталь в современном двигателе. Он должен быть легким и прочным, способным выдерживать значительные механические и тепловые нагрузки, а кроме того, обладать высокой износостойкостью рабочих поверхностей, низким трением при минимально возможном зазоре в цилиндре.
Удельная мощность современных дизельных двигателей составляет 100 кВт / л. и будет продолжать возрастать, а значит будет расти и максимальное давление в цилиндрах, что также увеличивает нагрузку на поршни.
Поршни работают в «адских» условиях, поскольку во время работы подвергаются высоким термическим и механическим нагрузкам. Обычно срок службы поршня дизеля определяется краем камеры сгорания, на который приходится особенно высокое пиковое давление и температура. В зависимости от материала эта область может разогреваться до температуры от 400 °C до 500 °C.
Алюминий хорошо обрабатывается, замечательно отводит тепло, но имеет ограничения по теплостойкости. Уже при температуре 300 °C его свойства значительно ухудшаются.

Благодаря новым каналам охлаждения температура поршня может быть снижена примерно на 35 °C. Другие меры, как, например, армирование волокнами алюминиевого поршня, повышают его прочность при хорошей теплопроводности без снижения прочности. Но имеется предел, который сложно преодолеть.
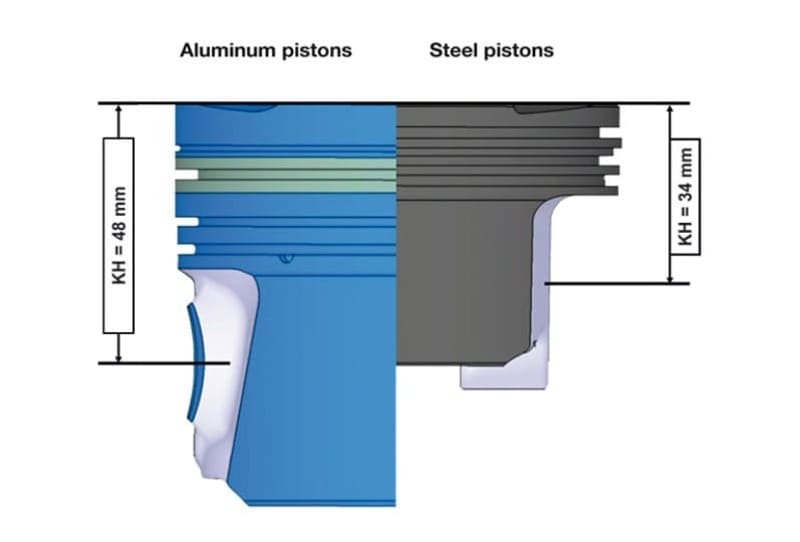
Поскольку стальной поршень значительно прочнее, чем в алюминиевый, то и расстояние между кольцами, а также общая высота уплотняющей части у него меньше. А поскольку стальные поршни имеют меньшую высоту, то и вес двигателя может быть уменьшен на десятки килограммов.
Первоначально стальные поршни были разработаны для того, чтобы можно было поднять предельное пиковое давление в цилиндрах выше 200 бар для высоконагруженных дизельных двигателей без ущерба для ресурса поршневой группы. У современных коммерческих автомобилей пиковое давление в цилиндрах двигателя достигает 240 бар и тенденция к его повышению сохраняется
Испытания на стенде для определения силы трения показали, что стальной поршень может обеспечить экономию топлива от трех до пяти процентов и сокращение выбросов CO2 на три процента. Кроме того, стальные поршни имеют тенденцию расширяться и сжиматься при нагреве со скоростью, очень близкой к скорости чугунного блока, в котором они работают, поэтому характеристики кольцевого уплотнения и выбросов также улучшаются.
Благодаря прочности стали поршень может обеспечить более высокую выходную мощность при повышенных пиковых давлениях в цилиндрах, а выбросы могут быть уменьшены. Все эти преимущества реализованы для двигателей с малой и средней удельной мощностью.
Ситуация несколько иная для двигателей с большей удельной мощностью. В этих случаях стальные поршни не являются идеальным решением.

Кроме того, более низкая теплопроводность стали может привести к проблемам с охлаждением поршня. В отличие от алюминия, у стального поршня тепло хуже отводится от днища. Это может привести к высокой температуре поверхности в охлаждающем канале. Если эти температуры превышают пороговое значение около 350 °C, охлаждающее масло будет быстро стареть и сгорать, в результате чего образуется изолирующий масляный нагар.
Частично проблемы по улучшению охлаждения можно решить изменением формы камеры сгорания в поршне либо применив две форсунки для охлаждающего масла.
Но все-таки для высоких удельных мощностей необходимо будет найти совершенно новые решения, которые не допустят крекинга смазывающих жидкостей.