Виды сечений полимеров для сварки

Треугольное сечение позволяет глубоко заполнить шов, обеспечивая наилучшую адгезию. Треугольный пруток удобен для укладки в шов, позволяет сваривать детали без снятия краски (достаточно предварительно прихватить паяльником и прочистить фрезой), отлично проходит повороты и изгибы.

Круглое
Круглое сечение применяется для сварки тонких деталей и микротрещин. Позволяет восстановить целостность даже самого тонкого крепежа и сварить самый тонкий пластик. Видеоинструкция ремонта тонких деталей из полипропилена по ссылке >>

Плоское
Плоский профиль применяется для изготовления замков (в тех местах где порыв уходит в край детали), а также для восстановления крепежей и отсутствующих частей. Увеличивает площадь контакта на конечных участках шва, повышает механическую прочность и снижает термическое воздействие на деталь
PP полипропилен
В линейке Фюлен Полимер полипропилен представлен ремонтным материалом синего, красного и чёрного цветов. Упаковка PP полимеров — синего цвета.
Синий и красный цвета профиля полипропилена, в отличие от чёрного, контрастны, что позволяет увидеть степень проникновения в свариваемый материал и оценить качество работы.
Полимер чёрного цвета позволяет восстановить деталь без покраски, то есть благодаря чёрному цвету ремонт может быть выполнен достаточно скрытно, при этом шов будет качественным.
бамперы, молдинги, подкрылки, элементы экстерьера и интерьера.

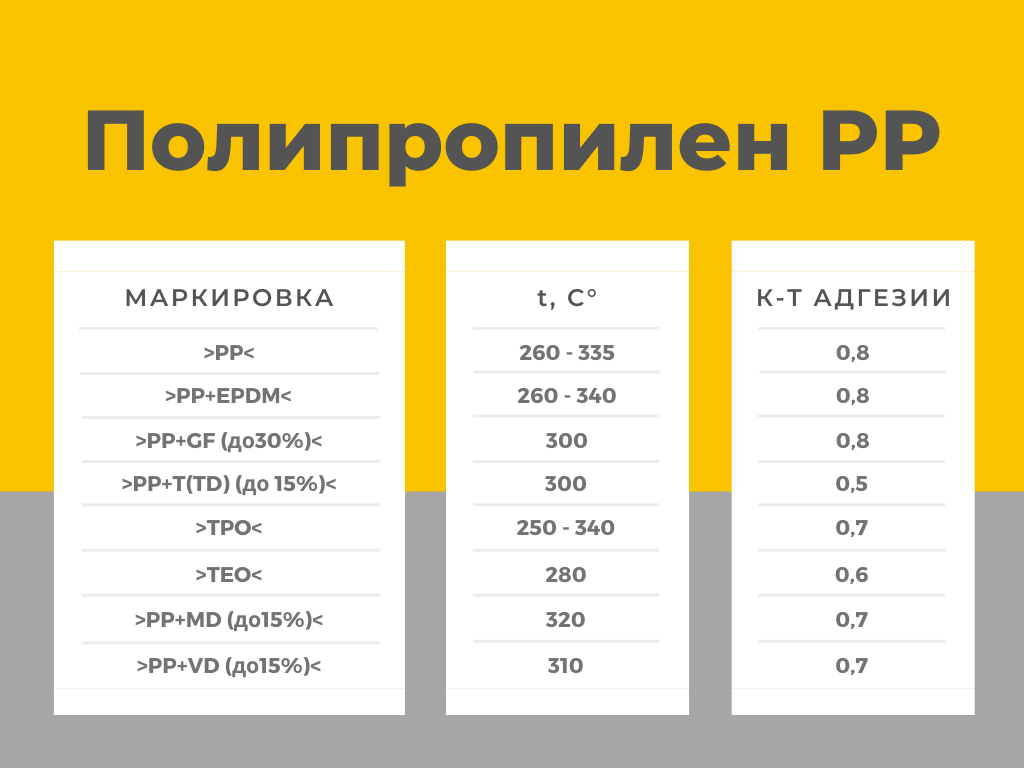
Таблица свариваемости полипропилена

Коэффициент адгезии — коэффициент сваривания материалов, где за исходную прочность взята единица
При какой температуре паять пластик

Треугольное сечение позволяет глубоко заполнить шов, обеспечивая наилучшую адгезию. Треугольный пруток удобен для укладки в шов, позволяет сваривать детали без снятия краски (достаточно предварительно прихватить паяльником и прочистить фрезой), отлично проходит повороты и изгибы.

Круглое
Круглое сечение применяется для сварки тонких деталей и микротрещин. Позволяет восстановить целостность даже самого тонкого крепежа и сварить самый тонкий пластик. Видеоинструкция ремонта тонких деталей из полипропилена по ссылке >>

Плоское
Плоский профиль применяется для изготовления замков (в тех местах где порыв уходит в край детали), а также для восстановления крепежей и отсутствующих частей. Увеличивает площадь контакта на конечных участках шва, повышает механическую прочность и снижает термическое воздействие на деталь
PP полипропилен
В линейке Фюлен Полимер полипропилен представлен ремонтным материалом синего, красного и чёрного цветов. Упаковка PP полимеров — синего цвета.
Синий и красный цвета профиля полипропилена, в отличие от чёрного, контрастны, что позволяет увидеть степень проникновения в свариваемый материал и оценить качество работы.
Полимер чёрного цвета позволяет восстановить деталь без покраски, то есть благодаря чёрному цвету ремонт может быть выполнен достаточно скрытно, при этом шов будет качественным.
бамперы, молдинги, подкрылки, элементы экстерьера и интерьера.

Таблица свариваемости полипропилена
Коэффициент адгезии — коэффициент сваривания материалов, где за исходную прочность взята единица
Паяльник для пластика
На дороге с автомобилем может случиться неприятность. Небольшое столкновение или наезд на неподвижное препятствие — и на бампере или на элементах пластикового обвеса появилась уродливая вмятина или разрыв. Снятие бампера на современном автомобиле означает разборку половины машины, да и стоит эта деталь больших денег. Инженеры разработали устройство, позволяющее ремонтировать пластиковые детали без их демонтажа. Паяльник для пластика экономит владельцам много времени и средств.

Паяльник для пластика
Паяльник для пайки пластика
Бампер предназначен для защиты корпуса от столкновений и принимает все удары и повреждения на себя. Традиционная «жестянка» правка металла, шпаклевка, покраска — для этой части корпуса не подходит. Для ремонта понадобится специальное оборудование.
Паяльник для пластика нагревает поврежденный участок до определенной температуры. Пластмассу можно нагреть до разной степени:
- До температуры пластичности. Материал детали становится мягким и пластичным, его форму можно изменять руками. Применяется для ремонта впадин, выступов, коробления и других деформаций детали без нарушения ее целостности.
- До температуры плавления. Кромки деталей оплавляются, их можно спаивать в единое целое. Используется в случаях разрыва пластика.
- До температуры разрушения. Плавится не только кромка, но и большие участки материала бампера. Даже если удалось сформировать шов, он будет непрочным и недолговечным. Отремонтированное изделие не сможет выдерживать эксплуатационные нагрузки.

Паяльное оборудование снабжается системами контроля температуры нагрева.
Типы паяльников для пайки бампера из пластика
На рынке представлено несколько разновидностей паяльного оборудования для изделий из пластика:
- Обычный. Мощный паяльник для пайки пластика с прямым или загнутым наконечником. Предназначен для спайки отбитых и оторванных кусков бампера. Таким прибором можно надежно и надолго соединить разрозненные осколки в единое целое.
- Термопистолет. Применяется как для спайки деталей, так и для выправления деформированных участков. Снабжен системой точной регулировки температуры нагрева. Это позволяет подобрать рабочие параметры к каждому конкретному типу материала, конфигурации и толщине бампера. К устройству придается широкий набор насадок и приспособлений, облегчающих пайку и правку.
- Универсальная паяльная станция. Мультиинструмент объединяет в себе несколько приборов. К общему блоку питания подключены и фен, и электропаяльник с жалом. При необходимости их можно использовать как поочередно, так и одновременно, для ремонта самых сложных комплексных повреждений.

Термовоздушная паяльная станция
Большинство станций и термопистолетов имеют стандартный диаметр сопла, что позволяет пользоваться насадками друг от друга.
Требования к паяльникам для пластика
Основной характеристикой инструмента служит его мощность. Чтобы иметь возможность ремонтировать любые повреждения, мощность должна быть от 100 ватт. При недостаточной мощности прибор не сможет расплавить толстую пластмассу. Для фенов мощность начинается с 1500 ватт.
Кроме мощности, важным параметром является скорость прогрева жала паяльника. Обычные электропаяльники, применяемые для электромонтажных работ, не годятся — их прогрев занимает насколько минут. Для работ по пластику время разогрева должно быть не больше 10 сек. Иначе вся работа превратится в ожидание разогрева.

Профессиональный паяльник для пластиковых труб
И еще одно требование относится к эргономике. Прибор должен удобно лежать в руке, не заслонять рабочую зону, позволять точно подводить жало к рабочей зоне и управлять им с большой точностью. Чрезмерный вес, быстро утомляя руку, не позволит работать долго и производительно
Принцип работы паяльником
Перед началом работы поверхность необходимо очистить от загрязнений и тщательно обезжирить, кромки нужно зашкурить.
При использовании паяльника его наконечником следует расплавить кромки соединяемых деталей. Далее их нужно прижать друг к другу и зафиксировать до полного остывания. Лучше всего заранее сжать края вместе и обрабатывать их одновременно. После остывания формируется сварочный шов, соединяющий две заготовки в единое целое.
При работе феном поток нагретого воздуха направляют на поврежденную область, равномерно прогревая ее до достижения температуры пластичности. Теперь можно придавать размягченному пластику любые требуемые формы. Для сварки на фен надевают щелевую насадку, формирующую узкий плоский поток нагретого воздуха. Этим потоком действуют так же, как жалом паяльника.
Еще одна разновидность ремонта — скрепление скобами. В аппарат для пайки вставляют скобы, они разогреваются и вдавливаются в материал таким образом, чтобы соединить части бампера в единое целое, обеспечивая сварному шву дополнительную прочность.
При ремонте трещин их следует зачистить и углубить до глубины в полсантиметра до образования V-образного желобка. В концах трещины следует просверлить отверстия, чтобы предотвратить дальнейшее распространение. Далее паяльником соединяют края до полного исчезновения трещины.
Шов следует сначала пройти с внутренней стороны, второй проход выполняется с лицевой.
Если форму поверхности не удалось восстановить полностью, на проблемные участки наклеивают куски стеклоткани. После восстановления формы и целостности бампера его красят так же, как и металлические детали. На зашкуренную и обезжиренную поверхность наносят слой грунта, после его высыхания — два слоя краски. В качестве финишной отделки проводят полировку.
Пистолет фен
Во время работы паяльником материал разравнивается и перераспределяется жалом. При работе феном применяются пластмассовые присадочные прутки, являющиеся аналогом припоя при пайке или присадочной проволоки при сварке.
Такие прутки покупают в магазинах либо изготавливают самостоятельно, нарезая отходы пластика. Важно следить за тем, чтобы пруток был из того же материала, что и ремонтируемое изделие. Пруток заостряют с одной стороны, а другой стороной вставляют в фиксатор на сопле термопистолета.

Пайка пластика феном
Устройство ведут вдоль линии спайки медленно, наклонив пруток-присадку под углом 40-50°. Для соединения разрозненных осколков пайку выполняют в несколько проходов. Сперва нужно соединить осколки между собой короткими швами, из расчета один — два на сторону. Далее получившуюся сборку прикладывают к целой части бампера. Если контуры совпадают, проводят спайку по контуру. В последний проход окончательно спаивают осколки между собой.
Технология подготовки пластмассовых деталей к пайке
Прежде всего, требуется выяснить, из какой пластмассы сделана подлежащий ремонту элемент. Все они делятся на две большие группы:
- Твердые. Маркируются символами ABS, GF 15, GF 30, PAG.
- Мягкие. Обычно не маркируются.
Различить их по внешнему виду, не имея многолетнего опыта, сложно. Поэтому стоит поискать маркировку на обратной стороне бампера или элементы обвеса. Наиболее прочным пластиком является полипропилен. Изделия из него хорошо держат форму, обладают хорошим внешним видом и успешно поддаются ремонту.
Процесс подготовки складывается из следующих операций:
- Очистить от загрязнений и остатков старого лакокрасочного покрытия. Механическая очистка сопровождается промывание теплым мыльным раствором.
- Обезжирить. Здесь подойдут распространенные органические растворители, такие, как уайт-спирит. ацетон и т.п.
- Отшлифовать зону спаивания бархатной наждачной бумагой (P120). Крупные изделия шлифуют, используя шлифмашиной.
- Продуть сжатым воздухом, чтобы убрать шлифовальную пыль.

Тщательная подготовка поверхности позволяет добиться высокого качества работ. Отремонтированное изделие бывает просто не отличить от нового.
Область применения
Самая широкая область применения паяльника для пластика — это автосервис, и прежде всего — для ремонта бамперов. Используют их также для ремонта других пластмассовых элементов — обвеса кузова, корпуса зеркал заднего вида, пластиковых элементов отделки торпеды и салона.
Паяльник позволяет ремонтировать любые поврежденные детали из пластика — для велосипедов и мотоциклов, снегоходов и квадроциклов.
В последнее время все шире метод используется при ремонте деталей разнообразных плавсредств — рыболовецких катеров и даже яхт, на которых традиционное дерево все больше уступает место пластикам и композитным материалам.
На участке частного дома паяльник может пригодиться для ремонта оборудования и трубопроводов систем водоснабжения, отопления, орошения и канализации, пластиковых каркасов парников и теплиц.
Важно помнить, что свариваются таким образом только изделия из одинаковых материалов.
Способы горячей сварки пластика

Сварка пластика – эффективный способ прокладки полипропиленовых труб, ремонта пластмассовых изделий. Однородный шов получают путем нагревания и расплавления. Для этого предназначены специальные приспособления. Работать с ними может научиться каждый. При выборе технологии учитывают преимущества и недостатки каждого метода.
.jpg)
Общая информация о сварке термопластов
Соединение деталей из пластмассы путем нагрева – технология, давно применяющаяся в промышленных условиях и домашних мастерских. Использование горячих способов возможно только при работе с материалами, относящимися к группе термопластов. Так называются виды полимеров, полностью сохраняющие свои характеристики после нагрева, расплавления и остывания. В этом заключается их отличие от реактопластов, разрушающихся при нагревании и заключительной обработке.
Разновидности пластика с характеристиками свариваемости
Метод соединения выбирают в соответствии с видом полимера и его характеристиками.
Высокой свариваемостью отличаются:
- Полиэтилен. Изделия из такого пластика соединяют путем расплавления кромок, которые затем совмещаются под давлением, исключающим деформацию.
- Полипропилен. Материал применяется при производстве труб, которые соединяют с помощью электропаяльника мощностью 1500 Вт. Путем повышения температуры в месте соединения намертво скрепляют 2 элемента. Свойства материала помогают получить шов, не пропускающий влагу.
- Поливинилхлорид (ПВХ). Пластик не деформируется при нагреве. Сварное соединение получается прочным и однородным.
Средней или низкой свариваемостью обладают такие полимеры:
- Полистирол. Полимер используется при изготовлении посуды, игрушек, бытовых предметов. Детали из этого полимера отличаются достаточно плохой свариваемостью, они требуют тщательной подготовки.
- Полихлорвинил. Горячие методы при сопоставлении элементов из такого полимера применять не рекомендуется. Это объясняется возможностью деформации краев, ухудшающей качество шва. Более эффективными являются холодные способы.
Подготовка материалов
Перед сваркой пластмасс в домашних условиях выполняют следующие действия:
- демонтируют деталь (при необходимости);
- определяют тип пластика (для этого смотрят маркировку, указанную на нижней части изделия);
- удаляют с поверхностей загрязнения, остатки лакокрасочных покрытий;
- обезжиривают пластик.
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Чтобы правильно выбрать средство сварки термопластов, необходимо изучить принципы работы, преимущества и недостатки каждого устройства.
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал – пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Бытовые фены используют для выполнения рутинных операций. Промышленные варианты предназначены для прокладки полимерных трубопроводов.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.

Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток – невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.
Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.
Газовая сварка
Такой вариант относится к термическим методам соединения пластмассовых изделий.
Как подобрать газ для горячей сварки
В качестве источника тепла нередко используют кислород или аргон. Однако самым экономичным газом считают воздух, не оказывающий отрицательного воздействия на пластик.

Ультразвуковой метод
Универсальный способ термосварки подразумевает локальный нагрев места соединения до температуры, близкой к параметру плавления. Дозированное тепловое воздействие не способствует перегреву и деформации материала, иногда наблюдающемуся при использовании других методов. Оборудование работает с частотой 17-45 кГц.
Электрические колебания превращаются в механические, передающиеся обрабатываемому материалу.
Высокочастотная сварка
Экономичный метод применяют во многих отраслях промышленности. Сварка ведется с использованием 2 металлических электродов, между которыми циркулирует ток частотой 30-75 МГц. Высокочастотное электрическое поле нагревает края деталей до необходимой температуры. После сопоставления кромки охлаждают естественным путем. Метод подходит для соединения элементов толщиной 0,5-2 мм. При этом используют 2 способа сварки: внахлест или встык.

Фрикционный способ
Сильное трение способствует выделению тепловой энергии, частично расплавляющей края деталей. Сжатие под большим давлением приводит к формированию однородного прочного шва. Главное преимущество фрикционного метода – высокая производительность. Недостатком считают возможность применения только для сварки жестких разновидностей термопластика.
Использование лазера
Из-за высокой стоимости данная технология редко применяется в бытовых условиях.
В промышленности лазерный метод используется при:
- сборке автомобилей на автоматизированных линиях;
- производстве электронных приборов, при котором требуется осторожное обращение с мелкими пластиковыми деталями;
- изготовлении медицинских инструментов и аппаратов, где необходимо создание стерильных условий;
- упаковке продуктов мясной и молочной промышленности.

Лазерный метод помогает сваривать конструкции сложной конфигурации. Другие методы в этом случае оказываются малоэффективными.
Растворение поверхности
Простая технология основывается на химическом расплавлении кромок с последующей фиксацией под давлением. Для ускорения работы может применяться нагрев. Главный недостаток – токсичность применяемых при работе веществ. Метод не рекомендуется использовать в домашних условиях.
Подбор сварочных прутков
Данные элементы играют роль электродов. Их применяют при пайке листового пластика, труб, полиэтиленовых предметов. Размер стержней бывает разным, как и их форма. Диаметр круглых прутков составляет 3-7 мм. Стержни с квадратным сечением отличаются большими размерами.
.jpg)
Для соединения полимерных изделий применяют 2 типа расходного материала:
- Полиэтиленовые стержни. Отличаются достаточно низкой температурой плавления. Применяются для сварки изделий из соответствующего материала с помощью фена.
- Полипропиленовые прутки. Элементы не деформируются, не утрачивают рабочих качеств при длительном хранении. Изделия используются при сборке и ремонте конструкций из листового полипропилена. Электроды из этого материала применяются совместно с экструдерами, расплавляющими их до жидкого состояния.
Какой метод лучше для домашних условий
В быту чаще всего используют следующие технологии:
- Сварка с помощью паяльника. Инструмент имеет низкую цену, что позволяет применять его даже для самых простых операций. Паяльником сваривают трубы, емкости, автомобильные бамперы. Инструмент расплавляет поверхности на стыке, которые затем сопоставляются и фиксируются. Таким методом можно соединять трубы разного диаметра.
- Газовая сварка. В домашних условиях применяют фен или горелку. Нагретый газ расплавляет пластик, что способствует формированию однородного шва. Недорогой сварочный инструмент помогает соединять пластиковые детали разных форм и размеров. Его применяют при ремонте тонкостенных полимерных изделий. Процесс ведется с использованием присадочного материала или без такового. В качестве расходного материала применяют пластиковые прутки или полосы.
- Соединение экструдером. Пистолет снабжен нагревательным элементом, расплавляющим расходный материал. Оборудование оснащается и регулятором, помогающим менять температуру воздействия. Тепловые потери минимальны, чем объясняется высокий КПД оборудования.
Профессиональная аппаратура
Такие устройства применяют при предъявлении высоких требований к герметичности шва. Профессиональное оборудование позволяет вести сварку пластика по заданным схемам. Его используют при создании разветвлений трубопроводов или других сложных конструкций.
Таблица температуры пайки полипропиленовых труб – время пайки, нагрева и охлаждения трубы
Прокладка коммуникационных систем в доме является важным этапом строительства и ремонта. Особое внимание уделяется отоплению, подаче и отводу воды. Отличным решением для обустройства этих систем будет использование прочных полипропиленовых труб. На рынке представлен обширный ассортимент различных моделей и дополнительных комплектующих, что позволяет создавать самые сложные коммуникационные разветвления.
Соединение ПП труб выполняется методом сваривания полимерных частей. Это прочный способ, который обеспечивает отменную герметичность системы. Паять полипропиленовые трубы можно в домашних условиях при наличии специального нагревательного оборудования.
Содержание
Какие бывают трубы из полипропилена
Для создания коммуникационных систем применяют четыре основных типа полипропиленовых труб, которые имеют особые технические характеристики.

- PP-H – прочная полимерная основа позволяет выдерживать высокое давление. Данный вариант применяется для промышленных целей.
- PP-B – это грамотная комбинация с полиэтиленом. Температура для сварки полипропиленовых труб этого типа составляет 110 °С. Готовые конструкции отличается упругостью, что позволяет использовать их в быту.
- PP-R – востребованный вариант, выполненный на основе этилена и пропилена. Чаще всего применяется в обустройстве отопительных систем, подачи горячего и холодного водоснабжения.
- PP-RCT – отличается повышенной прочностью и устойчивостью к температурным колебаниям. За счет этого толщина стенок меньше.
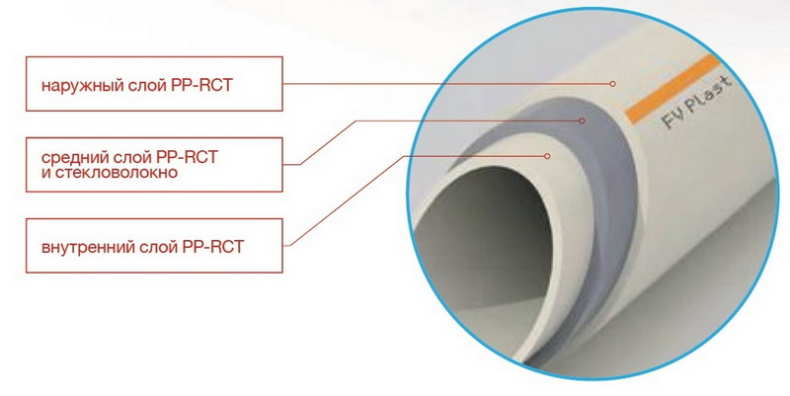
Детальная температура пайки полипропиленовых труб для каждого типа позволяет обеспечить наиболее прочное соединение.
Что нужно знать о трубах и как выбрать качественную полипропиленовую трубу
Для пайки полипропиленовых труб и создания прочных коммуникационных систем, важно знать, на что обратить внимание при выборе материала.

ПП – это легкоплавкий полимер, который после затвердевания восстанавливает изначальные показатели прочности. На рынке представлен обширный ассортимент моделей, которые отличаются толщиной стенок, цветом, прочностью, эластичностью и температурой нагрева.
Полипропиленовые трубы имеют диаметр от 16 до 110 мм, что обуславливает широкий спектр применения в различных коммуникационных системах. Помимо этого, они могут иметь различный окрас, но он не является важным критерием выбора.

При этом информативность несет цвет боковой полоски:
- красные – для отопления и подачи горячей воды;
- синие – для подачи холодной воды.
Также вдоль труб напечатана детальная информация о технических характеристиках изделий.
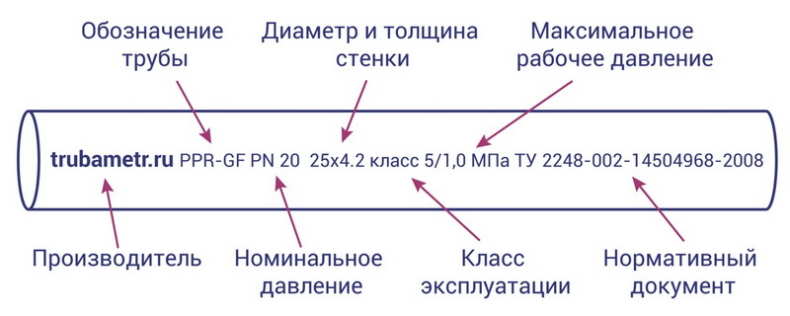
Данные позволяют определиться со сферой применения и температурой сварки полипропиленовых труб конкретного типа.
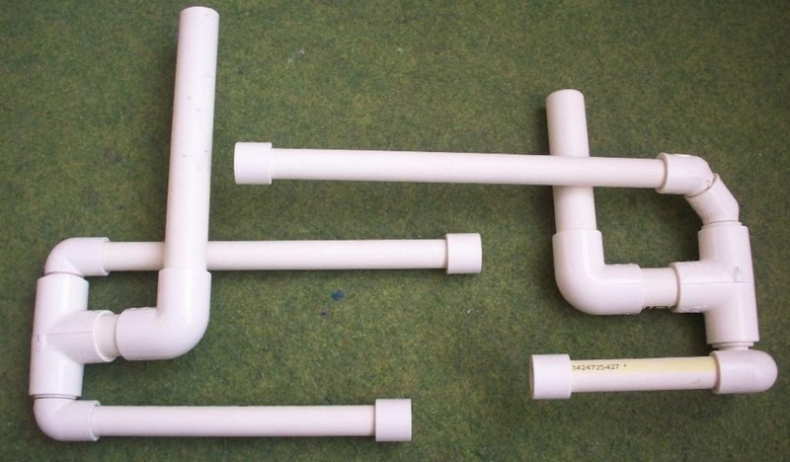
Виды фитингов
Для внутренней и внешней разводки используют различные виды фитингов. Это удобные соединители, позволяющие прочно сваривать полипропиленовые трубы в единое целое под необходимыми углами.

Выделяют следующие разновидности фитингов:
- Переходники. Могут иметь несколько разветвлений с резьбой или гладкой стенкой.
- Обводы. Специальные изделия, позволяющие обогнуть уже проложенные трубы.
- Повороты. Созданы уголки с поворотом в 45°, 90° и 135°. Стенки соединений могут быть гладкие или с резьбой.
- Запорная арматура. Созданы полипропиленовые вентили и краны, которые позволяют регулировать силу потока в трубопроводе.
- Компенсаторы. Необходимы для снижения ударных нагрузок на стенке трубы и в местах соединения.
- Заглушки. Необходимы для герметизации ответвлений.
- Крепежи. Изделия для удобного монтажа труб и их фиксации.
Способы пайки полипропиленовых труб
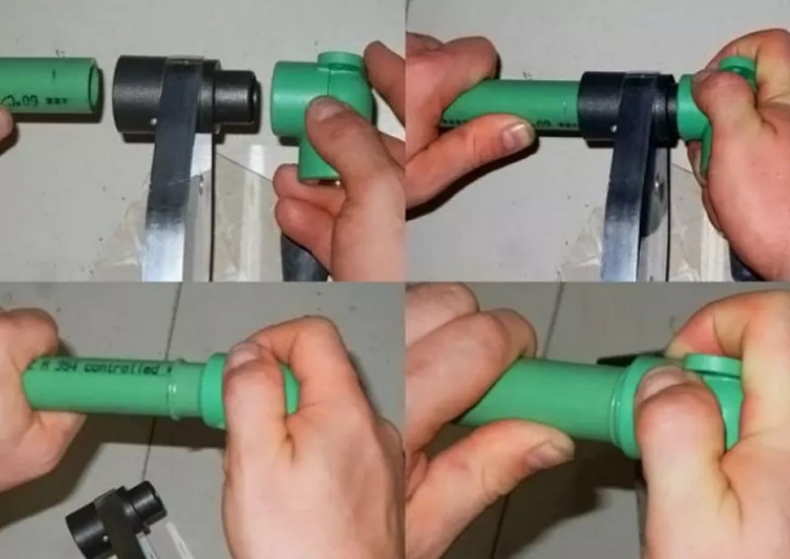
При создании трубопровода с использованием полипропилена, все соединения выполняются методом сваривания полимера. Для этого фитинг и трубы разогревают специальным паяльником до указанной производителем температуры, после чего выполняют их соединение.
После остывания материал возвращает изначальную прочность, а сварной шов отличается отменной герметичностью.

Паять трубы можно двумя основными способами: муфтовым и стыковочным. Каждый вариант имеет свои особенности и преимущества.
Муфтовая сварка
Процесс соединение выполняется с применением фитингов (муфт). Есть как обычные варианты, разогрев которых выполняют паяльником, так и электрические.
В последнем варианте соединитель имеет внутри нагревательный резистор, который сам расплавляет полимер при подключении и напряжении.

Современные паяльники и станции работают не только с популярными диаметрами 20 и 25 мм, но и с конструкциями до 120 мм. Также есть специальные муфтовые установки, работающие с трубами до 400 мм. Преимущества метода:
- можно удобно работать в труднодоступных местах;
- сварочное оборудование имеет небольшой удельный вес;
- паяльник работает с разными типами полимера;
- соединения не создают препятствий для тока воды, поскольку внутри не образуется грат.
Стыковая сварка
Популярный вариант, который предусматривает торцовку труб, совместный нагрев, соединение под механическим или гидравлическим давлением. Для этого используются специальные стыковочные аппараты.

Оборудование отличается размером, весом, ценой и максимальным диаметром труб (от 40 до 500 мм). Плюсы технологии:
- пайка ПП позволяет достигнуть высокой прочности и долговечности стыка;
- для соединения не требуются дополнительные соединительные элементы;
- процедура довольно простая и быстрая.
Подробное технологическое описание пайки труб
Для обустройства бытовых коммуникационных систем чаще всего используют полипропиленовые трубы диаметром от 16 до 40 мм. При этом образцы 50-110 мм будут актуальны для промышленного использования.

Стоит отметить, что все размеры выпускаются в нескольких вариациях, что можно определить по нанесенной маркировке:
- PN-10 – модели для рабочего давления не выше 10 бар и температуры воды не более +45°С;
- PN-16 – такие трубы выдерживают 10 бар и теплоноситель разогретый до 65°С;
- PN-20 – созданы для систем высокого давления в 20 бар и температур до 80°С;
- PN-25 – предназначены для обустройства системы отопления с показателями не выше 25 бар и температуры до 95°С.
Важно! Пайка ПП труб должна соответствовать технологическим требованиям для конкретного изделия, которые указывает производитель.
При этом может отличаться температура паяльника, время нагрева и остывания.

В то время как технологическая суть для всех вариантов остается идентичной: разогрев спаиваемых элементов до заданной температуры, соединение и остывание. Это позволяет получить высокую прочность и максимальную герметичность.
Подготовка инструмента и материала
Прежде чем приступить к монтажу коммуникационных систем из полипропиленовых труб, нужно подготовить весь необходимый инструмент и расходные материалы:
- муфты, фитинги и трубы с необходимым диаметром;
- переходники и элементы запорной арматуры;
- уровень, маркер, рулетка;
- резак для подрезки труб;
- сварной аппарат.
Совет! Что касается самого паяльника или станции, то это достаточно дорогое профессиональное оборудование, и для разового использования лучше взять его в аренду.
Разметка, нарезка и зачистка трубы
Как правило, все замеры и подрезка труб выполняется по ходу монтажа, что позволяет максимально точно подобрать необходимую длину труб, набор поворотов и фитингов. Для нарезки желательно использовать специальный резак, который не оставляет заусенцев и дает ровный срез. Кроме того, на торцах деталей необходимо снимать фаску, что упростит процесс соединения.

В идеальном варианте свариваемые участки должны быть обезжирены изопропиловым или этиловым спиртом. Перед пайкой нужно, чтобы элементы были чистыми и сухими.
Совет! Чтобы избежать ошибок в процессе монтажа не лишним будет пронумеровать все детали.

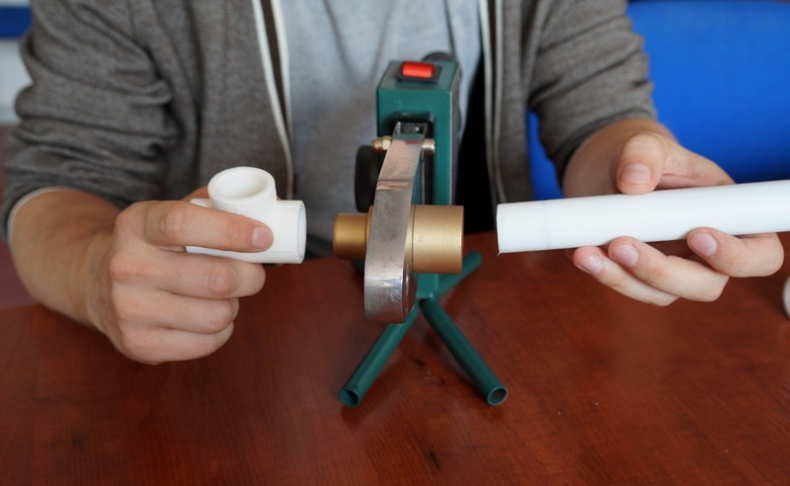
Пайка – нагрев и соединение
Далее нужно разобраться, при какой температуре паять пластиковые трубы. Эта информация указывается в инструкции к самим трубам. Вместе с тем нужно отметить, что практически все варианты ПП нужно разогреть до +260 °C.
Для этого нужно включить паяльник со сварочными гильзами необходимого диаметра, в которые одновременно вставляют трубу и фитинг.
После непродолжительного удержания выполняют соединение элементов в единое целое. Важно, чтобы на стыке образовался равномерный пластиковый наплыв.
Через несколько секунд произойдет остывание, что позволит продолжить дальнейшую пайку участка.
Охлаждение и проверка герметичности
После соединения разогретых элементов необходимо несколько секунд удерживать детали между собой для остывания и прочного сцепления. Время сварки зависит от типа материала и диаметра самого изделия.
Есть простая закономерность, чем больше труба, тем больше времени требуется для фиксации и остывания.
Важно! Примерное время остывания: 3 секунды для труб диаметром 20 мм, и более 10 секунд для моделей 90 мм.
После набора прочности необходимо проверить созданную конструкцию на герметичность.

Это можно выполнить с помощью подачи воды под давлением. При наличии течи процесс пайки выполняется заново.
Нюансы при пайке труб полипропилена
Чтобы процесс монтажа коммуникационных систем проходил без брака, важно четко соблюдать технологические требования. Чаще всего причиной плохого соединения служит перегрев или недогрев материала.

Главные моменты, которые влияют на прочность сварного шва:
- При ремонте сложно соблюдать идеальную чистоту. Попадание пыли или влаги на соединяемые детали может негативно сказаться на прочности фиксации.
- Чрезмерный нагрев трубы может привести к тому, что она слишком далеко зайдет в фитинг, что может сузить диаметр внутреннего просвета.
- После нагрева элементов, соединение должно быть выполнено в считанные секунды, поскольку труба может войти неглубоко. Желательно длину захода трубы отмечать маркером, чтобы контролировать качество соединения.
- Если труба вошла в фитинг под углом, не нужно пытаться ее выровнять – такие действия точно приведут к течи.
- Не стоит экономить на материалах и соединителях. Часто за низкой ценой скрывается аналогичное качество, что создаст массу проблем на этапе пайки.
Таблица пайки полипропиленовых труб со временем, длительностью нагрева и температурой
На практике пайка пропиленовых труб не является сложным процессом. Главное в этом деле сноровка и соблюдение технологических требований. В таблице ниже отмечены температурные и временные требования для сваривания ПП труб разного диаметра.

Температура пайки полипропиленовых труб – таблица.
| Диаметр трубы в мм. | Время нагрева, в сек. | Время пайки, в сек. | Время охлаждение, в сек. | Глубина посадки, в мм. |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 16 |
| 32 | 8 | 4 | 4 | 20 |
| 40 | 12 | 6 | 4 | 21 |
| 50 | 18 | 6 | 5 | 22,5 |
| 63 | 24 | 6 | 6 | 24 |
| 75 | 30 | 8 | 8 | 28.5 |
| 90 | 40 | 8 | 10 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Пайка отопления полипропиленовыми трубами – основные правила
Современные полипропиленовые трубы являются отличным аналогом металлических элементов. Полимерные изделия просты в монтаже, обеспечивают отменную прочность и доступны в цене.

Поскольку ПП трубы могут выдерживать высокие температуры и давления, они широко используются для систем отопления домов и промышленных объектов.
Чтобы процесс пайки системы отопления прошел без лишних проблем, нужно следовать следующим правилам:
- паяльник всегда должен быть включенным и разогретым до рабочей температуры в +260 °C;
- важно, чтобы насадки соответствовали диаметру труб и были прочно зафиксированы;
- после соединение деталей запрещено проворачивать элементы более чем на 5°;
- нужно четко следовать температурным рекомендациям, указанным в таблице;
- перегрев и недогрев послабит сварной шов.
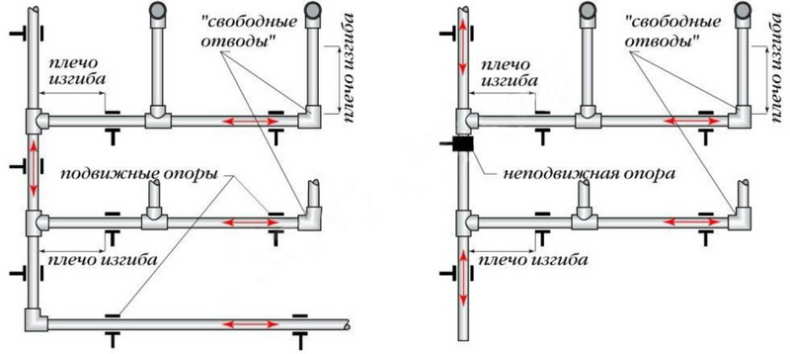
Все эти советы позволяют минимизировать возможные проблемы в процессе монтажа коммуникационных систем и обеспечить их высокую прочность.
Все о пайке пластика феном

Строительный фен (или термофен) является востребованным инструментом при осуществлении различных ремонтных работ. В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
Особенности
Процедура пайки строительным феном сопряжена с большой затратой энергоресурсов, потому как мощность нагревателя порою достигает 2,5 кВт. Это способствует высокой производительности – 300-400 л/мин. Поток разогретых воздушных масс оказывает воздействие на большую площадь, что порой неудобно при необходимости воздействия на определённую точку. В связи с этим сварку пластика посредством фена осуществляют с использованием насадок для быстрой пайки, которые дают возможность подать присадочный материал прямиком в область соединения.
Виды фенов и насадок
Ручные термофены для пайки полимеров бывают 2-х видов:
- бытовой;
- промышленный.
Конструкция у них одинаковая, различия лишь в возможностях и вспомогательных функциях.
Промышленные устройства имеют большую мощность и высокую температуру разогрева воздуха. Посредством их, к примеру, выполняют сборку крупных трубопроводов. Более того, подобные устройства практикуются в связке со специализированной паяльной установкой.
В домашних условиях вы едва ли станете использовать подобное оснащение, к тому же оно очень дорогое.
Бытовые сварочные фены функционируют от простой розетки и разогревают воздух до 600° C. Таким образом, с их помощью можно сделать следующее:
- отремонтировать ПВХ трубы на дачном участке;
- восстановить лопнувший пластмассовый бампер на собственном автомобиле и т. д.
При реализации фена он комплектуется разными насадками. Их другое наименование – сопла либо форсунки. Зачастую для работы комплекта не хватает, но приспособления можно докупить отдельно. Большой выбор увеличивает возможности применения термофена посредством изменения мощи и формы потока воздуха.