Литье пластиковых деталей в домашних условиях. Проще простого
Изготовление изделий литьем с учетом современных материалов стало делом вполне доступным, довольно простым и малозатратным. Рассмотрим вариант с использованием полиуретана для заливки и силикона для создания формы.
Понадобится
Для работы мы будем пользоваться вполне доступными и недорогими материалами и изделиями:
- силиконом «ЭЛАСТОЛЮКС-М» для изготовления формы;
- силиконом «ЭЛАСТОФОРМ» для изготовления подложки;
- разделителем на основе керосина или вазелина;
- гнетом для формы общим весом 1 кг;
- литьевым полиуретаном «УНИКАСТ 9» (основа, часть А);
- затвердителем (часть Б);
- прецизионными весами;
- пластиковым стаканом.
Технология отливки полиуретановых изделий в силиконовые формы
В первую очередь, необходимо распечатать мастер-модель с литниковой системой на 3D принтере. Или взять готовую деталь, которую необходимо повторить, приклеить зубочистки в роли литников. Она будет нужна для изготовления многоразовой силиконовой формы.

Для нее используем силикон, отличающийся высокой эластичностью и достаточной прочностью. Для подложки-основания толщиной 10-15 мм подойдет менее дорогой двухкомпонентный силикон типа «ЭЛАСТОФОРМ».
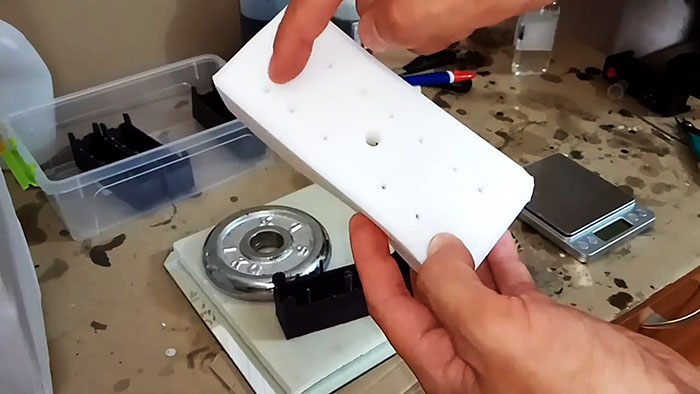
Сделанная силиконовая форма.

Как происходит процесс литья
Силиконовую форму ставим на подложку. Если она будет использоваться многократно, то ее периодически смазываем разделителем на основе керосина или вазелина.
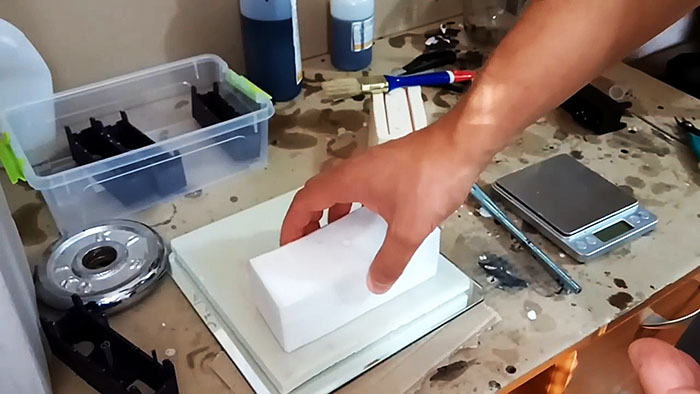
Сверху силиконовую форму придавливаем рассредоточенным грузом (гнетом) весом до одного килограмма. Чтобы заливка литьевого материала протекала аккуратно и быстро, выполняем бумажную воронку. После чего, можно считать, форма подготовлена к литью.

Для заливки берем наиболее дешевый литьевой полиуретан «УНИКАСТ 9» (часть А) и затвердитель (часть Б), которые смешиваем в пропорции 1:0,6.
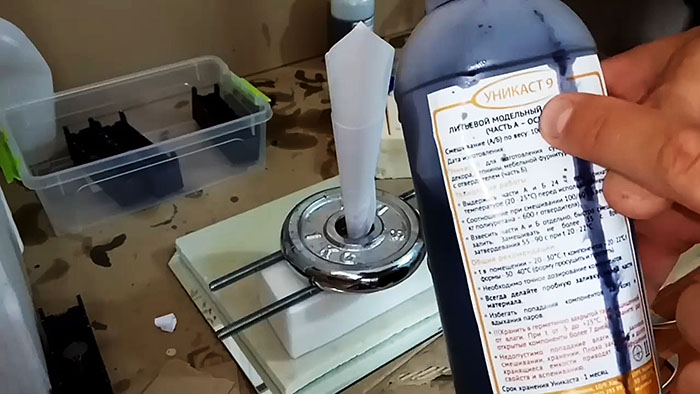

Для качественного смешения нужны прецизионные весы и пластиковый стаканчик. В основу можно добавить краситель любого цвета, который продается отдельно. На 1 кг полиуретана нужно 90-100 капель красителя.


Наливаем в стаканчик на весах 22 грамма жидкого полиуретана и 13,2 грамма затвердителя и тщательно размешиваем в течение 30 секунд, не более, так как он уже начнет затвердевать. При перемешивании мы почувствуем, что стакан нагревается, значит процесс полимеризации начался. Смесь готова к заливке.
Заливаем микст без перерыва, пока из литников не пойдет жидкий полиуретан. Первичное затвердевание займет минуты две, а полное – 10-15 минут, но лучше подержать заливку в форме 20-30 минут.

Через полчаса начинаем извлекать полиуретановую отливку из силиконовой формы.


Отламываем сперва бумажную воронку с застывшим в ней избыточным полиуретаном, затем излишки, выступившие из литников, вместе с «ножками». Это нам облегчит извлечение отлитого изделия из формы.

Кроме того, силиконовая форма отличается большой гибкостью, что также способствует легкости извлечения отливки из нее без всякого труда.


Остается слегка обработать отверстия, отломать или отрезать литники и просверлить дрелью отверстия. После этого отлитое изделие практически не отличается от мастер-формы.

Сравнение метода литья и 3D печати
Литье по сравнению с 3D печатью – процесс быстротечный. Чтобы напечатать такую коробочку на 3D принтере, понадобится 4,0-4,5 часа. При этом 3D модель часто получается бракованной и все надо начинать сначала. Процесс литья же максимально занимает 30 минут. Следующий момент – это дешевизна. Литье более чем в 3 раза дешевле 3D печати.
Технология изготовления пластмассовых деталей произвольной формы. Часть 1.

1. Внимание! Читаем заголовок! В нем есть слово "технология". Поэтому, постараюсь по возможности подробно описать именно ее, технологию, на примере, что бы нагляднее было. Цель статьи- показать технологию, что бы каждый мог повторить, если понадобится.
2. Писать что можно было на 3Д принтере распечатать или фрезеровать не надо.
3. У каждой технологии есть свои недостатки и достоинства.
Каждый волен выбирать то, каким способом достичь своей цели.
Итак. Исходная задача: при покупке машины в ней был установлен крэдл для сотовых телефонов, переходника естественно не было, покупать переходник- весьма накладно.
Решил на это место установить обыкновенный держатель для телефона.
Хотелось бы:
1. Что бы в нем было место для зарядки.
2. Поворот в сторону водителя, как и у оригинального крэдла.
3. Что бы не выглядело по колхозному.
Нашел держатель для телефона, но если его просто прикрутить к панели, то не будет ни поворота, ни зарядки, поэтому решил воспользоваться технологией, давно отработанной зубными техниками, а именно: изготовление изделий из акриловой пластмассы методом прессования по выплавляемым моделям.
Описываю максимально подробно, если что пропустил- спрашивайте.
1. Снял с машины крэдл и открутил основание- по нему изготовил из гипса "имитацию машины".

2. В слегка горячей воде подогрел восковую пластинку и обжал на основании. Подрезал до нужного размера.
3. Смоделировал из воска требуемую мне деталь.


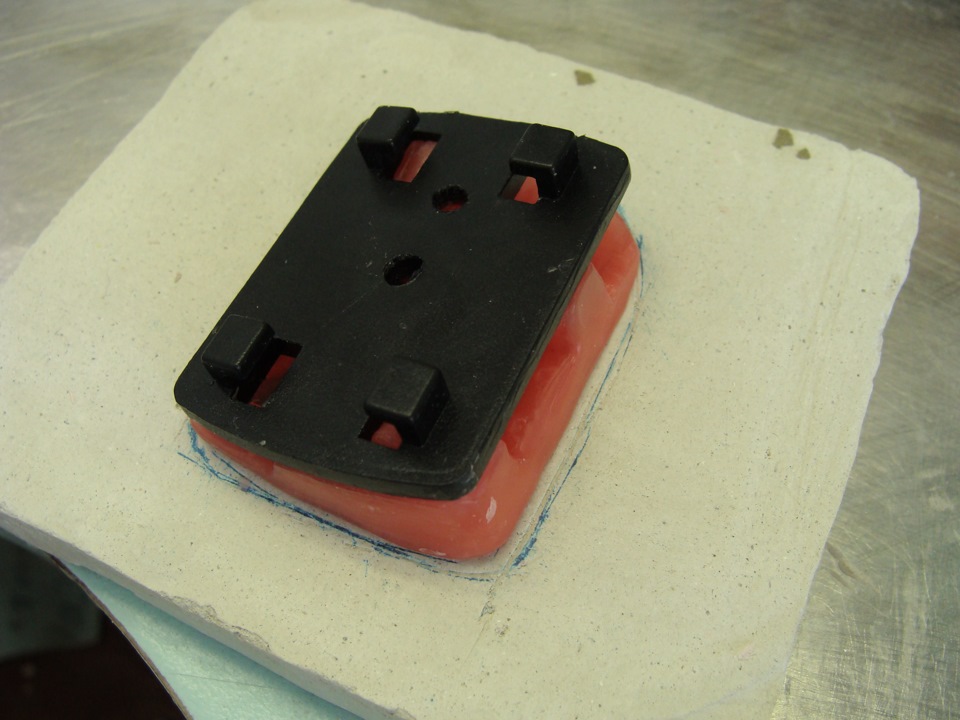
4. Взял среднюю зуботехническую кювету, заполнил гипсом и утопил до середины свою восковую модель.
Желательно, что бы стык проходил по ровным поверхностям, что бы потом было легче обрабатывать.
Нужно что бы поверхность гипса была на уровне с кюветой, ровной.
Ну и смотреть, что бы снизу или в поднутрениях не было воздуха. Если есть поднутрения, то нужно вначале их залить гипсом, а уже потом притапливать восковую модель.
5. После схватывания гипса, половинку кюветы погружаем в холодную воду на 10 минут для пропитывания гипса водой.
Это необходимо для того, что бы гипсовые половинки не склеились между собой их можно было легко разделить.
Изоляция будет лучше. если насыщение гипса водой делать в мыльном растворе.
Закрыл второй половиной кювету и залил гипсом.


Скорость схватывания гипса можно увеличить, если добавить в воду для замешивания поваренную соль.
При заливке гипсом кювету необходимо постукивать и потряхивать, что бы гипс заполнил весь объем и не было воздушных пор.
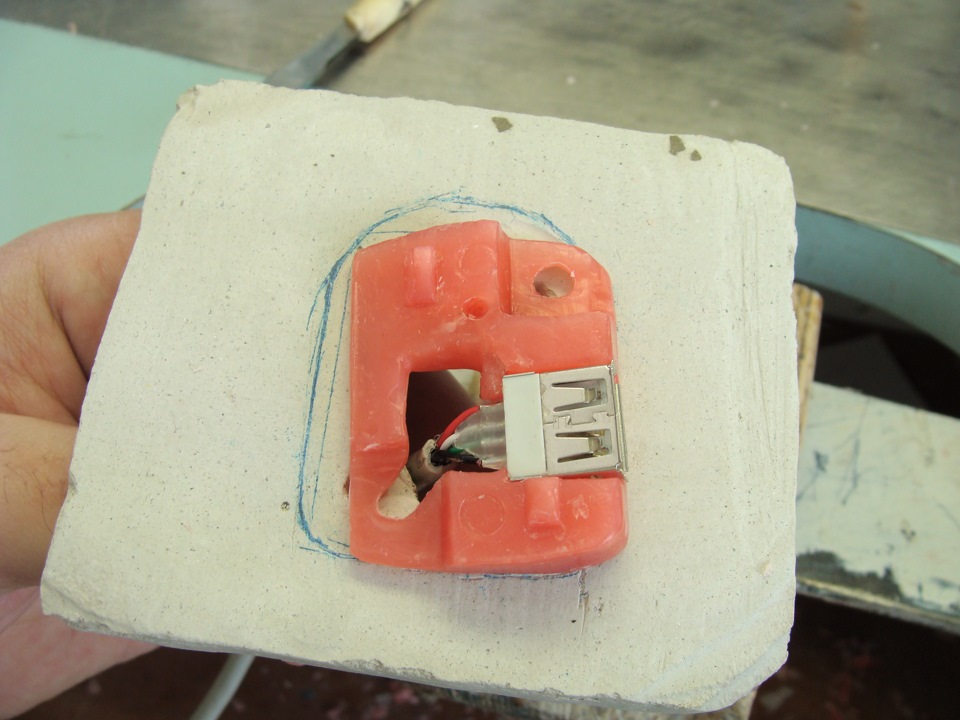
6. После схватывания гипса, помещаем кювету в кипящую воду на 10 минут.
Если держать в кипящей воде дольше, воск начнет пропитывать гипс и изолак будет хуже ложиться на гипс. Ну и от воска будут оставаться какие-то ошметки- их можно ужалить мягкой кисточкой, пока гипс горячий.
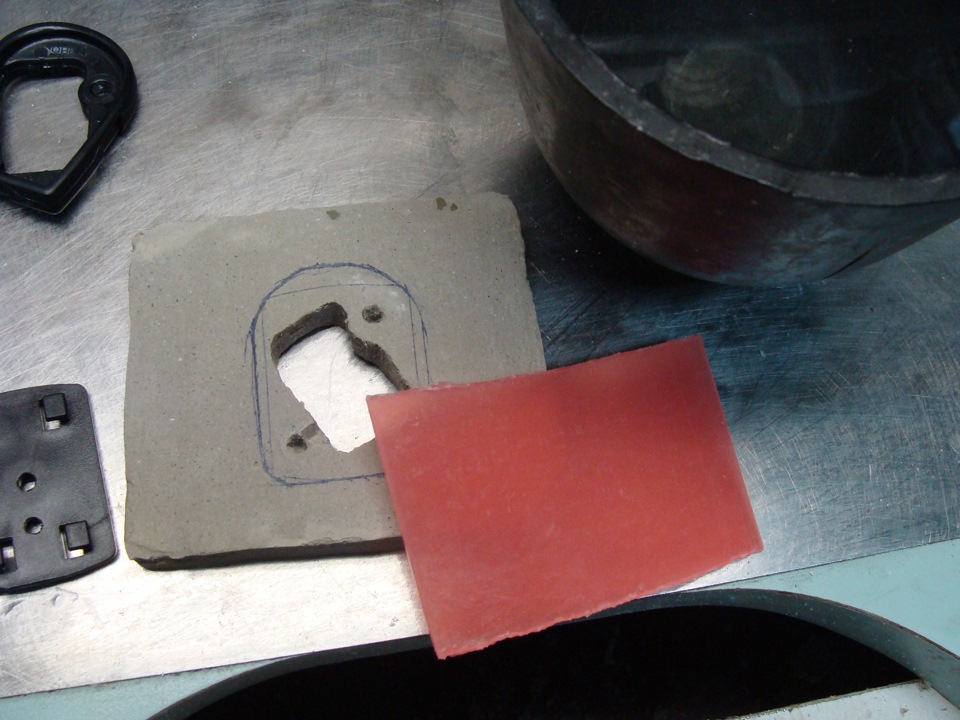
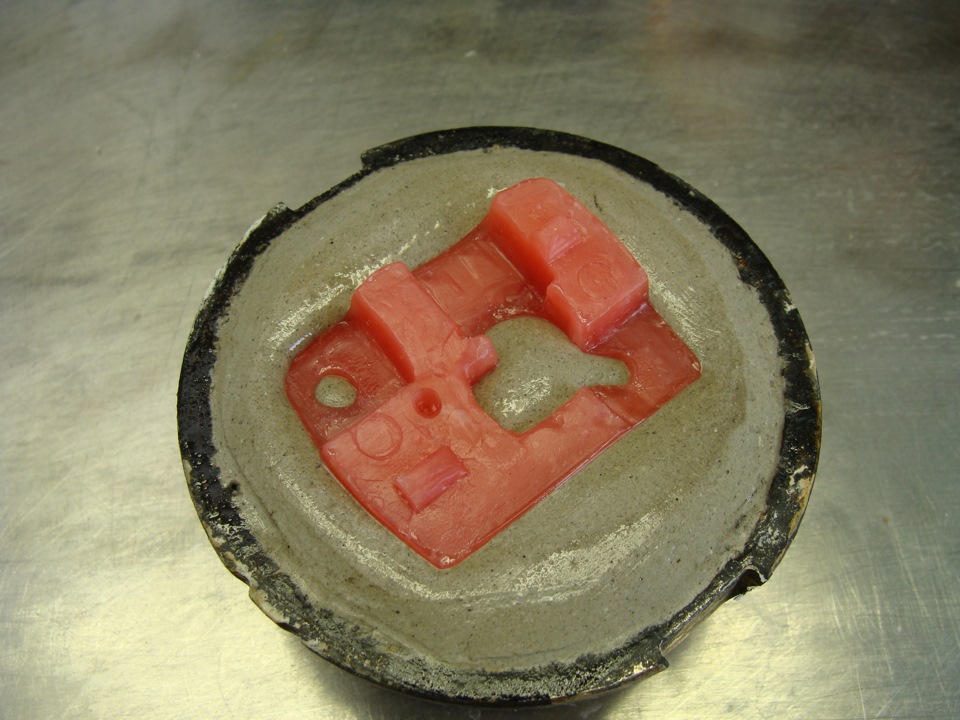
Клещами достал кювету, раскрыл, воск промыл кипятком.
Получил гипсовую форму.
В этот момент еще можно гипс где необходимо слегка подточить.
Если гипсовые части отломились- можно подклеить суперклеем.

7. Наносим три слоя изолака. В данном случае- Изосол.
Кроме изосола есть еще отечественные разработки: изолак и изокол. Но они более капризные в работе.
Как наносить:
Вариант 1: налить немного на гипс и распределить по всей поверхности мягкой кисточкой (не работает с изолаком и изоколом- если плохо промыт гипс, то начинает скатываться и забивать кисточку, ну катышки на поверхности).
Вариант 2: налить много, распределить и дать излишкам стечь.
Внимание! Наносить нужно на всю гипсовую поверхность, а не только в том месте, где будет деталь.
Подождал, пока все высохнет и остынет.
Изоляция необходима. Изолак образует на поверхности гипса тонкую пленку, которая препятствует внедрению пластмассы в гипс. Если изоляцию не наносить, то потом будет очень трудно отделить гипс от пластмассы. Придется отрезать гипс по кусочкам.
8. В стеклянной посуде замешиваем акриловую пластмассу. В данном случае бесцветную. Применяется для изготовления протезов, если у человека аллергия на розовые красители. Закрываем крышкой до созревания (что бы не улетучивался мономер).
Пластмассы надо замешивать больше объема детали, что бы внутри создавалось давление и излишки выдавливались наружу. Если пластмассы будет меньше, то или деталь будет бракованная (не будет хватать частей), или если не будет давления- вся пористая.

По инструкции положено взять определенное количество мономера и засыпать в него порошок. На практике техники не пользуются весами, отмеривая на глаз, в результате у всех мономер заканчивается раньше порошка, что говорит о неправильных пропорциях.
Начинающим легче взять порошок и потихоньку добавлять мономер.
Как только весь порошок смочится мономером и начнет оседать и растекаться- нужная пропорция достигнута.
Стадии созревания:
1) "Мокрый песок"- сразу после замешивания, хорошо ощущается руками при размешивании шпателем.
2) Стадия "тянущихся нитей" гранулы порошка снаружи уже растворились, внутри еще нет.
3) "Тестообразное"- отличительная особенность- не прилипает к влажным рукам. По инструкции именно в этот момент необходимо производить паковку пластмассы.
4) "Резинообразная" — пластмасса перезрела, для работы почти не годна. Если в таком состоянии ее положить в форму, то при сжатии под прессом, внутри возникнут огромные давления, что вызовет деформацию гипсовой формы.
Скорость созревания зависит от температуры, в тепле — быстрее.
Я обычно пакую пластмассу на третьей стадии или в конце второй- так лучше заполняются мелкие элементы.
9. Выкладываем пластмассу в форму

10. Складываем половинки кюветы и укладываем под пресс. Излишки пластмассы выдавливаются через край.

Вместо пресса можно использовать автомобильный домкрат )
11. Через 10-20 минут вытаскиваем из пресса, затягиваем в струбцину и ложим в кастрюлю с водой.

Кастрюлю- на плитку. Плиту включить так. что бы вода дошла до кипения за пол часа- час. После вскипания варить еще пол часа.
Вытащить и положить на воздухе до остывания.
Если вода закипит слишком быстро, то в готовом изделии будет много пузырьков.
12. Положить в воду для окончательного остывания. Осторожно раскрыть кювету.

13. С помощью бора снять обломки по краям (грат). С помощью шкурки- выровнять и сгладить поверхности.

14. Отполировать. Вначале войлочным кругом с пемзой (полировочной пастой), затем щеткой, в конце- нитяной щеткой. Естественно все это "по мокрому".

.
15. Получилось готовое изделие:


Боковые стенки потом опять зашкурил, что бы стали матовыми. Внутри планирую разместить подсветку, и надо что бы светилось, а не освещало все вокруг.
Сгибание термопласта (гибка пластика) методика

Термопластичные листовые материалы, например, акрил, легко размягчить путём нагревания. По мере размягчения структуры листа, становится возможным сгибание термопласта под нужным углом. Кроме того, пластик легко поддаётся скручиванию, прокатке, растяжению. Соответственно, по мере остывания листовой термопласт вновь приобретает жёсткое состояние, при этом сохраняет новую приобретённую форму. Благодаря таким манипуляциям с пластичным материалом, открываются широкие перспективы в плане конструирования.
Линейное и другое сгибание термопласта
Процесс нагрева делает термопластичные листовые материалы подходящими для обработки путём:
- линейной гибки,
- прессования,
- вакуумного формования.
Линейная гибка пластика как технология представляет способ сгибания термопластов по прямой линии. Процесс линейного сгибания предполагает нагревание листа термопластика посредством инструмента ленточный нагреватель или подобного.
Инструмент (ленточный нагреватель) устанавливается в области под листом полимера и нагревает пластик до момента, пока структура материала не приобретёт мягкое состояние. На следующем этапе процесса выполняется изгибание листа под любым желаемым углом.

Максимально аккуратно согнуть пластик помогает такого рода приспособление: 1 – стопор; 2 – обойма; 3 – лист термопласта; А – нагревание до мягкого состояния; Б – удержание до сохранения формы
На завершающем этапе процедуры пластиковый лист, согнутый на требуемый угол, удерживается неподвижно до полного остывания (достижения температуры окружающей среды).
Таблица ниже указывает температуры обработки пластика нагревом, при которых листовой пластичный материал допустимо сгибать по технологии линейное сгибание термопласта. Значения столбца таблицы «Оптимально» указывают оптимальный температурный режим, при котором полимеры приобретают свойство изгиба.
Таблица 1: температурный режим обработки пластика (C°)
| Полимер | Аббревиатура | Минимально | Оптимально | Максимально |
| Акрилонитрил-Бутадиен-Стирол | АБС | 127 | 138 | 204 |
| Полистирол | ПС | 127 | 135 | 182 |
| Полиэтилен высокой плотности | ПВЭП | 127 | 132 | 221 |
| Полипропилен | ПП | 132 | 138 | 193 |
| Полиметилметакрилат (Акрил) | ПММА | 149 | 163 | 218 |
| Поликарбонат | ПК | 168 | 177 | 204 |
Линейно-гибочные станки (ленточные нагреватели)
Итак, листовые материалы на основе термопластов размягчаются нагреванием. Процесс размягчения термопластов позволяет сгибать, скручивать, формовать материал различными способами. Среди практикуемых способов:
- прессование,
- формование вакуумом,
- формование выдуванием.
Различные типы нагревателей при этом допустимо использовать для нагрева термопластов с целью последующего сгибания и формования. В частности нагреватели узкой полосы материала или большей части листа, соприкасающиеся с материалом, не входящие в непосредственный контакт с материалом.

Бесконтактный инструмент под сгибание листов пластика (примеры): 1, 4 – модуль контроля тока резистивного элемента; 2 – кварцевый нагревательный элемент; 3 – резистивный нагреватель ленточного типа
Так, если применяется линейное сгибание листа пластика, нагревается исключительно узкая полоса листа. При этом, чем толще лист пластика, тем шире нагреваемая полоса. В случаях формования вакуумом, штамповки, формования выдуванием, листы термопласта нагреваются целиком.
Инструмент ленточный нагреватель (линейный изгиб) содержит в составе конструкции нагревательный элемент из резистивной проволоки (никель-хром и т.п.). Проволока нагревается за счёт пропускания тока, величина которого контролируется. Конфигурация нагревательного элемента применяется разная:
- одиночный провод,
- два провода и более,
- ленточная жила,
- трубчатый резистивный элемент.
Все перечисленные элементы используются в режиме подогрева без непосредственного контакта с материалом.
Гибка пластика контактным нагревателем
Практикой отмечается применение нагревательных элементов проволочного сопротивления, заключённых внутри металлической или пластиковой оболочки. Такого типа инструмент отличается тем, что предполагает прямой контакт с термопластами (прямая гибка пластика).

Примерно так построен типичный ленточный нагреватель контактного типа: 1 — лист гибкого силикона; 2 – модуль контроля тока нагревательного резистивного элемента
Здесь металлический корпус, напоминающий форму топора, непосредственно нагревает лист термопласта. Такого типа проволочное сопротивление, заключённое внутри металлической ленты, применяется для нагрева термопластичных и металлических стержней, труб, барабанов.
Картинка ниже представляет конструкцию — типичный ленточный нагреватель контактного типа, содержащий проволочное сопротивление, зажатое между листами гибкого силикона. Гибкие силиконовые нагреватели допустимо использовать как на изогнутых, так и на плоских поверхностях.

Инструмент гибки пластика: 1 — простой гибочный шаблон, сделанный, к примеру, из куска дерева; 2 — стальной уголок, используемый в качестве гибочного формирователя; 3 – фиксатор согнутого листа термопласта под охлаждение; 4 – универсальный шаблон
Специальное гибочное приспособление успешно помогает сгибать металл, дерево, пластик под нужным углом. В частности, если рассматривать инструмент линейного сгибания термопластичных листов, здесь конструкция содержит базовые компоненты: формирователь и зажим.
Первый компонент – формирователь, обеспечивает сгибание под требуемым углом. Второй компонент – зажим, фиксирует обрабатываемый лист пластика в неподвижном состоянии на время остывания до температуры окружающей среды. Изображение выше поможет читателю получить некоторое представление относительно такого рода инструментов.
Полимеры под линейное сгибание термопласта (таблица)
Таблица 2: Краткие характеристики на термопласт (пластик) линейная гибка
Как согнуть пластик в домашних условиях
Довольно часто при выполнения строительных работ, когда владелец производит капитальный ремонт, перед ними возникает много проблем, которые нужно решать, использовав подручные инструменты. Например, довольно часто нужно придавать пластмассовому изделию криволинейную форму. Безусловно, можно отправиться в магазин и купить уже готовое изделие, но поиски наиболее подходящего товара часто затягиваются. Ниже мы постараемся разобраться в том, как согнуть пластик в домашних условиях.

Самое понятие «пластмасс» объединяет большое количество природных или синтетических полимеров, которые при нагревании могут легко деформироваться и изменять форму. После того как материал застынет, он опять станет твердым. Такое свойство пластмасса мы и будем применять, отвечая на вопрос, как можно согнуть пластик.
Можно согнуть пластик несколькими способами. Самый лучший из них, позволяющий не сломать материал и создать загиб под необходимым углом, – применяя формовочную машину.
Чтобы согнуть пластик, Вам потребуется:
- формовочная машина;

- доска VAL;

- силикон;

- промышленный фен.

Подробная инструкция, как согнуть пластик
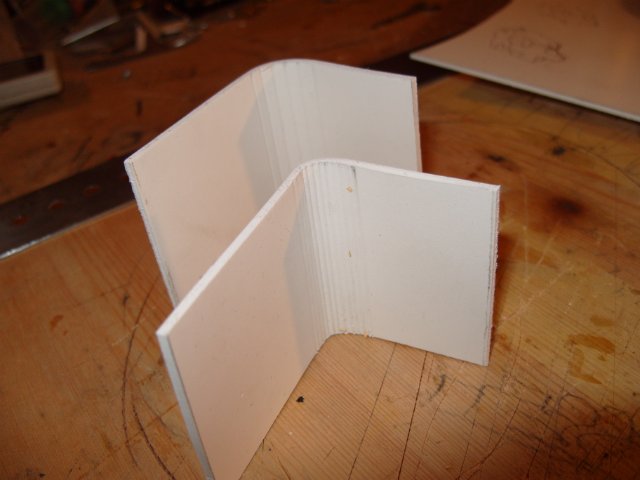
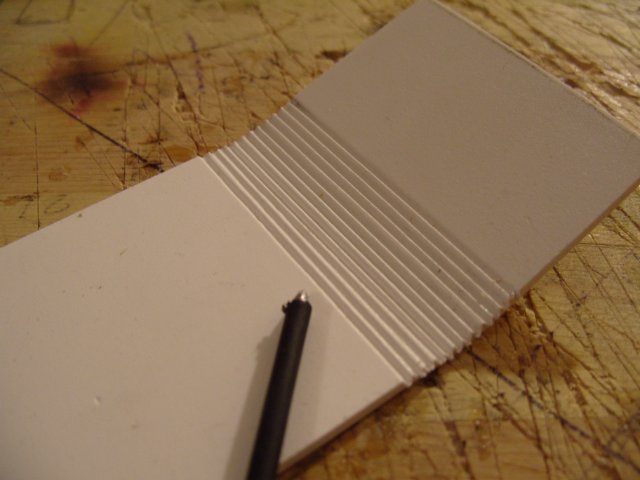
Если Вам нужно согнуть полистирол, можете подготовить несколько приспособлений. Выполните оправку из МДФ (древесноволокнистой плиты). Соберите форму и в зависимости от ширины и длины пластиковой детали подгоните ее под соответствующий размер. Пройдитесь по поверхности с помощью наждачной бумаги, чтобы не осталось перекосов.
Подготовьте оболочку для пластиковой детали из силикона на формовочной машине. Она потребуется для фиксации плоской заготовки на оправке и сохранения ее поверхности от царапин и сколов.

Вставьте пластиковую деталь в оболочку, после чего закрепите ее в оправке из МДФ и положите ее на формовочную машину. После того как агрегат разогреется и пластик начнет осаживаться на оправку, принимая необходимую форму, Вам нужно подождать 5-7 минут. Аккуратно снимите деталь с машины, надев на руки перчатку. Затем поставьте ее на металлическую поверхность, чтобы материал остыл. Затем уберите оправку.
Сгибать пластиковую трубу намного проще. Возьмите промышленный фен или газовую горелку, включите и наведите на то место, где собираетесь сделать сгиб. Расстояние от нагревательного устройства до поверхности детали должно быть не меньше 5 см.

Вращайте трубы, не останавливаясь, в противном случае она может загореться. Нагревайте ее до тех пор, пока материал не будет мягким, после чего согните. Удерживайте трубу в этом положении некоторое время, чтобы пластик затвердел.