Как правильно установить подшипники в 64221 2502128
Уход за передним ведущим мостом состоит в поддержании необходимого уровня масла и своевременной его замене; проверке уплотнений и подтяжке резьбовых соединений.
Смазка подшипников шарнира равной угловой скорости производится регулярно согласно карте смазки, а при эксплуатации в сильно запыленных и загрязненных условиях — более часто.
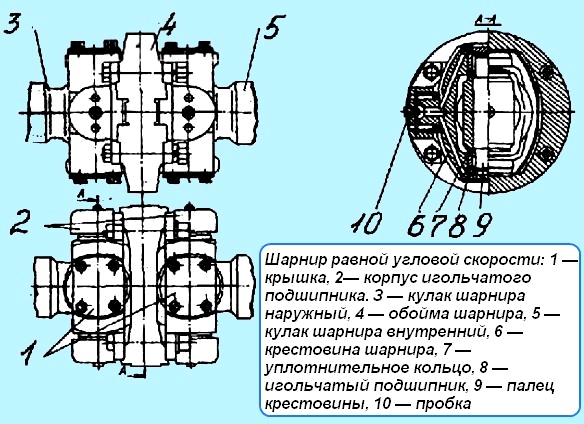
Для смазки подшипников шарнира поверните колесо, или влево до отказа, выверните все пробки 10 (рис. 4) и, вворачивая последовательно пресс-масленку, заполните полость крестовины 6 смазкой до ее появления в противоположном отверстии.
Периодически проверяйте затяжку болтов крепления крышки и опор к картеру моста, гаек крепления картера ведущей шестерни к балке моста, гаек крепления крышек подшипников шкворней и рычага поворотного кулака, болтов крепления водила к ступице колес.
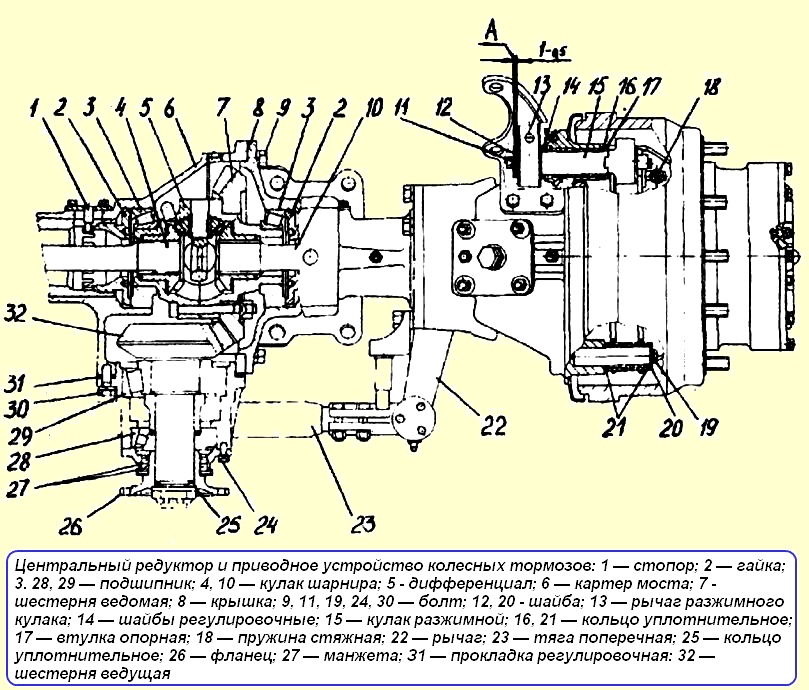
Регулировка подшипников 28, 29 (рис. 1) ведущей конической шестерни 32 аналогична регулировке в центральном редукторе заднего моста.
Регулировка зацепления конических шестерен аналогична среднему мосту.
Отличие состоит в том, что регулировка подшипников 3 дифференциала и зацепления шестерен производится непосредственно на мосту без разборки.
При этом натяг конических подшипников дифференциала производится регулировочными гайками 2 через отверстия в балке моста при снятом стопоре 1.
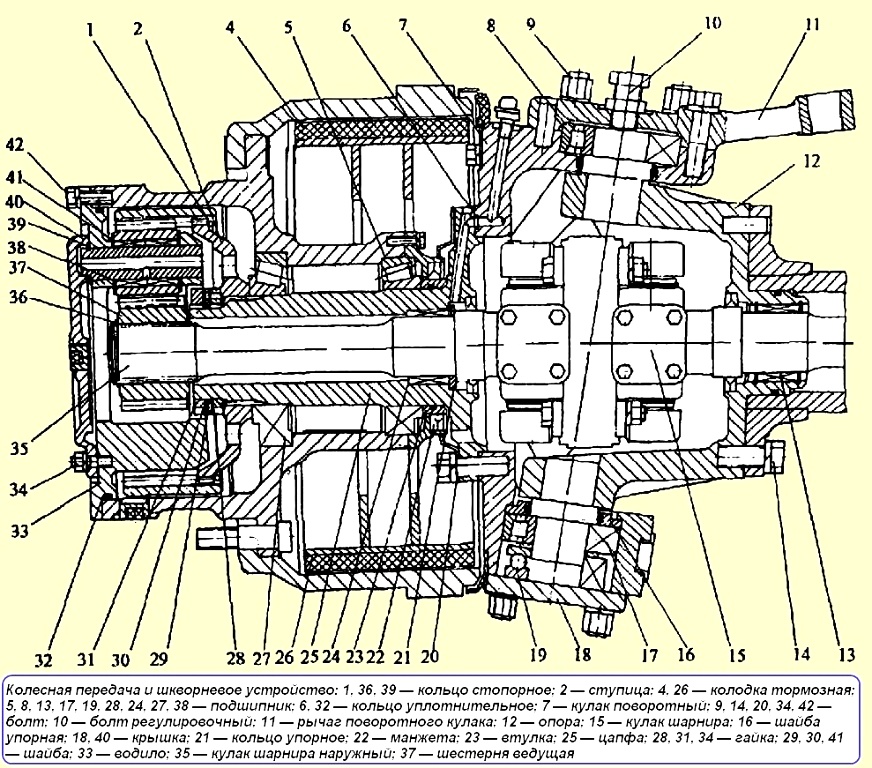
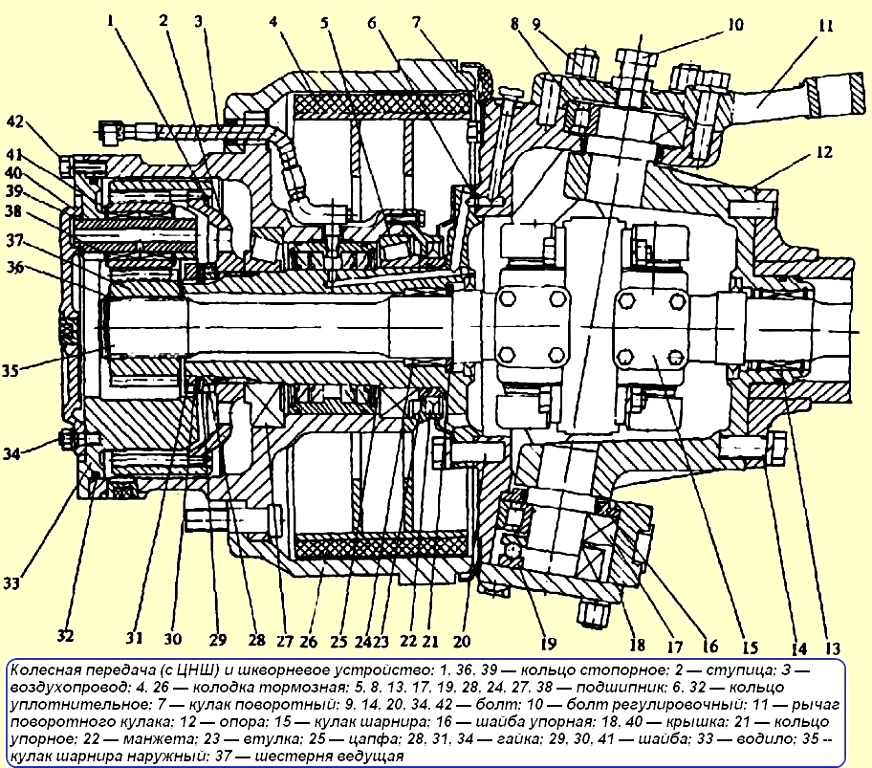
Смазка подшипников 17, 19, 8 шкворней (рис. 2, 3) производится через масленки, установленные на каждом шкворне: сверху на крышке и рычаге, снизу — сзади на поворотном кулаке.
Регулировка шкворневых подшипников производится на вывешенном мосту болтом 10 с обеспечением зазора 0,1 — 0,2 мм между торцом болта и шкворнем путем заворачивания болта до упора и последующего его отворачивания на 1/10 — ⅛ оборота.
Ремонт переднего моста
Ремонт переднего управляемого ведущего моста (ПВМ) заключается в замене изношенных или поврежденных деталей после разборки узла и снятия повреждения деталей.
- 1. Разборку моста после снятия с автомобиля производить в следующей последовательности (рис. 1, 2, 3.):
- 1.1. Слить масло из картера центрального редуктора и колесных передач, предварительно вывернув все пробки в картере, ступицах и крышках колесных передач.
- 1.2. Отсоединить поперечную тягу 23 (рис. 1) от рычагов трапеции, отвернув гайки крепления, предварительно удалив шплинты.
- 1.3. Снять крышки 40 (рис. 2, 3) колесных передач с прокладками, отвернув гайки 34 шпилек и спин шайбы.
- 1.4. Снять водило 33 колесных передач, отвернув болты 42 и сняв шайбы. Снять резиновое уплотнительное кольцо 32.
- 1.5. Снять шестерни ведущие 37 колесных передач, после снятия стопорных колец 36 с кулаков шарниров 15. Осмотреть детали и при наличии повреждений — заменить.
- 1.6. Снять ступицы 2 шестерен с ведомыми шестернями, для чего:
- — отогнуть усик шайбы З0, отвернуть и сиять контргайку 31, снять шайбу со штифтом 29 и отвернуть гайку 28;
- — снять ступицу шестерни с ведомой шестерни колесной передачи, удалить стопорное кольцо 1 и вынуть ступицу с шестерни.
Возможные неисправности ведущих мостов и методы их устранения
Повышенный нагрев моста
— Излишнее или недостаточное количество масла в картере редуктора и колесной передачи
Проверить и довести до нормального уровень масла в картерах
— Нарушена регулировка зацепления конических шестерен главной передачи
Отрегулировать зацепление шестерен
— Нарушена регулировка конических подшипников редуктора и ступиц
Повышенный шум моста
— Нарушена регулировка зацепления конических шестерен главной передачи
Отрегулировать зацепление шестерен
— Износ конических подшипников ведущей шестерки главной передачи и межколесного дифференциала или нарушение их регулировки
Проверить состояние подшипников, если необходимо, заменить и отрегулировать их затяжку
— Большой износ шестерен
Заменить изношенные шестерни
Повышенный шум моста на повороте
— Повышенный износ шестерен, втулок сателлитов и опорных шайб дифференциала
Разобрать дифференциал и заменить изношенные детали
Шум в колесном редукторе
— Износ шестерен колесной передачи и подшипников сателлитов
Заменить изношенные детали
— Недостаточный уровень масла
Долить масло в картер колесной передачи
Течь масла через уплотнения
— Износ или повреждение манжет
1.7. Снятие и разборка ступицы колеса:
- — закрепить на ступице съемник, снять ступицу в сборе с цапфами, предварительно зачалив или поддерживая ее.
Внешним осмотром определить наличие дефектов и при необходимости произвести разборку для замены деталей в следующим порядке:
- — установить ступицу барабаном вверх и снять крышку с манжетой, проверив наличие смазки в зоне манжеты крышки, удалив крышку с манжетами и прокладку, а также внутренние кольца подшипников;
- — вывернуть воздухопровод 3 из переходника, а переходник из корпуса головки подвода воздуха (с ЦНШ);
- — вынуть головку подвода воздуха, сняв внутреннее кольцо подшипника, и снять уплотнительные кольца (с ЦНШ);
- — при наличии повреждений на деталях — произвести замену.
- 1.8. Снять колодки 4, 26, предварительно сняв пружину 18 (рис. 1), болты, снять шайбы и пластины осей колодок и вынуть уплотнительные кольца.
- 1.9. Перед снятием разжимных кулаков 15 отвернуть болты 11 крепления шайб регулировочных рычагов (левый, правый) и снять пружинную и упорную шайбы.
Перед снятием кулаков предварительно снять регулировочные шайбы 14, втулку опорную 17 и уплотнительное кольцо 16.
- 1.10. Снять с цапфы 25 (рис.2, 3) втулку 23 и вынуть резиновое уплотнительное кольцо.
- 1.11. Снятие и разборка цапфы:
- — отвернуть болты 20 крепления цапфы к кулаку поворотному 7, снять шайбы, маслоуловитель с прокладкой;
- — снять цапфу 25 левую (правую) и уплотнительные кольца 6 отверстий под ЦНШ и сапунирование (отв. под ЦНШ — по оси симметрия фланца и фрезеровки паза). При необходимости съемником вынуть манжету 22, снять упорное кольцо 21.
Внешним осмотром и обмером определить состояние манжеты, кольца и подшипника в цапфе и поверхности цапфы.
При замене подшипника съемником вынуть его из цапфы.
1.12. Снятие шарниров производить после снятия цапф, поддерживая внутренний кулак для исключения повреждения манжеты и подшипника в опоре.
Внешним осмотром определить состояние работы поверхностей кулаков шарнира под манжету и подшипник.
При значительном износе рабочих поверхностей шарниры заменить.
1.13. Разборка центрального редуктора и снятие крышки картера с дифференциалом.
Перед снятием ведущей шестерни 32 (рис. 1) необходимо снять кулаки поворотные 7 (рис. 2, 3) и опоры 12 в следующей последовательности:
- — отвернуть гайки 9 шпилек крепления рычага 11, верхней крышки, нижней крышки и болты крепления;
- — снять рычаги 22 (рис. 2) рулевой трапеции, вывернуть болты крепления рычага к поворотному кулаку, предварительно расшплинтовав их и сняв нижнюю крышку 18 (рис. 2, 3) с прокладками;
- — вынуть упорную шайбу (при установке упорного роликоподшипника вместо шарикового), упорный подшипник с распорной шайбой 16 и кольцами после снятия подшипника 17;
- — снять кулак поворотный 7 с верхнего шкворня опоры 12. для снятия опор необходимо вывернуть болты 14 крепления опор с фланцами картера 6 (рис. 1) и крышки 8 и кронштейнов амортизатора без шайб, снять уплотнительное кольцо;
- — проверить состояние манжеты и игольчатого подшипника. При необходимости замены — вынуть съемником манжету и подшипник, сняв стопорное кольцо.
Для снятия ведущей шестерни необходимо отвернуть болты крепления картера ведущей шестерни 32 к картеру моста, сняв шайбы.
После снятия ведущей шестерни снять регулировочные прокладки 31 (уплотнительные — при наличии).
Снятие крышки 8 производить после отворачивания болтов 9 крепления крышки к картеру моста без шайб, сняв после этого прокладку.
Вынуть дифференциал 5 с шестерней 7 из картера 6 моста.
Снятие ведущей шестерни, крышки и дифференциала производить при вертикальном расположении балки моста (крышка вверху).
Внешним осмотром определить техническое состояние крышки и картера моста, при обнаружении дефектов — детали заменить.
Монтаж подшипников: как правильно установить и закрепить деталк, схемы установки
Чтобы полностью использовать возможности деталей крепления стоит обратить внимание не только на их тщательный подбор. Для эффективной и длительной эксплуатации, перед началом работ надлежит ознакомиться с особенностями установки и крепления подшипников на валу и в корпусе. А также уделите время, чтобы изучить правила хранения, монтажа и демонтажа, смазки и прочего ухода за элементами. По словам специалистов, именно неправильная установка и незнание тонкостей или пренебрежение обслуживанием подшипникового узла вызывают около 30% поломок устройства.

Мы предлагаем ознакомиться с информацией, которая облегчит вам проведение технических процедур, просто и понятно, с помощью схем осветит те или иные аспекты инсталляции данных деталей.
Как следует подготовить подшипники к монтажу
Установка элементов производится в сухих помещениях без избыточной влажности, загрязнения и пыли. Нежелательно выполнять крепление рядом с металлорежущими станками, работа которых связана с появлением стружки и брызг охлаждающей эмульсии.

При необходимости сборки узла в незащищенном месте цехового пространства, следует принять меры, чтобы не допустить попадания посторонних включений и жидкости на шарикоподшипники и посадочные места. Эффективно использование фольгированной или технической бумаги, пропитанной маслом или парафином.
Главные правила, которых надо придерживаться перед тем, как надеть и закрепить подшипник на валу или в трубе:
- Перед производством работ следует заранее произвести подготовку всех требуемых комплектующих, инструментария, вспомогательных приспособлений, расходных материалов и технической документации;
- Выполнить тщательную проверку отсутствия загрязнения и дефектов корпусных деталей, валов, сальников и прочих компонентов. Особое внимание уделить резьбовым каналам, отверстиям и углублениям, которые могут стать сосредоточением старой смазки, или металлической стружки, оставшейся после проточки;
- Досконально изучить чертежи для определения очередности действий по подготовке посадочных мест, перед тем как выполнить запрессовку или посадку подшипника на вал;
- В литых корпусных элементах, не подвергавшихся предварительной механической обработке удалить остатки формовочного состава, зазубрины и прочие изъяны;
- Тщательно проверить соответствие заданным параметрам в документации всех деталей сборного узла. Требуемая функциональность возможна лишь при соблюдении всех установленных техническими стандартами допусков. Воспользоваться кольцевыми калибрами, специальным мерительным инструментом и синусными линейками с занесением всех данных в журнал.

Контроль параметров должен производиться при положительной температуре. Если крупногабаритные элементы находились в неотапливаемом складе, выдержать несколько часов в теплом помещении до начала всех работ.
Инструменты, которые вам понадобятся
Для упрощения процесса монтажа был разработан целый ряд механических инструментов. В частности, компания NSK предлагает следующие изделия:
- Монтажный комплект FTN333 – это отличный вариант для установки подшипников малого и среднего диаметра (от 10 до 55 мм) методом холодной посадки. Так вы корректно и беспроблемно справитесь с этой операцией.
- Гаечные ключи – представлены в стандартном и усиленном исполнении. Незаменимы при установке контргаек. Это простое и недорогое средство для монтажа подшипников с конической посадкой.
Для удобства работы с подшипниками большого диаметра, компания предлагает гидравлическое оборудование:
- Съемники, толкатели и съемные пластины – обеспечивают большие нагрузки для соблюдения рекомендуемой силы контакта между кольцом детали и поверхностью. Упрощают процесс монтажа и исключают возможность появления ошибок при установке.
- Гайки – благодаря методу смещения повышают точность и скорость инсталляции компонентов подшипникового узла с конической посадкой. Имеют антикоррозийную пленку, а значит имеют длительный срок эксплуатации.
- Насосы – предполагают совместное использование с гайками, нагнетают масло и значительно упрощают операцию.

Кроме того, для каждого типоразмера подшипника разработаны индукционные нагреватели. Компания NSK предлагает линейку устройств разных размеров и мощности.Они обеспечивают оптимальную и безопасную температуру деталей, чтобы процесс установки методом горячей посадки проходил беспроблемно.
Правила установки роликовых подшипников
При монтаже основное усилие должно быть направлено исключительно через внутреннюю обойму при насадке на вал и наружную при запрессовке в корпус. Недопустимо производство работ, при котором возникает ударное или другое динамическое воздействие.
При креплении и на вал, и в корпусную конструкцию – направлять одновременное усилие на оба кольца одновременно, не допуская перекоса.
Устанавливая детали при помощи подручных инструментов, когда нет возможности воспользоваться штатными приспособлениями, нельзя допускать ударные усилия к поверхности сепаратора, надо применить прокладку, гасящую воздействие. Можно воспользоваться втулкой из незакаленного стального или медного сплава.
При способе установки шарикоподшипников на вал с натягом, элемент желательно предварительно разогреть с помощью индукционного устройства, а затем насадить с небольшим усилием. Сторона п/ш, имеющая заводскую маркировку должна быть снаружи.
При работе с крупногабаритными элементами целесообразно воспользоваться специализированными приспособлениями, например, гидравлическими распорами, гарантирующими отсутствие повреждения поверхностей и повышенную производительность работ. Эта методика рекомендуется при установке п/ш, имеющих внутренний диаметр более 150 мм.
Как производить монтаж подшипников качения
К этому типу элементов относится достаточно много разновидностей деталей, установка которых различается последовательностью действий и методологией. Приведем некоторые из них:
- Радиальные роликовые ш/п, имеющие одно съемное кольцо без бортиков и внутреннюю обойму с роликами, устанавливается раздельно. Если на валу оба элемента подобного типа, установить дополнительную опорную деталь, которая для прочной фиксации и недопущения люфта по оси. Однобуртовые монтируются враспор для того, чтобы закрепить вал.
- Перед тем как приступить к установке игольчатого подшипника, вал предварительно покрыть пластичной смазкой. Если нет внутреннего кольца, во внешнюю обойму набить смазочный материал, установить игольчатые компоненты, ввести монтажную втулку, соблюдая посадочный зазор, который может составлять от 0,1 до 0,2 мм, а затем аккуратно вставить в посадочное место, проверив фиксацию. При монтаже рабочими поверхностями выступает наружная часть вала и внутренняя втулки. Боковыми ограничителями служат различные детали с конфигурацией колец на сопряженных компонентах. У этого типа п/ш нет сепараторов, прилегание компонентов препятствуют перекосу при эксплуатации.
- При установке подшипника стиральной машины следует придерживаться рекомендаций производителя и поэтапной схемы разборки бытовой техники. Традиционно во всех стиралках с фронтальной загрузкой установлено два п/ш в корпусе бака, для замены которых потребуется демонтировать верхние и боковые панели, двигатель и систему патрубков.

В процессе монтажа необходимо придерживаться нормативных параметров и контроля радиального зазора, который схож с требованиями при установке п/ш скольжения и значительно больше, чем у шариковых и роликовых:
- Детали, которые насаживаются на вал с предварительно вставленной крепежной втулкой, закрепить специальной гайкой. Чтобы не допустить защемления компонентов качения, которое может возникнуть при деформировании внутренней обоймы, проверить степень затяжки, вращая рукой наружное кольцо;
- При монтаже упорных одинарных подшипников, сначала насаживается на вал внутренняя обойма, а большая запрессовывается в корпусную деталь. Следует большое внимание обратить на зазор между наружным кольцом и стенкой посадочного места в корпусе;
- Монтируя радиально-упорные варианты, имеющие съемную наружную обойму, сначала устанавливайте на вал внутреннее кольцо, а затем в корпусную деталь наружное. Перед производством работ проверьте посадочные места и наличие смазки;
- Для равномерного восприятия п/ш осевых нагрузок, они ставятся попарно.
Особенности монтажа подшипников скольжения
Элементы подобного типа востребованы во многих производственных отраслях, особенно в случаях, когда нет возможности использования ш/п качения. Основное распространение изделия получили при сборке агрегатов, имеющих валы:
- функционирующие под воздействием больших ударных и вибрационных нагрузок, в прокатных станах, гидромолотах, двигателях внутреннего сгорания и пр;
- значительных диаметров, в гидравлических турбинах;
- установленные в высокоскоростных механизмах, работающих в агрессивной среде, условиях повышенной влажности и пр.

А также в шпинделях металлорежущих станков, опорных конструкциях телескопических установок, бытовой технике. Основными частями ш/п скольжения является вкладыш и корпус, который может быть разъемным и цельным.
Монтаж подшипников скольжения состоит из нескольких этапов:
- стыковка втулки и корпусной детали с натягом, посредством посадки запрессовкой, с разогревом или холодной;
- чтобы предотвратить проворачивание, внутренняя часть крепится винтом или насаживается на бронзовую шпонку;
- вал предварительно окрашивается, вводится во втулку и несколько раз проворачивается возвратно-поступательными движениями. Так происходит подгонка для упрочнения фиксации.
Это основные правила для крепления элементов такого типа. Придерживаясь их, вы исключите возникновение проблем с эксплуатацией и продлите срок их использования.

Схемы установки радиально-упорных подшипников
О-образная
Подобный вариант монтажа еще именуется спина к спине, что подразумевает: линии распределения нагрузки направлены к оси п/ш. Используя подобную методику, воспринимается одинаковое воздействие в обе стороны, на каждый приходится действующее едино-направленное усилие.
Положительными аспектами является возможность восприятия подшипниковым узлом импульсных краткосрочных нагрузок и гарантия повышенной жесткости соединения.
Х-образная
В деталях, смонтированных по подобной схеме, которую еще называют лицом к лицу, вектор распределения нагрузки направлен к оси п/ш, воспринимая воздействие в обе стороны.

При таком способе установки сборный узел хуже воспринимает моментные воздействия.
Тандем
При невозможности выдерживать существующие осевые и радиальные силовые и динамические нагрузки одним п/ш, для обеспечения необходимой работоспособности агрегата применяется метод установки тандем, при котором детали монтируются однонаправлено. Радиальные и осевые силовые нагрузки распределяются одинаково между п/ш.
Сборный узел выдерживает нагрузку только в заданном направлении, поэтому при угрозе действующего усилия с другой стороны, рекомендуется дополнительная установка еще одного п/ш, чтобы компенсировать нагрузки.
Особенности установки выжимного подшипника
Этот п/ш является одним из основных компонентов узла сцепления транспортных средств, установленного между двигателем и КПП. Его задачей является размыкание потока при нажатии педали. Специальный привод смещает п/ш по направляющей на валу к корзине, надавливая на диафрагму. В разных т/с используются механические и гидравлические детали. Для установки следует придерживаться определенного алгоритма:
- демонтировать коробку переключения передач, чтобы получить доступ к прочим узлам;
- отвести оконечности фиксатора, где муфта стыкуется со стаканом;
- извлечь п/ш из втулки одновременно с муфтой и пружинным держателем, отжав 4 крепежа;
- осмотреть старый компонент на предмет наличия дефектов, проверить посадочное место и сопредельные узлы;
- перед монтированием нового п/ш проверить наличие люфта и возможность свободного вращения;
- смонтировать деталь на направляющую втулку и зафиксировать пружинным приспособлением вместе с муфтой, предварительно нанеся обильную смазку;
- проверив должную посадку, поставить на место КПП.

Подобный способ описывает замену п/ш на легковом автомобиле ВАЗ, при установке выжимного подшипника на МАЗ и других грузовых транспортных средств, следует руководствоваться детальной инструкцией и рекомендациями производителя техники. Желательно использовать специализированные приспособления и ремонтные работы производить в сервисном центре, особенно это актуально для машин на гарантии.
Установка ступичного подшипника
При невозможности посещения автосервиса и выполнении работ по замене ш/п передней ступицы легкового автомобиля самостоятельно, следует предварительно подготовить все необходимые инструменты, смазку и ремкомплект. Машина фиксируется надежными упорами, предотвращающими скатывание, включается первая скорость. Затем все мероприятия выполняются в заданной последовательности:
- снять колпак с колеса, ослабить гайку с помощью торцевого ключа или шестигранной головки;
- приподнять автомобиль домкратом, проверить устойчивость;
- выкрутить болты, убрать колесо, узел тормозных колодок аккуратно вывесить, чтобы предотвратить порчу шланга;
- снять диск, вкрутить в монтажные отверстия подготовленные шпильки или болты до выхода с обратной стороны до 2 мм;
- ударив молотком по оконечности шпилек выпрессовать ступицу;
- снять п/ш, проверить посадочное место на предмет изъянов, нанести новую смазку и установить приготовленный п/ш;
- выполнить сборку в обратной последовательности.
В зависимости от модификации т/с и года выпуска, методика может быть иной. Не рекомендуется производить ремонт самостоятельно с а/м, имеющими действующую гарантию.

Как правильно поставить подвесной подшипник на Газели
Деталь необходима для обеспечения подвижной фиксации к опоре карданного вала. Учитывая состояние дорог и постоянную загрузку транспортных средств, на п/ш приходится довольно большое динамическое воздействие, из-за чего деталь быстрее выходит из строя раньше, чем сказано в инструкции по эксплуатации.
Износу способствует недостаточное количество или неправильно подобранная смазка, которая загустевает при низких температурах и способствует повышенному трению. Расположение над системой выхлопа приводит к перегреву и высыханию.
При возникновении характерных звуков, свидетельствующих о выходе п/ш из строя, необходима срочная замена для предотвращения поломки других узлов.

При демонтаже кардана следует внимательно осмотреть шлицы и резьбовое соединение, убрать возможную коррозию и загрязнение. Снятие и установку шарикоподшипника желательно производить с применением специального съемника для предотвращения поломки. При отсутствии необходимого приспособления, пассатижами снять стопорные кольца, затем удерживая кардан на весу, резким ударом молотка через демпфирующую прокладку выбить чашки.
После извлечения старых п/ш, обязательно проверить посадочное место, параметры и целостность сопряженных деталей. Установка нового производится в обратном порядке, не забыть нанести обильную смазку с маркировкой, рекомендованной производителем.
Компания Подшипник.моби предлагает ознакомиться с обширным каталогом и купить шарикоподшипники всех модификаций и размеров от производителя по разумной цене. Все представленные товарные позиции имеют сертификаты качества и гарантию. Обеспечиваем быструю обработку поступающих заявок, согласование комплектации, отгрузку и доставку.
Как правильно установить подшипники в 64221 2502128
Ремонт трансмиссии. Часть 5 — Установка ☠СРПМ☠. Чать 1 — Компоненты.

Приветствую Вас, спасибо что заглянули в гости!
Сегодня наконец-то я постараюсь подробно описать и рассказать о подготовке к установке СРПМ и что для этого потребуется! Инструкций по установке достаточно много и все в них хорошо описано, речь пойдет о самих компонентах, номера и описание которых тоже есть на DRIVE2, но постараюсь все собрать до кучи!
Как я уже писал ранее, я принял решение перейти на привода на 24 шлица и соответственно и ступицы и редуктор для стального переднего моста я заказал под 24 шлица!
Для сборки приводов было сделано следующее:
1) Привода в сборе АВТОВАЗ — оригинальный номер: Левый- 21213-2215011-20, Правый — 21213-2215010-20
Все ШРУСы приводов были вскрыты и заново набиты смазкой CASTROL Moly Grease это аналог смазки ШРУС, в принципе вскрытие показало, что заводские привода полусухие и смазка в них какая-то комками вся, неохотно распределяется по гранатам, так что гранаты были вымыты в солярке продуты и полностью обильно набиты Castrol. Хомуты оставил заводские, натяг хороший, эти прочные!
Стоимость приводов по 3400 рублей.



2) Так же на новых приводах, нет сальников и треугольных крышек приводов, подшипников, а так же стопорных колец на внутренней гранате на той части которая входит в редуктор.
— Подшипник привода — оригинальный номер: 21070-1701190-01, он же подшипник 50306, он же подшипник КПП вторичного вала классической КПП и раздатки Нивы — их необходимо 2 штуки.
Внимание! Есть нюанс на новых Классических КПП стоят подшипники закрытого типа, как на фото, при его установке в качестве подшипника привода, надо его открыть, выдернув отверткой коричневые пыльники, что бы масло поступало сквозь подшипник к сальнику в крышке привода и тогда он будет жить долго и счастливо и не сгорит
Стоимость по 250 рублей.


— Крышка привода — оригинальный номер: 2121-2303086
Было куплено 2 штуки по 111 рублей, но при запрессовке сальника одна лопнула, оказалось из-за полости воздуха внутри литья крышки, была куплена еще одна за 150 рублей.
Стоимость двух крышек 261 рубль.
— Сальник привода — оригинальный номер: левый — 21213-2301035, правый — 21213-2301034.
Куплен заменитель фирмы CORTECO 12019142B он в отличие от оригинала реверсивно-направленный, т.е. не имеет направленности и универсален (размеры сальника 40х57.15х9).
ВНИМАНИЕ! При покупке обязательно извлеките сальник CORTECO из коробки и прочитайте размеры указанные на самом сальнике, случалось что вместо внутреннего диаметра 40мм в коробке лежал сальник с диаметром 35мм, и соответственно не налезал на привод или тут же выходил из строя и тек после установки.
Стоимость по 119 рублей

— Кольцо упорное подшипника привода к крышке — оригинальный номер: 21010-1701192-01, оно же кольцо установочное вторичного вала КПП ваз 2107.
Нашел с трудом, на рынке данные кольца были всего в одном месте.
Стоимость по 80 рублей

— Кольцо пружинное подшипника привода — оригинальный номер: 21010-1701035-00
Стоимость по 50 рублей

— Кольцо стопорное подшипника привода — оригинальный номер: 21010-1701037-00.
Стоимость по 50 рублей

Поворотные кулаки
— Поворотные кулаки ШЕВИ-НИВА с двух-рядным ступичным подшипником IVECO производства UPGRADE-GARAGE.
Приехали с уже запрессованными наружными сальниками подшипника ступицы фирмы TRIALLI и ступичным подшипником фирмы SKF.
Стоимость комплекта 12800 рублей
— Ступичный подшипник от микроавтобуса Iveco Daily фирмы SKF — оригинальный номер: VKBA3551
Двухрядный шариковый радиально-упорный подшипник, размер 40х73х55, рем. комплект SKF имеет номер BTH1024C. Уже были установлены в кулаки UG.

— Сальник наружный подшипника ступицы АВТОВАЗ — оригинальный номер: 2121-3103038.
Размеры 56×73,15×10. В кулаки от UG уже были установлены сальники фирмы TRIALLI PS754, так же аналогом является сальник CORTECO 12016929.

— Сальник наружный подшипника ступицы NISSAN — оригинальный номер: 40227-50Y11
Размеры: 56х74.2х10.3, на данные кулаки подходит именно этот сальник с этим номером!
ВНИМАНИЕ! Встречается информация что необходимый номер сальника NISSAN 40227-50Y01 — данный сальник, несмотря на то, что он кроссится по сайтам запчастей на 40227-50Y11, в данный поворотный кулак НЕ ПОДХОДИТ, так как имеет наружный посадочный диаметр 76 мм, данный кулак проточен под 74.2 мм.
Причиной кроссов является тот факт, что это два сальника одной ступицы внутренний и наружный, по этому они и кроссятся друг на друга, но не заменяют друг друга.
Стоимость сальников 40227-50Y11 по 359 рублей


— Смазка применимая к подшипникам и ступицам согласно инструкции по установке это двухкомпонентная фирмы CASTROL LMX Li-Komplexfett, он же качественный заменитель Литол-24 и для шлицевой и посадочных мест гранат Графитная смазка фирмы Оилрайт.


— Кожухи тормозных дисков Шеви-Нива — оригинальный номер: 21230-3501145-00 и 21230-3501144-00
Стоимость по 600 рублей


— Наружное грязе-защитное кольцо на поворотный кулак к ступице — оригинальный номер: 2121-3001045
Стоимость по 40 рублей

— Усиленная ступица 24 шлица от MBH + два дистанционных кольца. Оригинального номера не имеет.
Отличается более развитой шейкой у подножья грибка, так же не имеет проточки по центру шейки. Изготовлена специально под двухрядный подшипник. Так же в комплекте со ступицей заказывал дистанционные кольца, они толщиной 3,5 мм и имеют более четкую посадку на ступицу чем те кольца которые идут в комплекте с двухрядниками UG, так же кольца из комплекта толщиной 3 мм.
Стоимость ступиц по 2000 рублей + дистанционные кольца по 100 руб.

На данный момент это практически полный список деталей который необходим для установки СРПМ и двухрядников. скоро будет Часть 2 с фото процесса установки и еще парой тонкостей и уточнений по даной переделке!
Монтаж подшипников: как правильно установить и закрепить деталк, схемы установки
Чтобы полностью использовать возможности деталей крепления стоит обратить внимание не только на их тщательный подбор. Для эффективной и длительной эксплуатации, перед началом работ надлежит ознакомиться с особенностями установки и крепления подшипников на валу и в корпусе. А также уделите время, чтобы изучить правила хранения, монтажа и демонтажа, смазки и прочего ухода за элементами. По словам специалистов, именно неправильная установка и незнание тонкостей или пренебрежение обслуживанием подшипникового узла вызывают около 30% поломок устройства.
Мы предлагаем ознакомиться с информацией, которая облегчит вам проведение технических процедур, просто и понятно, с помощью схем осветит те или иные аспекты инсталляции данных деталей.
Как следует подготовить подшипники к монтажу
Установка элементов производится в сухих помещениях без избыточной влажности, загрязнения и пыли. Нежелательно выполнять крепление рядом с металлорежущими станками, работа которых связана с появлением стружки и брызг охлаждающей эмульсии.
При необходимости сборки узла в незащищенном месте цехового пространства, следует принять меры, чтобы не допустить попадания посторонних включений и жидкости на шарикоподшипники и посадочные места. Эффективно использование фольгированной или технической бумаги, пропитанной маслом или парафином.
Главные правила, которых надо придерживаться перед тем, как надеть и закрепить подшипник на валу или в трубе:
- Перед производством работ следует заранее произвести подготовку всех требуемых комплектующих, инструментария, вспомогательных приспособлений, расходных материалов и технической документации;
- Выполнить тщательную проверку отсутствия загрязнения и дефектов корпусных деталей, валов, сальников и прочих компонентов. Особое внимание уделить резьбовым каналам, отверстиям и углублениям, которые могут стать сосредоточением старой смазки, или металлической стружки, оставшейся после проточки;
- Досконально изучить чертежи для определения очередности действий по подготовке посадочных мест, перед тем как выполнить запрессовку или посадку подшипника на вал;
- В литых корпусных элементах, не подвергавшихся предварительной механической обработке удалить остатки формовочного состава, зазубрины и прочие изъяны;
- Тщательно проверить соответствие заданным параметрам в документации всех деталей сборного узла. Требуемая функциональность возможна лишь при соблюдении всех установленных техническими стандартами допусков. Воспользоваться кольцевыми калибрами, специальным мерительным инструментом и синусными линейками с занесением всех данных в журнал.
Контроль параметров должен производиться при положительной температуре. Если крупногабаритные элементы находились в неотапливаемом складе, выдержать несколько часов в теплом помещении до начала всех работ.
Инструменты, которые вам понадобятся
Для упрощения процесса монтажа был разработан целый ряд механических инструментов. В частности, компания NSK предлагает следующие изделия:
- Монтажный комплект FTN333 – это отличный вариант для установки подшипников малого и среднего диаметра (от 10 до 55 мм) методом холодной посадки. Так вы корректно и беспроблемно справитесь с этой операцией.
- Гаечные ключи – представлены в стандартном и усиленном исполнении. Незаменимы при установке контргаек. Это простое и недорогое средство для монтажа подшипников с конической посадкой.
Для удобства работы с подшипниками большого диаметра, компания предлагает гидравлическое оборудование:
- Съемники, толкатели и съемные пластины – обеспечивают большие нагрузки для соблюдения рекомендуемой силы контакта между кольцом детали и поверхностью. Упрощают процесс монтажа и исключают возможность появления ошибок при установке.
- Гайки – благодаря методу смещения повышают точность и скорость инсталляции компонентов подшипникового узла с конической посадкой. Имеют антикоррозийную пленку, а значит имеют длительный срок эксплуатации.
- Насосы – предполагают совместное использование с гайками, нагнетают масло и значительно упрощают операцию.
Кроме того, для каждого типоразмера подшипника разработаны индукционные нагреватели. Компания NSK предлагает линейку устройств разных размеров и мощности.Они обеспечивают оптимальную и безопасную температуру деталей, чтобы процесс установки методом горячей посадки проходил беспроблемно.
Правила установки роликовых подшипников
При монтаже основное усилие должно быть направлено исключительно через внутреннюю обойму при насадке на вал и наружную при запрессовке в корпус. Недопустимо производство работ, при котором возникает ударное или другое динамическое воздействие.
При креплении и на вал, и в корпусную конструкцию – направлять одновременное усилие на оба кольца одновременно, не допуская перекоса.
Устанавливая детали при помощи подручных инструментов, когда нет возможности воспользоваться штатными приспособлениями, нельзя допускать ударные усилия к поверхности сепаратора, надо применить прокладку, гасящую воздействие. Можно воспользоваться втулкой из незакаленного стального или медного сплава.
При способе установки шарикоподшипников на вал с натягом, элемент желательно предварительно разогреть с помощью индукционного устройства, а затем насадить с небольшим усилием. Сторона п/ш, имеющая заводскую маркировку должна быть снаружи.
При работе с крупногабаритными элементами целесообразно воспользоваться специализированными приспособлениями, например, гидравлическими распорами, гарантирующими отсутствие повреждения поверхностей и повышенную производительность работ. Эта методика рекомендуется при установке п/ш, имеющих внутренний диаметр более 150 мм.
Как производить монтаж подшипников качения
К этому типу элементов относится достаточно много разновидностей деталей, установка которых различается последовательностью действий и методологией. Приведем некоторые из них:
- Радиальные роликовые ш/п, имеющие одно съемное кольцо без бортиков и внутреннюю обойму с роликами, устанавливается раздельно. Если на валу оба элемента подобного типа, установить дополнительную опорную деталь, которая для прочной фиксации и недопущения люфта по оси. Однобуртовые монтируются враспор для того, чтобы закрепить вал.
- Перед тем как приступить к установке игольчатого подшипника, вал предварительно покрыть пластичной смазкой. Если нет внутреннего кольца, во внешнюю обойму набить смазочный материал, установить игольчатые компоненты, ввести монтажную втулку, соблюдая посадочный зазор, который может составлять от 0,1 до 0,2 мм, а затем аккуратно вставить в посадочное место, проверив фиксацию. При монтаже рабочими поверхностями выступает наружная часть вала и внутренняя втулки. Боковыми ограничителями служат различные детали с конфигурацией колец на сопряженных компонентах. У этого типа п/ш нет сепараторов, прилегание компонентов препятствуют перекосу при эксплуатации.
- При установке подшипника стиральной машины следует придерживаться рекомендаций производителя и поэтапной схемы разборки бытовой техники. Традиционно во всех стиралках с фронтальной загрузкой установлено два п/ш в корпусе бака, для замены которых потребуется демонтировать верхние и боковые панели, двигатель и систему патрубков.
В процессе монтажа необходимо придерживаться нормативных параметров и контроля радиального зазора, который схож с требованиями при установке п/ш скольжения и значительно больше, чем у шариковых и роликовых:
- Детали, которые насаживаются на вал с предварительно вставленной крепежной втулкой, закрепить специальной гайкой. Чтобы не допустить защемления компонентов качения, которое может возникнуть при деформировании внутренней обоймы, проверить степень затяжки, вращая рукой наружное кольцо;
- При монтаже упорных одинарных подшипников, сначала насаживается на вал внутренняя обойма, а большая запрессовывается в корпусную деталь. Следует большое внимание обратить на зазор между наружным кольцом и стенкой посадочного места в корпусе;
- Монтируя радиально-упорные варианты, имеющие съемную наружную обойму, сначала устанавливайте на вал внутреннее кольцо, а затем в корпусную деталь наружное. Перед производством работ проверьте посадочные места и наличие смазки;
- Для равномерного восприятия п/ш осевых нагрузок, они ставятся попарно.
Особенности монтажа подшипников скольжения
Элементы подобного типа востребованы во многих производственных отраслях, особенно в случаях, когда нет возможности использования ш/п качения. Основное распространение изделия получили при сборке агрегатов, имеющих валы:
- функционирующие под воздействием больших ударных и вибрационных нагрузок, в прокатных станах, гидромолотах, двигателях внутреннего сгорания и пр;
- значительных диаметров, в гидравлических турбинах;
- установленные в высокоскоростных механизмах, работающих в агрессивной среде, условиях повышенной влажности и пр.
А также в шпинделях металлорежущих станков, опорных конструкциях телескопических установок, бытовой технике. Основными частями ш/п скольжения является вкладыш и корпус, который может быть разъемным и цельным.
Монтаж подшипников скольжения состоит из нескольких этапов:
- стыковка втулки и корпусной детали с натягом, посредством посадки запрессовкой, с разогревом или холодной;
- чтобы предотвратить проворачивание, внутренняя часть крепится винтом или насаживается на бронзовую шпонку;
- вал предварительно окрашивается, вводится во втулку и несколько раз проворачивается возвратно-поступательными движениями. Так происходит подгонка для упрочнения фиксации.
Это основные правила для крепления элементов такого типа. Придерживаясь их, вы исключите возникновение проблем с эксплуатацией и продлите срок их использования.
Схемы установки радиально-упорных подшипников
О-образная
Подобный вариант монтажа еще именуется спина к спине, что подразумевает: линии распределения нагрузки направлены к оси п/ш. Используя подобную методику, воспринимается одинаковое воздействие в обе стороны, на каждый приходится действующее едино-направленное усилие.
Положительными аспектами является возможность восприятия подшипниковым узлом импульсных краткосрочных нагрузок и гарантия повышенной жесткости соединения.
Х-образная
В деталях, смонтированных по подобной схеме, которую еще называют лицом к лицу, вектор распределения нагрузки направлен к оси п/ш, воспринимая воздействие в обе стороны.
При таком способе установки сборный узел хуже воспринимает моментные воздействия.
Тандем
При невозможности выдерживать существующие осевые и радиальные силовые и динамические нагрузки одним п/ш, для обеспечения необходимой работоспособности агрегата применяется метод установки тандем, при котором детали монтируются однонаправлено. Радиальные и осевые силовые нагрузки распределяются одинаково между п/ш.
Сборный узел выдерживает нагрузку только в заданном направлении, поэтому при угрозе действующего усилия с другой стороны, рекомендуется дополнительная установка еще одного п/ш, чтобы компенсировать нагрузки.
Особенности установки выжимного подшипника
Этот п/ш является одним из основных компонентов узла сцепления транспортных средств, установленного между двигателем и КПП. Его задачей является размыкание потока при нажатии педали. Специальный привод смещает п/ш по направляющей на валу к корзине, надавливая на диафрагму. В разных т/с используются механические и гидравлические детали. Для установки следует придерживаться определенного алгоритма:
- демонтировать коробку переключения передач, чтобы получить доступ к прочим узлам;
- отвести оконечности фиксатора, где муфта стыкуется со стаканом;
- извлечь п/ш из втулки одновременно с муфтой и пружинным держателем, отжав 4 крепежа;
- осмотреть старый компонент на предмет наличия дефектов, проверить посадочное место и сопредельные узлы;
- перед монтированием нового п/ш проверить наличие люфта и возможность свободного вращения;
- смонтировать деталь на направляющую втулку и зафиксировать пружинным приспособлением вместе с муфтой, предварительно нанеся обильную смазку;
- проверив должную посадку, поставить на место КПП.
Подобный способ описывает замену п/ш на легковом автомобиле ВАЗ, при установке выжимного подшипника на МАЗ и других грузовых транспортных средств, следует руководствоваться детальной инструкцией и рекомендациями производителя техники. Желательно использовать специализированные приспособления и ремонтные работы производить в сервисном центре, особенно это актуально для машин на гарантии.
Установка ступичного подшипника
При невозможности посещения автосервиса и выполнении работ по замене ш/п передней ступицы легкового автомобиля самостоятельно, следует предварительно подготовить все необходимые инструменты, смазку и ремкомплект. Машина фиксируется надежными упорами, предотвращающими скатывание, включается первая скорость. Затем все мероприятия выполняются в заданной последовательности:
- снять колпак с колеса, ослабить гайку с помощью торцевого ключа или шестигранной головки;
- приподнять автомобиль домкратом, проверить устойчивость;
- выкрутить болты, убрать колесо, узел тормозных колодок аккуратно вывесить, чтобы предотвратить порчу шланга;
- снять диск, вкрутить в монтажные отверстия подготовленные шпильки или болты до выхода с обратной стороны до 2 мм;
- ударив молотком по оконечности шпилек выпрессовать ступицу;
- снять п/ш, проверить посадочное место на предмет изъянов, нанести новую смазку и установить приготовленный п/ш;
- выполнить сборку в обратной последовательности.
В зависимости от модификации т/с и года выпуска, методика может быть иной. Не рекомендуется производить ремонт самостоятельно с а/м, имеющими действующую гарантию.
Как правильно поставить подвесной подшипник на Газели
Деталь необходима для обеспечения подвижной фиксации к опоре карданного вала. Учитывая состояние дорог и постоянную загрузку транспортных средств, на п/ш приходится довольно большое динамическое воздействие, из-за чего деталь быстрее выходит из строя раньше, чем сказано в инструкции по эксплуатации.
Износу способствует недостаточное количество или неправильно подобранная смазка, которая загустевает при низких температурах и способствует повышенному трению. Расположение над системой выхлопа приводит к перегреву и высыханию.
При возникновении характерных звуков, свидетельствующих о выходе п/ш из строя, необходима срочная замена для предотвращения поломки других узлов.
При демонтаже кардана следует внимательно осмотреть шлицы и резьбовое соединение, убрать возможную коррозию и загрязнение. Снятие и установку шарикоподшипника желательно производить с применением специального съемника для предотвращения поломки. При отсутствии необходимого приспособления, пассатижами снять стопорные кольца, затем удерживая кардан на весу, резким ударом молотка через демпфирующую прокладку выбить чашки.
После извлечения старых п/ш, обязательно проверить посадочное место, параметры и целостность сопряженных деталей. Установка нового производится в обратном порядке, не забыть нанести обильную смазку с маркировкой, рекомендованной производителем.
Компания Подшипник.моби предлагает ознакомиться с обширным каталогом и купить шарикоподшипники всех модификаций и размеров от производителя по разумной цене. Все представленные товарные позиции имеют сертификаты качества и гарантию. Обеспечиваем быструю обработку поступающих заявок, согласование комплектации, отгрузку и доставку.
Монтаж подшипников качения
Подшипники качения, поступившие на сборку с истекшим сроком хранения (консервации), должны быть расконсервированы. Подшипники качения расконсервируют в минеральном масле (индустриальное 12 или 20), с нагревом до температуры 90°С. После остывания подшипники промывают в бензине с добавлением 6-8% минерального масла (индустриальное 12). Точные подшипники должны быть установлены в сборочные единицы не позже чем через 2 часа после их расконсервации.
Установку подшипников на посадочные места при условии, что заданная посадка вызывает образование натяга между сопряженными поверхностями, осуществляют при помощи ручного или гидравлического пресса, а в случае значительной величины натяга – с предварительным нагревом подшипников (при посадке внутреннего кольца на вал) либо корпуса (при посадке наружного кольца в корпус).
Установка подшипников с посадками, при которых между сопряженными поверхностями должен быть гарантирован зазор или незначительный натяг, осуществляют при помощи ударного инструмента либо от руки.
При этом необходимо учитывать, где должно быть расположено вращающееся кольцо подшипника – на валу или в корпусе.
1. Основные приемы монтажа подшипников
При монтаже подшипников необходимо особо тщательно следить за чистотой рабочего места, монтажного инструмента и сопрягаемых деталей.
При сборке следует обратить внимание, чтобы на деталях были предусмотрены элементы, которые обеспечивали бы более точный и облегченный монтаж и демонтаж подшипника. Вот некоторые из них:
- на шейке вала и у расточки корпуса или стакана должны быть фаски;
- поверхность опорных шеек под подшипники качения с внутренним кольцом качения и без внутреннего кольца должна быть не ниже 46 HRC;
- диаметр шейки вала под посадку внутреннего кольца подшипника должен быть больше, чем диаметры предыдущих участков вала, чтобы кольцо подшипника свободно проходило через них.
В отдельных случаях допускают равенство номинальных диаметров участков вала, посадочного места и расположенного перед ним. Однако при этом обработка обоих участков должна быть выполнена с различными допусками так, чтобы нагретый в минеральном масле до t=100°С подшипник проходил свободно на посадочное место.
Посадка подшипников на валы, в гнезда корпусов деталей может быть выполнена вручную, с помощью ручных, гидравлических или пневматических прессов, с подогревом в горячем масле (80-90°С) или с охлаждением твердой углекислотой – сухим льдом (температура мину. 11-80°С).
Для запрессовки шарикоподшипника на шейку вала могут быть использованы ручные приспособления – монтажные стаканы и оправки (рис. 1; а, б, в). Применение оправок обеспечивает равномерную посадку подшипника на шейку вала, предотвращает перекос при установке и предохраняет подшипник от повреждений. Для запрессовки подшипников на валы, имеющие на конце резьбу, часто используют гаечные и винтовые устройства (рис. 1, г).
При всех способах монтажа подшипников на валы и в корпусы необходимо соблюдать следующие основные правила.
Прикладывать усилие запрессовки только к тому кольцу подшипника, которое устанавливается на посадочное место с натягом (рис. 1, д).
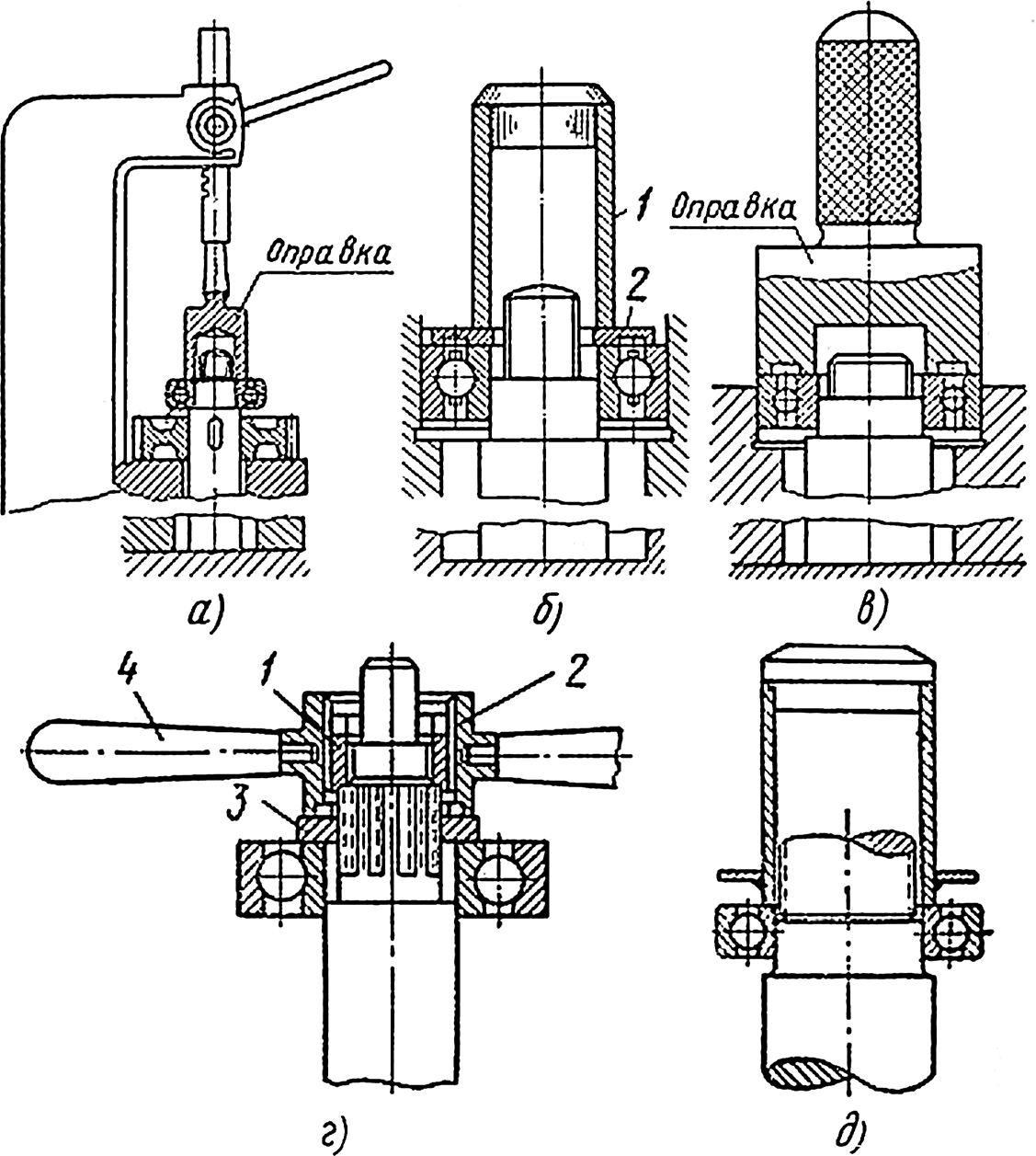
Рис. 1. Приспособление для запрессовки подшипников: а – запрессовка подшипника с помощью оправки и ручного пресса; б – с помощью стакана 1 и кольца 2; в – с помощью ручной оправки; г – с помощью гаечного устройства; 1 – гайка; 2 – корпус; 3 – шайба; 4 – державка
При одновременной установке подшипника на вал и в корпус усилие запрессовки передавать через оба кольца (рис. 1; б, в).
Для установки кольца подшипника на посадочное место без перекоса усилие запрессовки должно распределяться равномерно по всей торцовой поверхности кольца. Для этой цели следует пользоваться специальными монтажными оправками, трубами или кольцами. При установке подшипника при помощи молотка и медной выколотки необходимо наносить удары поочередно по всем точкам монтируемого кольца, причем каждый последующий удар наносить в диаметрально противоположной зоне торца кольца.
Не следует применять таких способов монтажа подшипников, при которых усилие запрессовки может передаваться на тела качения, а также не следует наносить удары молотком непосредственно по кольцам подшипников.
Монтажные приспособления должны быть выполнены так, чтобы при запрессовке подшипников усилия не передавались на сепаратор.
При прогреве подшипников, монтируемых на валы, следует применять ванны с электрическим подогревом или сдвоенные баки; один из баков (внутренний) наполняется маслом, а другой (наружный) – водой, которую доводят до кипения. Прогрев подшипников ведется в минеральном масле, нагретом до 80-90°С. Прогрев корпусов осуществляют погружением их в нагретое масло либо путем обдувки горячим воздухом.
Существенную роль в обеспечении нормальной работы подшипниковых узлов имеет правильное крепление колец подшипников на валу и в корпусе.
Вращающееся кольцо подшипника на валу не должно проворачиваться, так как это ведет к износу посадочных мест. Это достигается гарантированным натягом.
Для предотвращения перемещения под действием осевого усилия кольца закрепляются на валу с помощью специальных устройств.
При наличии больших осевых усилий и высоких угловых скоростей крепление колец подшипников должно быть особенно надежным. Следует помнить, что осевое крепление колец не может обеспечить закрепление их от проворачивания, если не предусмотрена надлежащая посадка.
2. Посадки подшипников на вал и в корпус
Внутренние кольца подшипников часто закрепляют на валах посредством только соответствующей посадки (рис. 2, а).
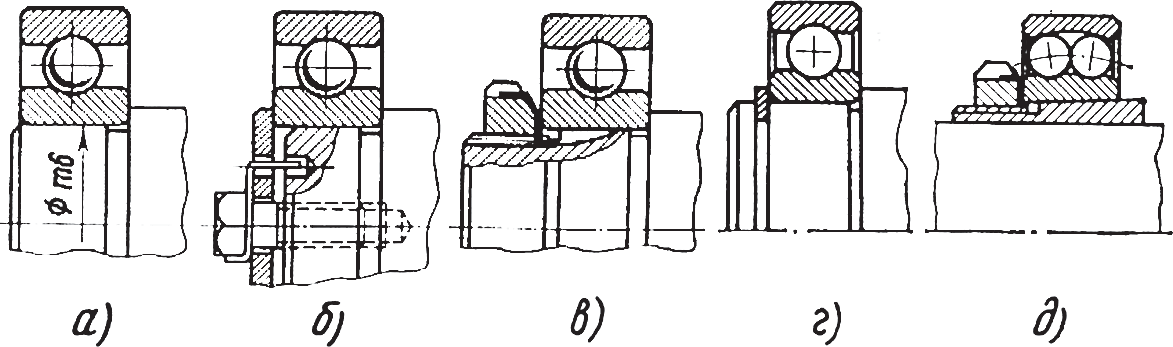
Рис. 2. Основные схемы крепления подшипников на валу: а – неподвижное соединение по прессовой посадке; б – торцовой шайбой с винтом и стопорной планкой; в – круглой шлицевой гайкой и стопорной шайбой; г – стопорным кольцом; д – конусной разрезной втулкой и натяжной круглой гайкой и стопорной шайбой
Выбор характера посадки подшипника на вал и в корпус зависит от ряда факторов: типа и размера подшипника, условий его эксплуатации, величины, направления и характера нагрузок, класса точности подшипника, нагружения неподвижного кольца.
Различают следующие виды нагружения неподвижных колец: местное циркуляционное и колебательное.
Местная нагрузка воспринимается ограниченным участком дорожки качения и передается на ограниченный участок корпуса.
Циркуляционная нагрузка воспринимается всей окружностью дорожки качения и передается на всю опорную поверхность корпуса. Это наблюдается в том случае, когда вектор нагрузки вращается.
Колебательная нагрузка распространяется на определенный участок невращающегося кольца, например, при качательном движении.
Для вращающегося кольца, передающего внешнее усилие, следует назначать неподвижные посадки, например, в редукторах внутреннее кольцо подшипника должно насаживаться на вал с натягом. Наружное кольцо подшипника, сопряженное с неподвижной частью машины, должно иметь посадку, обеспечивающую весьма малый натяг или даже небольшой зазор, дающий возможность кольцу при работе несколько проворачиваться относительно своего посадочного места, что обеспечивает более равномерный износ беговых дорожек.
Посадка внутреннего кольца подшипника на вал или ось осуществляется по системе отверстия, а наружного кольца в корпус – по системе вала.
В связи с этим соединение внутренних колец подшипников с валами при переходных посадках будет фактически неподвижным с гарантированным натягом. При осуществлении неподвижной посадки следует очень тщательно следить за тем, чтобы соединение имело определенный натяг: ослабление посадки ведет к проскальзыванию вала по внутреннему кольцу, температура подшипника резко повышается, и он выходит из строя. При увеличенном натяге внутреннее кольцо подшипника расширяется, радиальный зазор между внутренним и наружным кольцом уменьшается. Это может привести к заклиниванию тел качения: подшипники нагреваются и быстро разрушаются.
Особенно тщательно следует осуществлять посадки радиальных шарикоподшипников. Шейки валов и расточенные отверстия корпусов с грубо обработанными посадочными поверхностями не должны допускаться к монтажу.
Шероховатость обработки и геометрические формы посадочных мест в значительной степени влияют на долговечность подшипников.
Овальность, конусность и биение заплечиков должны быть в пределах допусков, установленных для поверхностей, сопрягаемых с подшипниками.
Следует помнить, что от точности заплечиков валов и корпусов, а также размеров галтелей вала зависит нормальная работа подшипников качения и всего узла. При сборке необходимо следить за тем, чтобы заплечики валов и корпусов были строго перпендикулярны к оси вала, и кольца подшипников плотно прилегали к заплечикам по всей поверхности.
Размеры заплечиков вала и корпуса должны быть такими, чтобы при действии значительной осевой нагрузки торцы заплечиков не сминались. Однако очень большие заплечики затрудняют демонтаж подшипников, так как в этом случае захватить кольцо подшипника, из-за выступающего заплечика, не представляется возможным. Нормальная высота заплечиков ориентировочно должна быть равна 1/2 толщины внутреннего кольца. Если нельзя предусмотреть заплечики нормальной высоты, то применяют специальные упорные кольца.
Радиус галтели вала должен быть всегда несколько меньше, чем радиус фаски внутреннего кольца подшипника. То же относится к наружному кольцу.
При проектировании валов часто вместо галтелей делают проточки. Однако они ослабляют вал, вызывая концентрацию напряжений, и поэтому ими можно заменять галтели только в том случае, если вал имеет значительный запас прочности.
В тяжело нагруженных валах максимальные напряжения сосредоточиваются на посадочных местах вала у заплечиков. В таких случаях делать выточки и даже галтели нежелательно. Рекомендуется применять плавный конусный переход и ставить специальную упорную шайбу.
3. Установка конических роликоподшипников
Особенностью конструкции конического роликового подшипника является то, что сепаратор выступает за пределы наружного кольца на m и n (рис. 3, а). Это следует учитывать при установке смежных с подшипниками деталей, например, шлицевых гаек (рис. 3, б), или при установке двух рядом расположенных подшипников (рис. 3, в).
Смежная деталь должна отстоять от торца наружного кольца конического роликоподшипника на b=4…6 мм. Чтобы цилиндрические поверхности смежных деталей не касались сепаратора, высоты h1 и h2 не должны превышать величин: h1=0,1(D–d); h2=0,05(D–d).
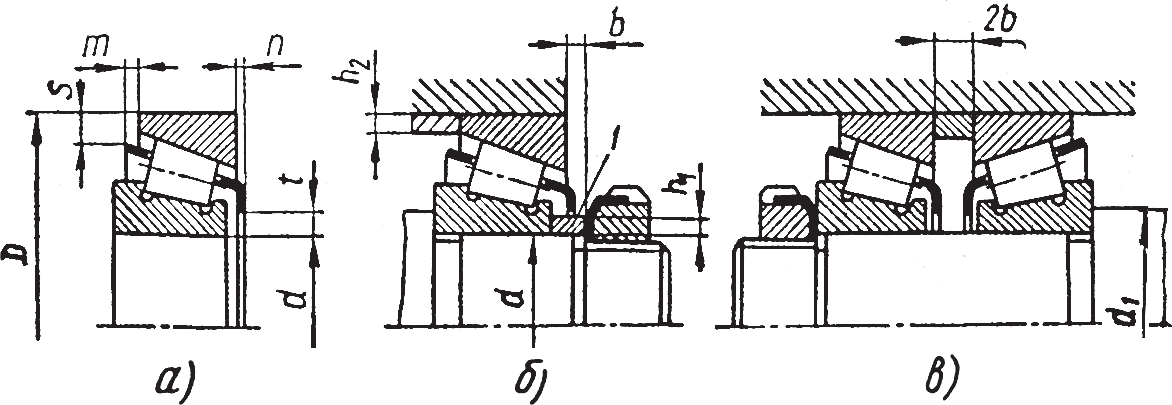
Рис. 3. Установка конических роликоподшипников
Именно поэтому в очень распространенном креплении конического подшипника шлицевой гайкой (рис. 3, б) между торцами внутреннего кольца подшипника и гайки устанавливают дистанционную втулку 1. Примерно половиной своей длины втулка 1 заходит на вал диаметром d, выполненным под установку подшипника, а оставшейся длиной перекрывает канавку для выхода инструмента при нарезании резьбы.
4. Регулировка зазоров в подшипниках
Регулировка зазоров в подшипниках оказывает большое влияние на их долговечность и точность работы всего механизма. Различают два вида зазоров: радиальный и осевой. В процессе монтажа и эксплуатации подшипников эти зазоры изменяют свою величину.
Перед монтажом подшипник имеет так называемый начальный зазор, после установки подшипника в узле – посадочный зазор и, наконец, в процессе эксплуатации – рабочий зазор.
Рабочий зазор в радиально-упорных и упорных подшипниках должен быть таким, чтобы, с одной стороны, осуществлялось легкое вращение вала, а, с другой стороны, при температурном удлинении вала не защемлялись тела качения.
Регулировку радиально-упорных и упорных подшипников часто приходится осуществлять во время их эксплуатации, чтобы компенсировать зазоры, образующиеся от износа. Осевые и радиальные зазоры в радиально-упорных и упорных подшипниках имеют определенную геометрическую зависимость.
Оптимальная осевая игра (зазор) в подшипниках регулируемого типа зависит от многих факторов: конструкции и размера подшипников, температуры узла во время работы, жесткости опор, точности посадочных мест; поэтому величина осевой игры устанавливается индивидуально для каждого узла.
Следует учитывать, что отсутствие зазора, так же как и чрезмерно большой зазор, ведет к быстрому износу подшипников. Исключение составляют узлы точных станков, которые монтируются на подшипниках с предварительным натягом.
Радиально-упорные подшипники и особенно роликовые конические лучше работают при малой осевой игре.
Если в узле обеспечена высокая точность расточки посадочных мест, расстояние между подшипниками невелико и нет опасения защемления тел качения, то следует выбирать нижние пределы осевой игры.
Если вышеуказанные условия в узле не выполняются, то пределы осевой игры выбираются по табл. 1, 2 и 3 с учетом теплового удлинения вала.
Таблица 1. Примерные значения осевой игры для регулировки конических роликоподшипников
Таблица 2. Примерные значения осевой игры для регулировки радиально-упорных шарикоподшипников
Таблица 3. Примерные значения осевой игры для регулировки двойных упорных подшипников
В зависимости от схемы установки подшипников осевая игра регулируется: прокладками между корпусом и торцом крышки (рис. 4; а, б); резьбовыми кольцами на валу или в корпусе; гайкой и специальной шайбой (рис. 4, в) и др.
В данной схеме в фиксированной опоре вала устанавливают два подшипника (рис. 4). Внутренние кольца подшипников обеих опор закрепляют на валу. Наружные кольца подшипников, расположенных в фиксированной опоре, закрепляют в корпусе. Наружное кольцо подшипника плавающей опоры оставляют свободным.
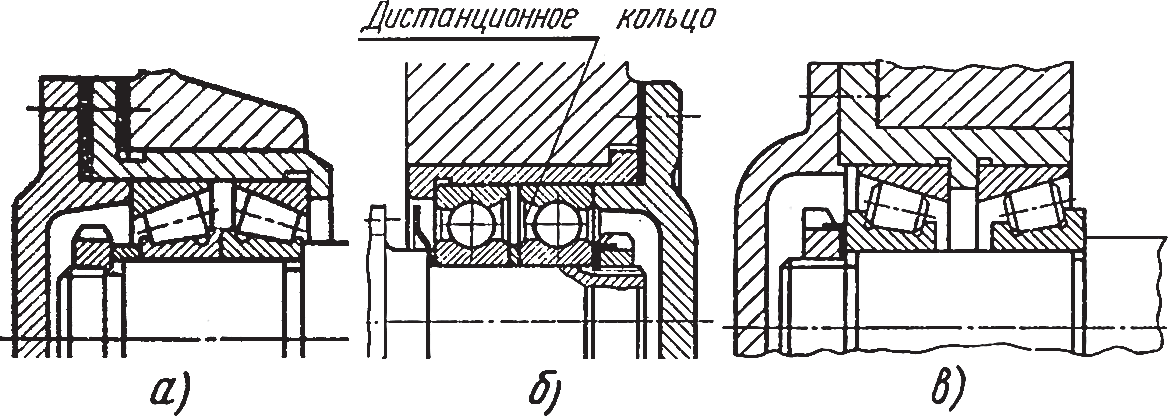
Рис. 4. Конструкция узла опоры с фиксированной парой подшипников
В фиксированной опоре радиальные и осевые зазоры сводятся к минимуму соответствующей регулировкой, и «игра» валов почти отсутствует. Жесткость опоры увеличивается. Кроме того, расположение двух подшипников в фиксированной опоре увеличивает и жесткость вала.
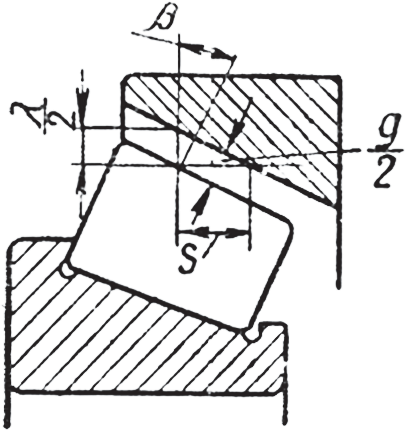
Рис. 5. Схема определения осевой игры вала
Геометрическая зависимость в коническом роликоподшипнике между зазором g по линии давления (перпендикулярно образующей дорожки качения наружного кольца), радиальным зазором А (перпендикулярно оси вращения подшипника) и осевой игрой S (параллельно оси вращения подшипника) (рис. 5) определяется следующими формулами:
где β – угол между образующей конуса наружного кольца подшипника и осью подшипника.
Величина осевой игры S влияет только половину полной осевой игры вала, смонтированного на двух конических роликоподшипниках. То же относится и к случаям установки вала на двухили четырехрядных конических роликоподшипниках.
Регулировка осевой игры радиально-упорных шарикоподшипников при помощи прокладок производится следующим образом: надевают комплект прокладок на одну из крышек, устанавливают ее в корпус и зажимают болты до отказа.
Вторую крышку (без прокладок) также ставят на место; несколько не дожав болты до конца, проворачивают вал. Затем сильно зажимают болты крышки, добиваясь такого положения, чтобы вал проворачивался туго (зазор полностью уничтожен).
Далее замеряют щупом зазор между фланцем крышки и корпусом. К величине найденного щупом зазора прибавляют величину необходимого осевого зазора (осевой игры). Эта сумма размеров и составляет необходимую толщину комплекта прокладок для регулирования осевой игры. Осевая игра распределяется между двумя подшипниками.
Крышку без прокладок после измерения величины осевой игры следует снять, подобрать комплект прокладок и снова поставить с прокладками, зажать болты до отказа и при этом проворачивать вал от руки.
Если вал вращается туго, то необходимо добавить еще одну тонкую прокладку, после этого следует проверить величину полученной осевой игры (при помощи индикатора или щупа):
Например, короткие валы при отсутствии значительного нагрева можно крепить посредством двух опор. При сборке для предупреждения защемления тел качения в радиальных подшипниках предусматривают минимальный осевой зазор а=0,2…0,3 мм между крышкой подшипника и наружным кольцом, а в радиально-упорных – осевую регулировку путем изменения общей толщины набора прокладок б между фланцем крышки подшипника и его корпусом (рис. 6).
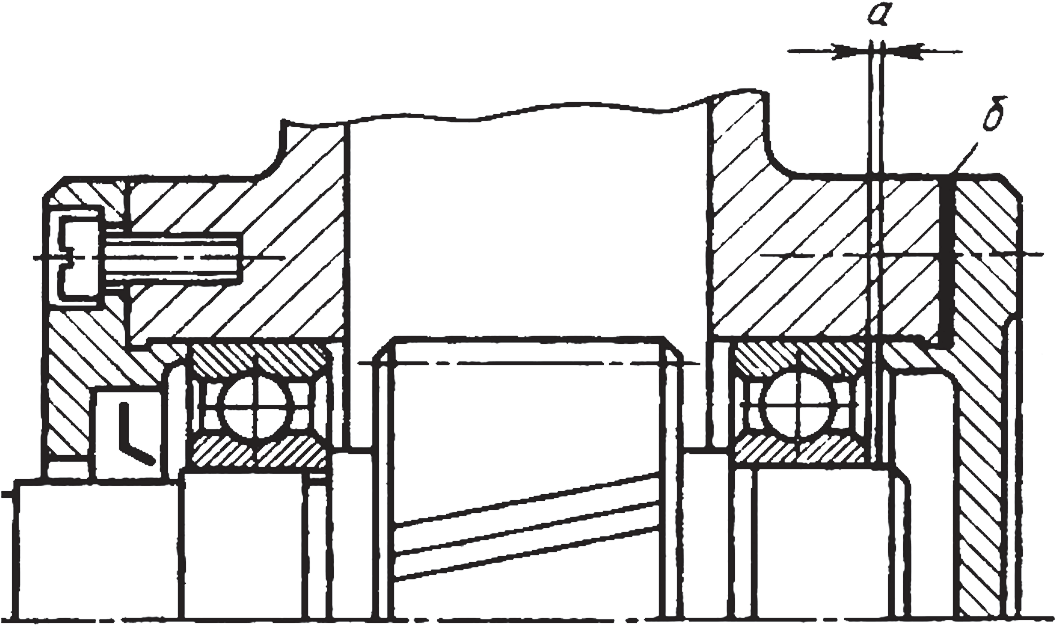
Рис. 6. Конструкция сборочной единицы для регулировки зазора
После того как установится при работе узла нормальный тепловой режим, зазор уменьшается до нормальных пределов или исчезает. Величину начального зазора а устанавливают обычно для каждого изделия опытным путем.
Поэтому данная схема осевой фиксации валов применяется при относительно коротких валах и при дуплексировании (подборе пар подшипников для установки с предварительным натягом) упорных шарикоподшипников, которые применяются в быстроходных механизмах.
Точность регулировки подшипников в значительной степени зависит от качества прокладок, которые должны быть изготовлены точно (штампованная калиброванная латунь или мягкая сталь).
Регулировка осевой игры радиально-упорных подшипников при помощи резьбовых колец на валу производится следующим образом: внутреннее кольцо подшипника зажимают резьбовым кольцом до полного уничтожения зазора в подшипниках. Затем резьбовое кольцо несколько отворачивают на 1/3 или 1/4 оборота, в зависимости от шага резьбы и требуемого осевого зазора, добиваясь свободного проворота вала; после этого резьбовое кольцо стопорят.
При регулировании прокладками зазора в конических роликоподшипниках сначала зажимают крышку без прокладок до тех пор, пока вал не будет провертываться очень туго. Затягивая гайки или винты, вал нужно повернуть на несколько оборотов, чтобы ролики подшипника имели возможность правильно установиться.
При зажатой до конца крышке зазора в подшипнике нет. Замеряя в этом положении в двух-трех местах зазор А (рис. 7, а) между крышкой 1 и корпусом и прибавляя к нему требуемое осевое перемещение вала С, определим толщину Т калиброванной прокладки 2, которую нужно подложить под крышку, т. е. Т=А+С.
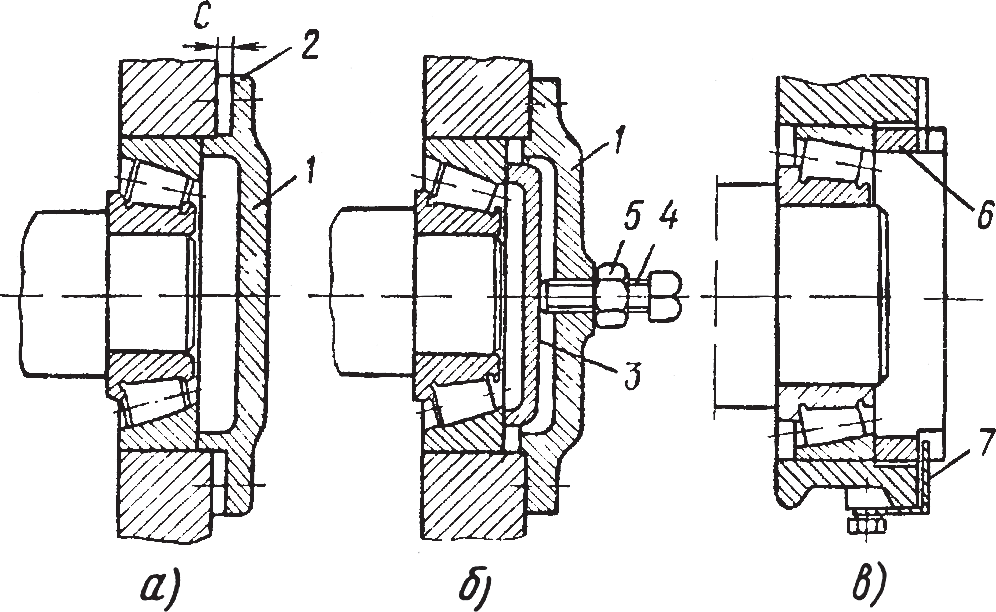
Рис. 7. Схемы регулирования зазора в конических роликоподшипниках: а – крышкой; б – болтом 4 в промежуточную крышку 3; в – втулкой 6 и угольником 7
При регулировании зазора в подшипнике болтом 4 и гайкой 5 (рис. 7, б) сначала их затягивают до тугого провертывания вала (это показывает, что зазоры выбраны правильно). Затем по величине шага Р резьбы определяют, на какой угол φ следует провернуть винт или гайку обратно, чтобы получить требуемый зазор: φ=С/(Р•360°) (обычно – это четверть оборота).
5. Дуплексация подшипников
К работе целого ряда подшипников предъявляются особо высокие требования (узлы точных приборов, авиационных двигателей, шпиндели точных станков и т. п.).
Вибрации валов, которые возникают при наличии даже нормальных зазоров, для этих узлов недопустимы.
Зазоры в подшипнике и упругие деформации его элементов под действием рабочей нагрузки вызывают осевые и радиальные вибрации вала. Уничтожение в подшипниках качения осевого и радиального зазоров (осевой и радиальной игры) и значительное повышение жесткости комплекта подшипников качения может быть обеспечено созданием предварительного натяга, т. е. приложением предварительной осевой нагрузки, в результате чего возникает начальная упругая деформация и исчезают осевые зазоры в комплекте.
Если затем к подшипнику приложить рабочую осевую нагрузку, то относительное перемещение его колец будет значительно меньше, чем до создания предварительного натяга. Следует иметь в виду, что по мере износа тел и дорожек качения в процессе эксплуатации или длительных испытаний величина предварительного натяга будет уменьшаться. Для сохранения предварительного натяга одно из колец подшипника смещают в осевом направлении устройством для компенсации износа или деформации деталей узла подшипников на величину, соответствующую значению натяга.
Предварительный натяг осуществляется различными способами. Для этого применяют дистанционные кольца h2 (рис. 8) между внутренними и наружными кольцами подшипников, крышки с резьбой и специальные пружины (рис. 9), компенсирующие износ и деформацию деталей узла подшипников.
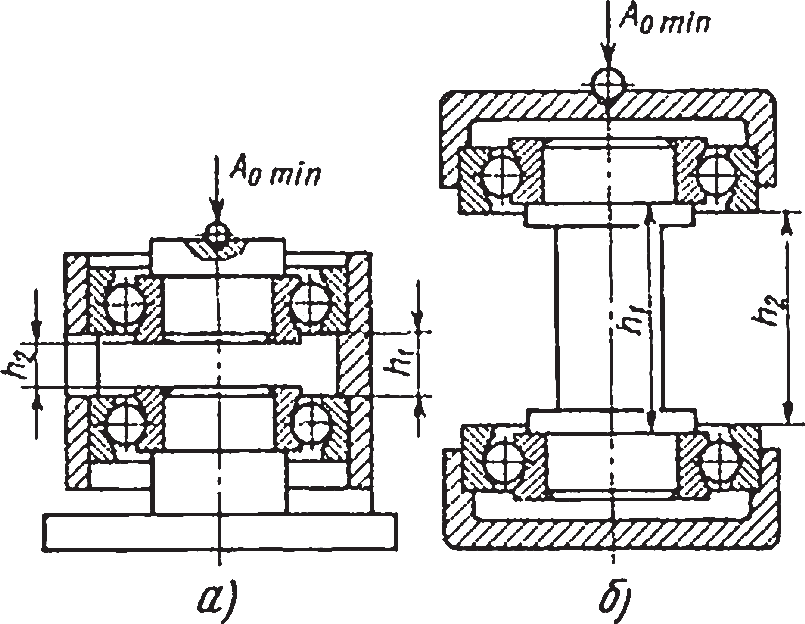
Рис. 8. Дуплексация подшипников: а – определением размера внутреннего кольца; б – определением размера наружного кольца
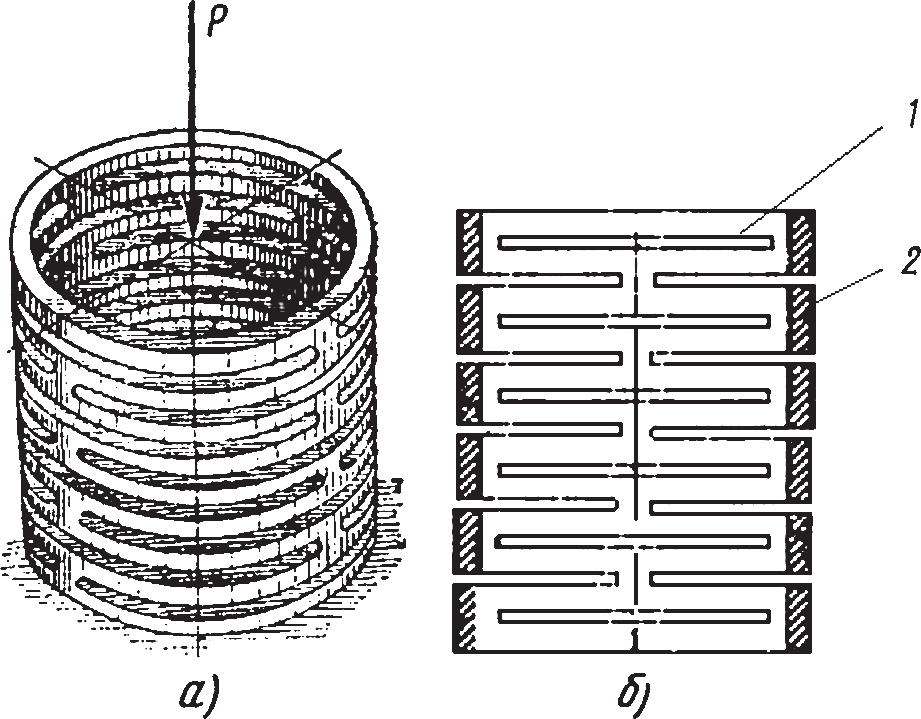
Рис. 9. Прорезная пружина: а – общий вид; б – осевое сечение (1 – прорезь, 2 – перемычка)
В понятие дуплексации подшипников входит подбор комплекта шариковых радиально-упорных подшипников, доработка посадочных поверхностей и деталей, их соединяющих, для выбора зазоров и создания натяга.
Точность сопрягаемых с подшипниками деталей должна соответствовать точности применяемых в узле подшипников. Например, цилиндричность и конусность отверстия шариковых радиально-упорных подшипников для внутришлифовального шпинделя станка, параллельность беговой дорожки и торцов, радиальное биение и параллельность торцов подшипников – не более 0,5 мкм. Допуск точности шариков по размеру и форме – не более 0,125 мкм. Разброс угла контакта шариков с дорожками качения – не более 1-2° у пары подшипников. Эти параметры проверяются и по результатам проверки подбираются пары подшипников с примерно одинаковыми параметрами.
При дуплексированной установке этой пары подшипников необходимо обеспечить точность шеек шпинделя и посадочных отверстий в корпусе под подшипники: круглость — 0,5-2 мкм, овальность – 1-3 мкм, радиальное биение относительно оси – 1-2 мкм, несоосность отверстий под подшипники в корпусе – 2 мкм на длине 400 мм, шероховатость поверхности – Ra=0,025-0,1 мкм. Эти параметры должны быть проверены перед сборкой.
В зависимости от радиального размера подшипников величина осевого усилия, которым обеспечивается предварительный натяг подшипников, может изменяться от 30 до 60 кГ. При монтаже дуплексированных подшипников следует придерживаться следующих рекомендаций:
- подшипники должны подбираться парами, с примерно одинаковыми параметрами;
- максимумы радиального биения внутренних колец подшипников и максимум радиального биения посадочной шейки вала, на которую должны быть смонтированы кольца подшипников, должны быть направлены в противоположные стороны, а максимальное торцовое биение колец подшипников должно быть направлено в сторону, противоположную максимальному торцовому биению заплечиков валов;
- наружные кольца подшипников следует устанавливать в посадочные отверстия корпуса так, чтобы максимумы радиального биения всех подшипников были направлены в одну сторону.
При ремонте конкретных узлов с дуплексированными подшипниками целесообразно пользоваться руководством по эксплуатации и учитывать при этом конструктивные особенности механизма.
6. Монтаж игольчатых подшипников
Сборку подшипниковых сборочных единиц, в опорах которых применяют свободные игольчатые ролики, выполняют при помощи вспомогательных втулок. Диаметр наружной поверхности таких втулок должен быть на 0,2-0,3 мм меньше диаметра шейки вала с беговой дорожкой под игольчатые ролики.
На поверхность дорожки качения в отверстии корпуса наносят слой консистентной мази (используемой для смазки подшипникового узла), на которую «наклеивают» иглы в один или несколько рядов. В образовавшееся отверстие вводят вспомогательную втулку; благодаря уменьшенному (против диаметра вала) размеру диаметра наружной поверхности втулка легко входит в отверстие между иглами. К торцу вспомогательной втулки плотно прижимают монтируемый вал и вместе со вспомогательной втулкой проталкивают в отверстие (рис. 10).
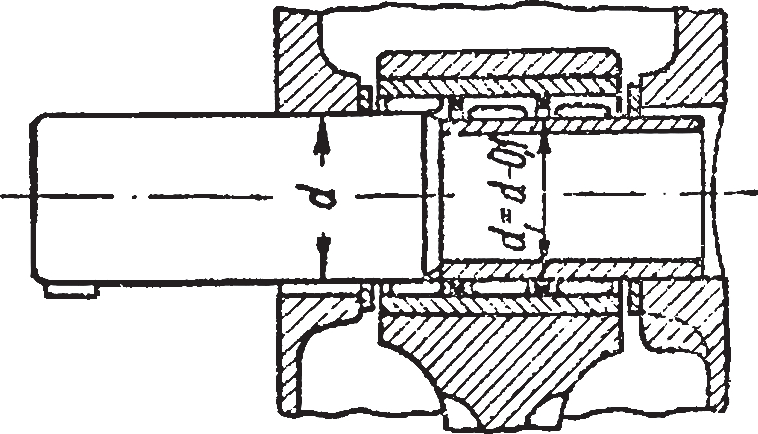
Рис. 10. Монтаж игольчатого некомплектного подшипника
Вспомогательная втулка в процессе установки вала на свое место удерживает иглы на поверхности отверстия и не дает им возможности выпасть из отверстия, а монтируемый вал своей фаской прижимает иглы к поверхности дорожки качения в корпусе.
Комплектные игольчатые подшипники (с наружным и внутренним кольцами), а также с тонкостенным штампованным наружным кольцом монтируют теми же способами, которые применимы для установки подшипников других типов с массивными кольцами. При этом посадка подшипников со штампованным наружным кольцом в корпус должна осуществляться только при помощи ручного или механического пресса, так как даже легкие местные удары молотка через медную выколотку по тонкостенному кольцу вызывают его деформацию и повреждения. Наиболее целесообразно пользоваться специальными приспособлениями (рис. 11).
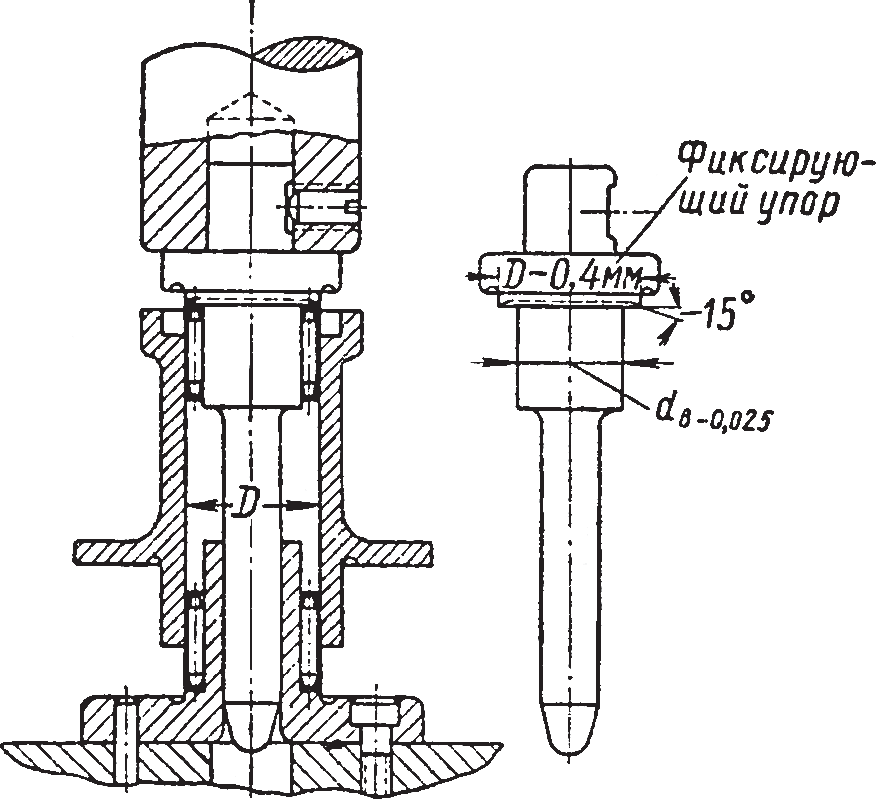
Рис. 11. Приспособление для монтажа игольчатого некомплектного подшипника с тонкостенным штампованным наружным кольцом
7. Стаканы для подшипников
Для размещения опор валов, состоящих из нескольких подшипников, применяют стаканы (рис. 12). Стаканы обычно выполняют из чугунного литья марки СЧ15 и из стали, которые применяют в чугунном или силуминовом корпусе при значительных нагрузках.
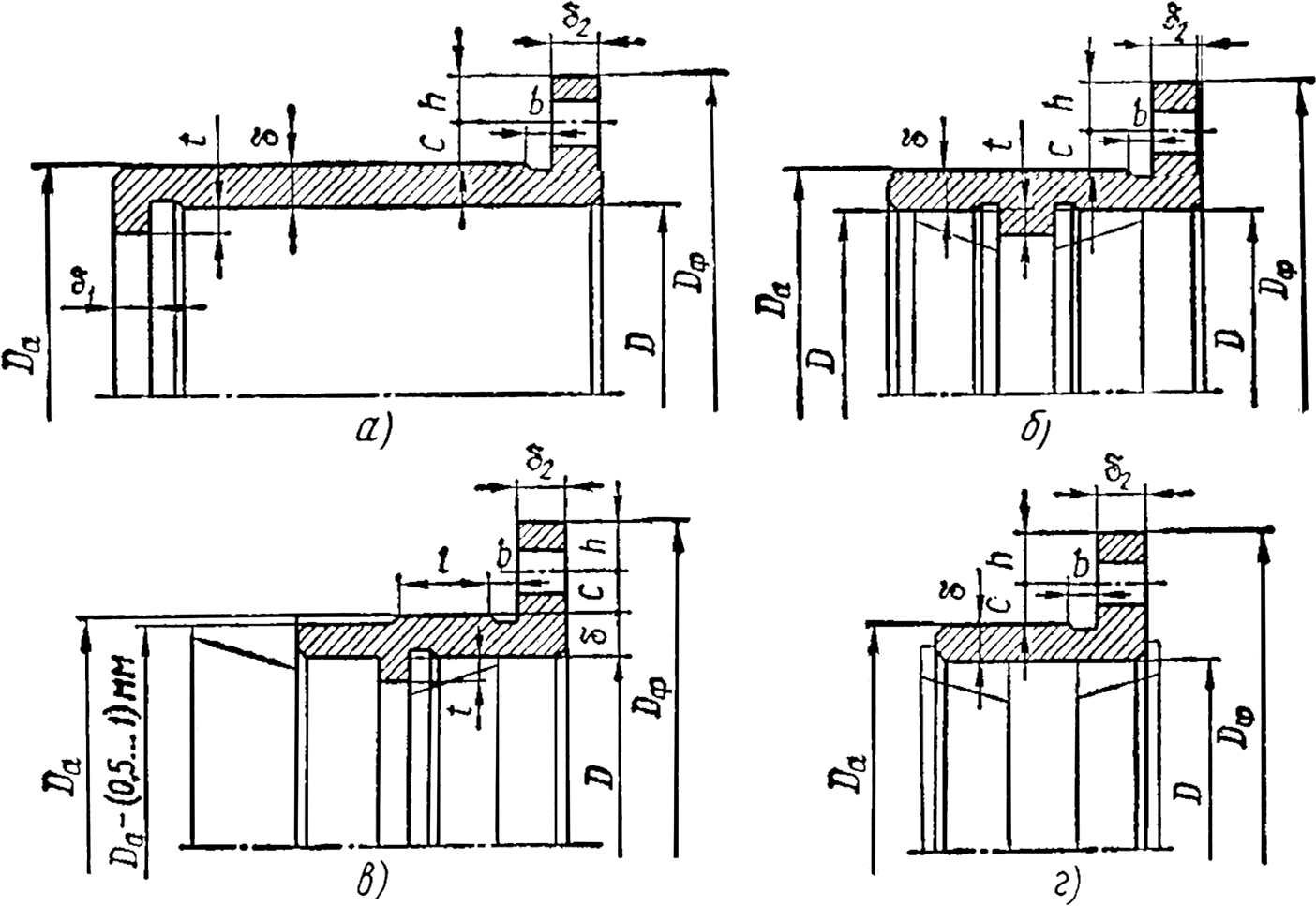
Рис. 12. Конструкции стаканов для подшипников: а – для универсальной сборки; б – для двух конических подшипников (внутри стакана); в – для двух конических подшипников (один снаружи и один внутри); г – для двух конических подшипников с буртами
Толщину стенки стаканов δ, мм, принимают в зависимости от диаметра D отверстия стакана под подшипник. Стаканы для подшипников вала конической шестерни (рис. 12, а) перемещают при сборке для регулировки осевого положения конической шестерни. Для этого применяют посадку стакана в корпусе H7/js6. Другие стаканы после их установки в корпус остаются неподвижными. Тогда применяют посадки типа H7/k6 или H7/m6.
8. Крышки и уплотнения для подшипников
Осевое положение вала в корпусе определяется с помощью торцовых крышек. Торцовые крышки должны быть достаточно прочными, чтобы выдержать осевые нагрузки, передаваемые валами через наружные кольца подшипников.
Крышки подшипников изготовляют из чугуна марки СЧ15. Различают крышки глухие и с отверстиями для прохода валов (рис. 13). Крышки изготовляются с центрирующим выступом и без него. Центрирующий выступ обычно контактирует с наружным кольцом подшипника для фиксирования положения вала в корпусе. Наружный диаметр выступа равен диаметру расточки под подшипник по посадке h9, а внутренний соответствует размеру t в стакане. Толщина и наружный диаметр фланца, диаметр, на котором расположены отверстия, и их количество определяются так же, как для стакана.
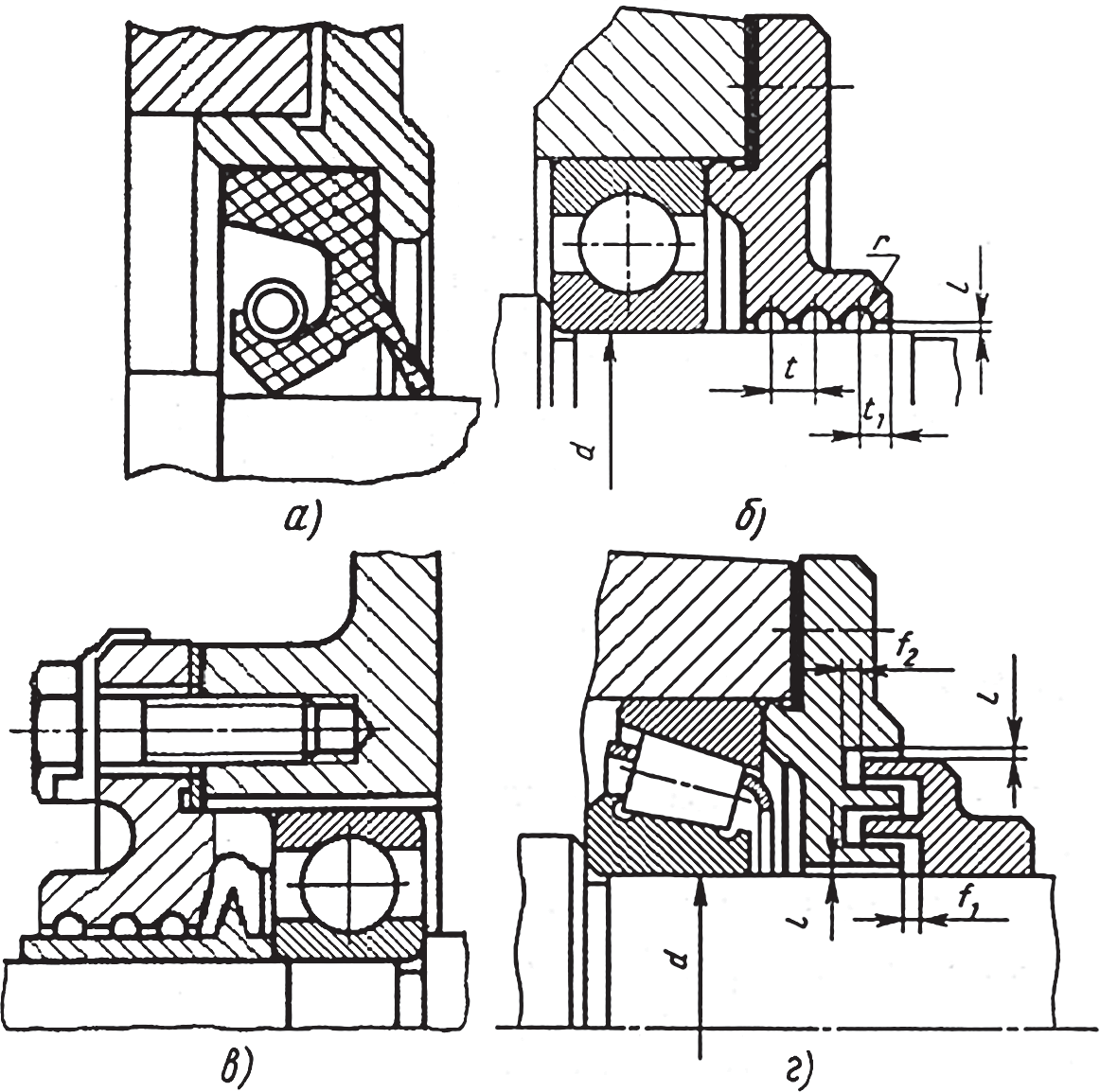
Рис. 13. Уплотнения валов, размещаемых в крышках: а – манжетное; б – щелевое (l=0,2…0,4; t=4,5…6; r=1,2…2); в – центробежное; г – лабиринтное (l=0,2…0,4; f1=1…2; f2=1,5…3)
Если крышка не контактирует с подшипником, то она может быть выполнена без центрирующего пояска (плоской). Если крышка выполнена с отверстием для прохода вала, то она отличается тем, что в ней, как правило, предусматривается место для установки уплотнения, которое защищает подшипник от попадания грязи и от вытекания смазки (рис. 13, а). Наличие уплотнения и деталей крепления подшипника на валу определяет в осевом сечении конфигурацию торцовой наружной и внутренней поверхности крышки (рис. 13).
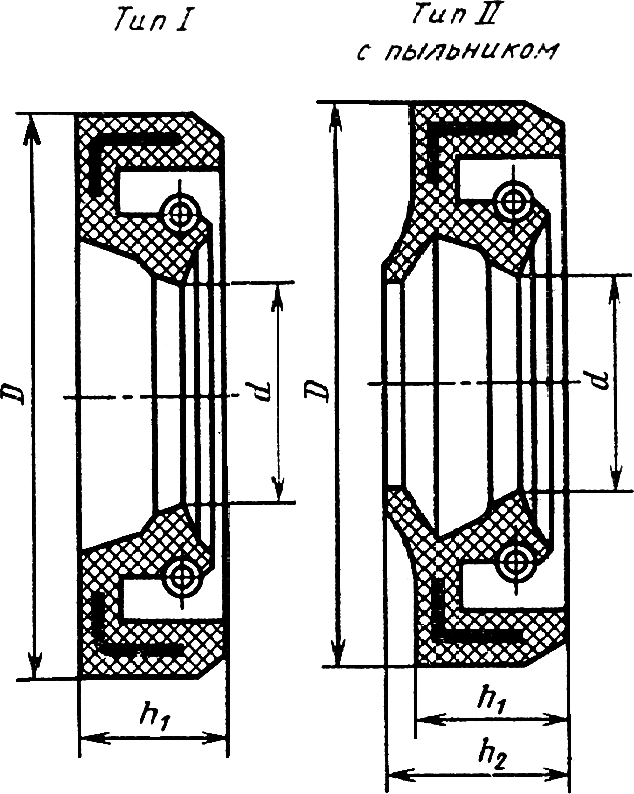
Так как щелевые уплотнения недостаточно надежно защищают подшипники от попадания пыли и грязи, то их применяют для подшипников качения машин, работающих в чистой и сухой воздушной среде. Лабиринтные уплотнения (рис. 13, в) – самые надежные, особенно при больших частотах вращения валов. Уплотнения, основанные на действии центробежной силы (рис. 13; а, в, г), применяют в качестве наружных и внутренних. В ответственных случаях применяют комбинированные уплотнения (в). Уплотнения манжетные резиновые для валов приведены в табл. 4.
Таблица 4. Уплотнения манжетные резиновые для валов
| Манжета резиновая армированная, мм | d | D | h1 | h2 |
 |
20; 21; 22 | 40 | ||
| 24 | 41 | |||
| 25 | 42 | |||
| 26 | 45 | |||
| 30; 32 | 52 | |||
| 35; 36; 38 | 58 | 10 | 14 | |
| 40 | 60 | |||
| 42 | 62 | |||
| 45 | 65 | |||
| 48; 50 | 70 | |||
| 52 | 75 |
Для предотвращения вытекания смазочного материала из корпуса редуктора или выноса его в виде масляного тумана и брызг применяют различные уплотняющие материалы и устройства. Разъемы составных корпусов герметизируют специальными мазями, наносимыми на плоскости разъема перед сборкой корпуса. Во фланцевых соединениях, когда положение фланца не определяет осевой зазор в подшипниковом узле, могут применяться также мягкие листовые прокладочные материалы.
В настоящее время для герметизации фланцевых соединений широко применяют уплотнения в виде резиновых колец круглого сечения (рис. 14, а).
Для герметизации стыков типа фланец-корпус с центровочным буртом применяют установки колец в канавку (рис. 14, б), в торец (рис. 14, в) и в фаску (рис. 14, г). Установка колец в канавку занимает больше места в осевом направлении, но удобна при совмещении с регулировочными прокладками между фланцем и корпусом для осевого зазора, поскольку в этом случае изменение толщины прокладок не связано с деформацией сечения кольца, которым производится уплотнение по посадочной поверхности. Размеры установочных мест под резиновые уплотнительные кольца круглого сечения приведены в табл. 5. Эти же кольца можно применять для нецентрованных плоских стыков (не обязательно круговых). Для этого на одной из соединяемых деталей должна быть выполнена канавка. Пример кругового уплотнения показан на рис. 14, д.
Таблица 5. Размеры сечений круглых колец и установочных мест для них
| Размеры | Диаметр кольца, d, мм | |||
| 2,5 | 3,0 | 3,6 | 4,6 | |
| D | 24-54 | 25-100 | 28-205 | 36-260 |
| b | 3,6 | 4,0 | 4,7 | 5,6 |
| h | 1,85 | 2,35 | 2,8 | 3,7 |
| с | 2,0 | 2,0 | 2,5 | 2,5 |
| а | 3,5 | 4,5 | 5,0 | 6,0 |
| е | 1,85 | 2,2 | 2,6 | 3,3 |
| М | 3,3 | 4,2 | 5,0 | 7,2 |
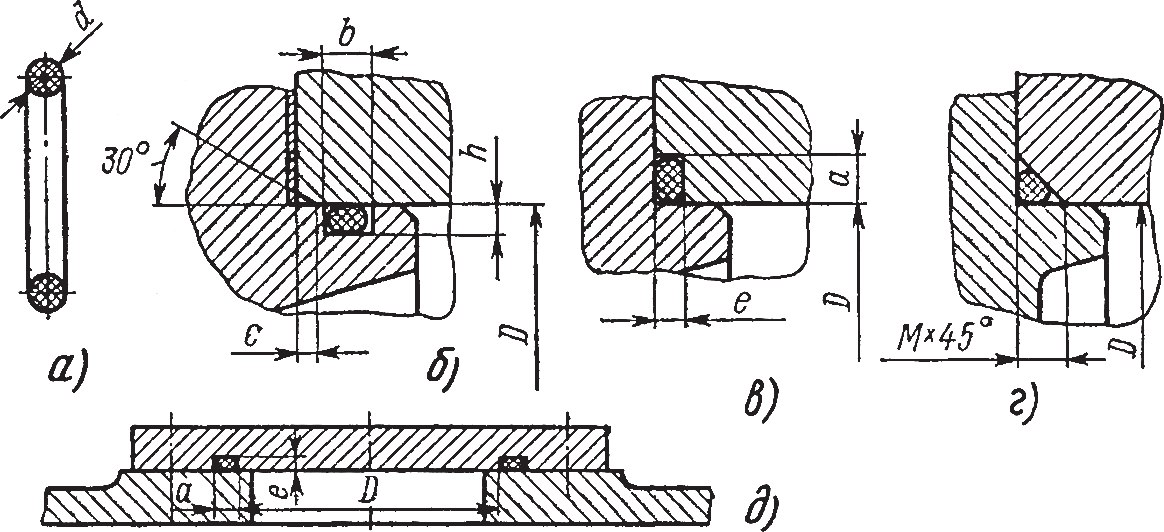
Рис. 14. Уплотнение круглым кольцом
9. Смазка подшипников
Смазка подшипников должна обеспечивать уменьшение трения, отвод тепла и равномерное распределение его во всех частях подшипника, уменьшение шума, предохранение от коррозии, улучшение работы уплотнений путем заполнения зазоров между вращающимися и неподвижными деталями узла.
Для смазки подшипников качения применяются жидкие масла и консистентные смазки, которые должны удовлетворять следующим требованиям: иметь химическую и физическую стабильность, не выделять твердых осадков; не содержать механических примесей; содержание в них свободной воды, кислот и щелочей должно быть в пределах допустимых норм.
Жидкие масла по сравнению с консистентными смазками более стабильны, могут применяться при более высоких угловых скоростях и при высоких и низких температурах, когда консистентные смазки теряют свои смазывающие свойства; допускают полную смену масла без разборки агрегата.
Консистентные смазки имеют следующие преимущества: не вытекают из корпусов (уплотнения могут быть более простые); хорошо заполняют зазоры между вращающимися и неподвижными деталями узлов; могут работать в подшипниковом узле в течение продолжительного срока (6-10 месяцев).
При выборе смазки определяющими факторами являются: скорость вращения, нагрузка на подшипник, рабочая температура узла, состояние окружающей среды.
Для подшипников качения выбирают преимущественно консистентную смазку; однако ее не следует применять при высокой температуре и значительных угловых скоростях, а также при низкой температуре.
Выбор наиболее рациональной смазки для подшипников качения связан в основном с установлением оптимально необходимой вязкости масла и его стабильностью. При увеличении скорости вращения потери на трение в смазке увеличиваются, и поэтому для опор быстроходных валов следует применять смазки с меньшей вязкостью.
С увеличением нагрузки и уменьшением числа оборотов следует выбирать масла с большей вязкостью.
Подшипники качения требуют незначительного количества смазки. Так, при консистентной смазке корпус подшипника должен быть заполнен от 1/2 до 2/3 своего свободного объема. При жидком масле его уровень должен быть при числе оборотов n=1500 об/мин не выше центра нижнего шарика или ролика, а при n>1500 об/мин уровень должен быть еще ниже.
Избыток масла ведет к резкому повышению температуры узла. Надо следить, чтобы в подшипники добавлялись определенные порции смазки, необходимые для их нормальной работы. Частота пополнения корпусов консистентной смазкой зависит от качества смазки, конструкций уплотнения корпуса и устанавливается на основе практического наблюдения за работой конкретного механизма. При хороших условиях эксплуатации пополнять смазку можно один раз в 6-9 месяцев; пополнение корпусов жидким маслом должно производиться 1-2 раза в месяц.
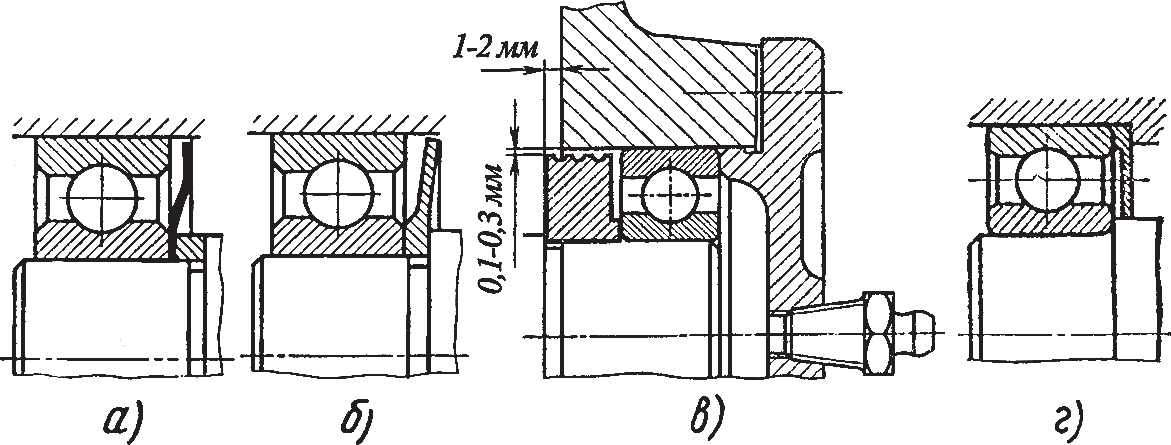
Рис. 15. Внутренние уплотняющие устройства для подшипников: а и б – маслоотражательные кольца; в – подвижное и г – неподвижное мазеудерживающее кольцо
Для подшипников качения, смазываемых консистентными мазями, предусматривают внутренние уплотняющие устройства, назначение которых – противодействовать поступлению в корпус подшипника лишней смазки, разбрызгиваемой колесами из общей масляной ванны (рис. 15; а, б). Внутренними уплотняющими устройствами снабжают также подшипники качения, смазываемые жидкой смазкой из общей масляной ванны при слишком обильной струе смазки, например при расположении подшипника вблизи косозубой шестерни или червяка. Внутренние уплотняющие устройства служат также для защиты подшипников качения от загрязнения продуктами износа зубьев колес из общей масляной ванны.
На рис. 15, в показано щелевое подвижное уплотнение с проточками. К данной группе уплотнений относят также уплотнения с защитными с неподвижными маслооотражательными шайбами (рис. 15, г).
Устройство среднего редуктора МАЗ

Что касается частоты обращений в сервис, то она покажется чрезмерной только тем, кто не сталкивался с другими машинами или никогда не работал на своем тяжеловозе в полную силу. Коммерческий транспорт в принципе, а самосвалы, седельные тягачи, лесовозы и полноприводные грузовики в частности по определению не бывают «вечными». Огромные нагрузки, открытость многих узлов-агрегатов, тяжелые дорожные и погодные условия быстро «старят» и изнашивают детали. Огромным плюсом МАЗов можно считать их пресловутую простоту конструкции – многое можно отремонтировать буквально «на коленке под забором».

- Убираем с привычного места механизм блокировки дифференциала
- Выворачиваем болты основного крепления, и, поворачивая за фланец, извлекаем редуктор в сборе с диффером и валом привода мостов
- Снимаем фланец и откручиваем резьбовой крепеж крышки
- Берем универсальный съемник и достаем стакан с подшипником вала, а также муфту блокиратора
- Выворачиваем болты, удерживающие чашки дифференциала, снимаем чашку с шестерней и подшипником привод-вала
- Извлекаем стопор-кольцо, штифт и гайку-фиксатор крестовины, после снимаем и ее самое
- Дальше съемником вытягиваем ведущую шестерню и ее подшипники
- Используя оправку в комплекте со съемником, извлекаем внутреннее кольцо внешнего роликоподшипника цилиндрической шестерни
Достаточно часто демонтаж завершается извлечением вала и межосевого дифференциала. Подобная схема считается частичной разборкой, для более полного разбора потребуется выполнить еще несколько операций.
1. Открутить крепежные гайки и достать главную пару в сборе с картером подшипников
2. Зажав ведущую (через накладки на губках) в тисках освободить и снять цилиндрическую шестерню
3. Снять внутреннюю обойму подшипника с ведущего вала
Если такая необходимость есть, то после этого можно выпрессовывать внешние кольца-обоймы, установленные в картере
4. Убрать стопора и крышки, достать диффер в сборе
5. Разукомплектовать дифференциал, последовательно снимая чашки, шестерни-сателлиты, полуосевые шестерни, шайбы, подшипники
Механизм блокировки разбирается только при явных признаках неисправности и для проведения ремонта-замены. Все отдельные детали очищаются и промываются, после чего можно приступать к осмотру-дефектации.
НА ЧТО ОБРАТИТЬ ВНИМАНИЕ
В первую очередь следует осмотреть все рабочие, то есть, контактирующие с другими поверхности все деталей, особое внимание уделяем шестерням-подшипникам. Зубья шестеренок должны быть целыми, без трещин-сколов и существенной вытертости цементационного слоя. Незначительная ступенчатая выработка, заусеницы-забоины устраняется зачисткой. Также недопустим визуально заметный равномерный износ, впрочем, даже без визуально заметных признаков он может присутствовать в степени, превышающей допустимый стандарт, поэтому необходимо проверить данный показатель в установленный способ – проверкой бокового зазора с помощью специального индикатора.
Если показатели износа превышают 0.8 мм, а также при меньших значениях, но повышенном шуме редуктора во время работы, крайне рекомендуется провести замену шестерни. Если речь идет о главной паре, то менять ее лучше в сборе, так как при изготовлении этот элемент конструкции обрабатывается и доводится до нужных параметров (тот же зазор, пятно контакта и другое) именно попарно.
Осматривая детали дифференциала, помимо зубьев обращаем внимание на цапфы-шипы (шейки) крестовины, посадочные отверстия сателлитов и их торцевые сферические поверхности, Также необходимо оценить состояние втулок, опорных поверхностей чашек и полуосевых шестерен. Здесь недопустимы задиры и чрезмерный износ, и чтобы определить степень изнашивания и возможность дальнейшего использования детали потребуется специальная таблица оптимальных-допустимых размеров конкретно для вашей модификации.
Обработка втулок из бронзовой ленты выполняется уже после их запрессовки в шестерню-сателлит на 32 миллиметра. Опорные шайбы должны иметь толщину 1.5 мм.
Перед тем, как собирать обратно редуктор МАЗ средний, не забудьте смазать маслом посадочные и контактные поверхности всех деталей. Уплотнители, даже если они еще не слишком изношены, стоит заменить, а при установке покрыть специальной пастой (допускается покрытие нитрокраской). Подшипники промываются в чистом керосине и тоже покрываются смазочным материалом.
ЕСЛИ РЕМОНТИРОВАТЬ ПОЗДНО
Очень часто, ни один из методов восстановления не является достаточно эффективным. Даже при получении необходимых геометрических параметров физические могут не соответствовать стандарту. Между тем, нормальная долговечная работа требует не только геометрической точности, но и таких моментов, как должная прочность, пластичность, поверхностная твердость элементов. Получить детали, которые соответствовали бы стандартам автопроизводителя, можно только при наличии соответствующего сырья, оборудования, знания и неукоснительного выполнения технологий производства.
К сожалению, отечественный рынок богат на разного рода контрафакт – некачественные подделки изделий известных производителей и товары вовсе неизвестного происхождения безо всякой маркировки. Реальной гарантии на такие комплектующие вам не дадут, прикрываясь отговорками о временном отсутствии или предлагая вместо них размытые копии с нечитаемыми названиями.
Покупать такие автозапчасти не стоит даже по самой дешевой цене, их эксплуатация может привести в лучшем случае к скорой необходимости замены, в худшем – к дорогостоящему ремонту редуктора, и возможно не только его одного!
В интернет-магазине нашей компании ООО «Лидер» представлены изделия исключительно официальных производителей. В большинстве случаев это и вовсе те же заводы, что поставляют автодетали для штатной сборки. Каждая такая позиция прошла официальную сертификацию в РосТест и проверки контрольными службами МАДИ и НАМИ. При этом цены у нас заметно ниже чем в розничных магазинах и даже многим сетевым поставщикам мы можем предоставить ценовую фору, так как работаем с изготовителями напрямую и посреднические наценки исключены. Мало того, наши постоянные клиенты и оптовые заказчики получают дополнительные скидки.
Сделать заявку на редуктор или его компоненты-детали можно через специальную веб-форму на сайте. Также заказы оформляются нашими операторами, связаться с которыми можно по телефону или электронной почте. При расчетах приемлема оплата, как наличными, так и по безналу, предоставление отсрочек выполняется на индивидуальной основе. Купленные товары выдаются у нас на складе либо пересылаются по указанному покупателем адресу (только по России), доставка по Москве бесплатная.
Устройство редуктора
372668 Болт М16х1.5-6hх125 (U=4.59)
1 5434-2302060 Шестерня ведомая (U=7,79)
1 6303-2502060 Шестерня ведомая (U=6,59)
1 63035-2502060 Шестерня ведомая (U=7,14)
1 64222-2502060 Шестерня ведомая (U=5,49 и U=4,84)
2 64221-2503015 Чашка правая
3 64221-2503019-10 Чашка левая
4 250691 Гайка М16х1,5-5Н6Н
5 54323-2403079 Зажим
6 377677 Штифт
7 5336-2403055 Сателлит
8 5336-2403050 Шестерня полуоси
9 5336-2403051 Шайба опорная шестерни полуоси
10 5336-2403058 Шайба сателлита
11 5336-2403060 Крестовина
12 5336-2403061 Кольцо упорное
13 6-7518АК1 ПодшипникУстройство диференциала
1 64221-2502128-10 Вал привода мостов
2 64221-2506072 Кольцо
3 6-7212А Подшипник
4 6422-2506070 Кольцо
5 6422-2502076 Шайба регулировочная
5 6422-2502077 Шайба регулировочная
5 6422-2502078 Шайба регулировочная
5 6422-2502079 Шайба регулировочная
5 6422-2502094 Шайба регулировочная
5 6422-2502095 Шайба регулировочная
5 6422-2502096 Шайба регулировочная
5 6422-2502097 Шайба регулировочная
5 6422-2502098 Шайба регулировочная
5 6422-2502099 Шайба регулировочная
5 6422-2502100 Шайба регулировочная
5 6422-2502101 Шайба регулировочная
5 6422-2502102 Шайба регулировочная
6 6422-2506068 Кольцо распорное
7 64221-2502132 Втулка
8 6422-2502151 Шестерня ведущая
8 64221-2502151 Шестерня ведущая (U=4,84)
9 258830 Штифт 12х40
10 201571 Болт М12х1,25-6hх50
11 6303-2506067 Пластина стопорная
12 5336-2403058 Шайба сателлита
13 6422-2506055 Сателлит
14 6303-2506018 Обойма
15 64221-2506060-10 Крестовина
16 258426 Штифт 6С4х50
17 6303-2506064 Шайба
18 6303-2506062 Зажим
19 400452 Кольцо
20 822707Д1 Подшипник
21 6303-2506066 Кольцо
22 6303-2506050 Шестерня
23 6303-2506051 Шайба опорная
24 6303-2506019 Чашка дифференциала
25 42216К1М Подшипник
1 642216-2502170 Вал задний
2 374964 Гайка М42х2-5Н6Н
3 54326-2402061 Фланец
4 6422-2502050 Крышка в сборе
5 6422-2502051 Крышка
6 5336-2502064 Кольцо уплотнительное
8 6422-2502076 Шайба регулировочная
8 6422-2502077 Шайба регулировочная
8 6422-2502078 Шайба регулировочная
9 6303-2502160 Вал задний
10 6303-2502168 Прокладка
11 6422-2502175-10 Стакан
12 6422-2506068 Кольцо распорное
13 [Шплинт 6.Зх63] Шплинт 6.Зх63
14 6-7212А Подшипник
14 6-7212А Подшипник
15 [Манжета 1.2-85х110-3] Манжета 1.2-85х110-3
16 [Манжета 2.2-85х110-3] Манжета 2.2-85х110-3
Как правильно установить подшипники в 64221 2502128
Как поменять игольчатый подшипник и сальник рулевой цапфы (поворотного кулака).

Разобрался. Ничего сложного, нюансов почти нет. Единственное — желательно иметь кое-какие приспособления, об этом — ниже.
Для начала подходящим рычагом (отвёрткой-монтировкой) аккуратно отковыриваем старый сальник-уплотнитель и вынимаем старую упорную шайбу. Протерев всё от старой смазки, открывается вид на игольчатый подшипник.

В процессе недавнего пескоструя рулевой цапфы, несмотря на то, что я принял все меры по предотвращению попадания песчаной абразивной пыли на игольчатый подшипник, она всё же туда попала. Т.к. промывать подшипник, не снимая его с цапфы, дело неблагодарное и малонадёжное, решил его демонтировать и заменить на новый, предусмотрительно приобретённый мною ранее.
Для этого понадобилось изготовление оправки. Можно конечно попробовать выбить его подручными средствами, но пару раз попробовав это сделать, я понял, что лучше изготовить оправку.
Для этого сначала вытачиваем на станке вот такую бобышку, длину которой можно сделать на 10-20мм больше, чем указано на чертеже — для удобства монтажа (это я понял позже):

Затем разрезаем её на две части и дорабатываем напильником до таких размеров, иначе впихнуть её внутрь цапфы будет невозможно по законам тетриса.
Суть выпрессовки игольчатого подшипника из цапфы доступно изложена на двух фото ниже.

Вставляем половинки оправки внутрь демонтируемого игольчатого подшипника и просовываем через них шпильку с резьбой М10. Накидываем шайбы, накручиваем гайки таким образом, чтобы длинный конец 20-сантиметровой шпильки торчал снаружи цапфы с её наружной стороны. Лёгкими ударами молотка по торчащей снаружи шпильке выколачиваем игольчатый подшипник. Оправка дала мне возможность выколотить подшипник в идеальном виде — можно его хорошенько промыть, смазать и использовать повторно, обойма в нём крепкая и не деформировалась.



Очищаем посадочное место игольчатого подшипника от грязи.

… и просим токаря выточить ещё одну оправку — для запрессовки нового подшипника.

Вернувшись от токаря, берём всё, что необходимо…

…и запрессовываем подшипник внутрь цапфы.

Теперь можно уложить внутрь смазанную упорную шайбу (благодаря смазке она прилипнет к своей посадочной поверхности и никуда не денется).

Немного об упорной шайбе.
Я предусмотрительно приобрёл две новые шайбы (Great Wall Hover, код для заказа 3001113-К01).

Но они обе имели один косяк — проточенные поверхностные полоски-надрезы, выполненные видимо китайской болгаркой на китайской коленке трезвым китайцем в китайский понедельник ранним китайским утром. В принципе я не вижу в этом ничего криминально-критичного, кроме подпорченного дизайна. Кромки надрезов за пределы равномерной поверхности шайбы не выступают, толщина шайбы везде одинакова и равна 2мм, как у оригинальной новой шайбы от Isuzu (код для заказа 8-94407-718-0), назначение этих надрезов некритичное (по всей видимости — распределение нанесённой смазки по прилегаемым поверхностям). Учитывая эти факторы можно было бы её установить. Но учитывая то, что снятая старая (и по всей видимости — оригинальная) шайба почти не имела признаков износа, решил поставить старую. Что и сделал.
Теперь можно установить сальник-уплотнитель.
Приобретать его нужно парой с крышкой (которая устанавливается на ШРУС). Дело в том, что в природе существует две пары сальник-крышка (эта полезная информация предоставлена Юрием VehiDreamerом). Сальник от одной пары не подходит к крышке от другой пары. И наоборот. Поэтому, если тяжело определить, что же всё-таки стояло, то лучше приобрести комплект (пару) и не ломать себе мозги. По имеющимся сведениям, оба комплекта к нам подходят.
Комплект №1 (который ранее приобрёл я):
Стальная крышка сальника поворотн. кулака — Isuzu для Европы 8-98036-560-0
Сальник поворотного кулака — Isuzu для Европы 8-98036-595-0

Комплект №2:
Сальник поворотного кулака — Isuzu для США 8-97044-741-0
Стальная крышка сальника поворотн. кулака — Isuzu для США 8-97044-609-1
Фото этого комплекта от VehiDreamer — в комментариях ниже.
Для установки уплотнителя я посчитал необходимым сделать ещё одну оправку…

… которая должна упираться в место, указанное на фото ниже (это я понял, хорошенько рассмотрев этот сальник и его металлический каркас).
Оправку можно сделать как сплошной (как это сделал я из какой-то болванки, которая также служит мне для запрессовки наружной обоймы ступичного подшипника, для чего используется противоположная сторона болванки — чтобы не плодить их количество), так и трубчатой, как нарисовано на чертеже — с целью уменьшения веса, что в авиации очень ценится.
Устанавливаем весь набор на цапфу, и, контролируя "равномерное погружение", прессуем уплотнитель. Получаем такой результат.



Кромки сальника (которые будут прилегать к металлической крышке, установленной на ШРУСе) перед установкой рулевой цапфы необходимо смазать смазкой GENERAL MOTORS, код для заказа — 90510336 (информация из workshop manual). Это пакетик размером примерно 3х4 см. Цена пакетика — чуть больше доллара за 4 грамма смазки. Либо, как мне подсказывают люди с опытом, использовать ту же смазку, которой смазывается ступичный подшипник.
Замена подшипника правого промежуточного вала
В целом, история развивалась в трех действиях.
Предистория. Весной поставил резину Cooper, ну гудит, ну както попривык, но в очередной дальней поездке заметил, что появился какой-то дополнительный гул, тихий на грани слышимости, меняется от скорости, а не от характера покрытия дороги. начинался гдето с 80км/ч. В гараже скинул задние барабаны — колодки на месте, ничо не отклеилось, пошатали дисочки — пошипники ступиц в норме, не шумят. Чтож, едем на диагностику.
Действие первое, Диагностика.
приехал в "свой" сервис "БТК" на фронтовых бригад, машину вывесили на подъемнике, отключили ESP и давай газовать, гдето в диапазоне 80-90кмч диагност услышал гул со стороны подвесного подшипника промежуточного вала правого переднего привода. соответственно сказали- дуй за новым пром валом.
В магазине оно стоило чето в районе 11-14 тыс руб. за оригинал, и 7 тыс руб за Кетай. Плюс замена 1000р.
Начал рыть.
нашел на форуме сантафешников, что вопрос уже изучен и нужно поменяь подшипник и 2 сальник, все ремнтопригодно.
партнамбер пром вала 49560-2P250, на соренто XM и сантафе NEW они вроде как одинаковы, и по опыту меняли там такие детали:
фирменный ремкомплект промвала с номером 49504-39A00
состав:
Сальник 49566-37700 = 49566-38700 = DM(TBSY) 38*63.5*7*17
Сальник 49565-37700 = 49565-38700 = DM(TBSY) 42*56.3*5*14.5
Подшипник 49563-37700 = KBC 6206DR = Koyo 6206-2RS = NSK 6206DDU (CM).
идет два месяца с кореи, стоит как самолет.
на екзисте 2000р и доставка месяц.
В рассыпуху подшипник — 300р
сальник 49565-38700 — 60р неделя доставки
49566-37700 = 49566-38700 из кореи месяца 2-3 доставка
У кореша в магазине Магазин кореша были заказаны сальник и подшипник. пришло все в течение недели, и я радостный записался на ремонт опять таки в БТК
Действие второе -печальное
Приехал в сервис, начался разбор, все что нужно снялось само и отлично, вал выбился. смотрим… а нет там никаких сальников. и подшипник там другой… вот корейцы гады. Снимаю размер и партнамбер подшипника, и дую по магазинам. естессно такого подшипника нигде нет, и на заказ привести не могут. Производит фирма SKF #806172 Сиобираем все обратно — гудим еще 2 недели))
Действие третье — финальное.
Размеры подшипника 30*62*21. справочник говорит что подшипники в таком размере есть…вот етот SKF и KOYO но сцук конический, что нам ваще не подходит. купленный ранее 206й подшипник размером 30*62*16 -на 5мм уже. решил взять подшипник 30*62*20 — есть серийный производство есть россия, есть китай, взял последний (300р), поскольку на российский без боли смотреть нельзя — лютый перекат с новья, чо с ним будет на ходу-страшно подумать.

Вчера все снова разобрали, выпресовали старый подшипник,

проложили стопорное кольцо от пыльника тормозного цилиндра какого то лексуса (сечение круглое, диаметр 1,6мм, с учетом скошеной кромки на подшипнике-все село на свои места.

Собрали, гул вроде как пропал, подробнее узнаю в выходной- катану до дачи.

Параллельно заменили зание тормозные шланги, вздулись. и тормозную жидкость.
В общем вывод какой. Замена-копеечная, если шлицы на валах в норме — менять в сборе не имеет смысла, замена 1300р с подшипником.вместо 14 000 за новый +1000 замена.
Установка подшипников качения: рекомендации по правильному монтажу на вал и в корпус
Установка подшипников качения: рекомендации по правильному монтажу на вал и в корпус
- отсутствие загрязнений;
- необходимый уровень технической компетенции и слесарных навыков исполнителя;
- наличие соответствующего инструмента и оснастки;
- надлежащая подготовка монтажных мест и подшипника;
- соблюдение порядка и правил сборки;
- смазка;
- проверка качества выполненных работ.
Предварительная подготовка к установке подшипников
- подготовить рабочее место, максимально снизив риск загрязнения и запыления в процессе работы;
- подготовить измерительный и монтажный инструмент, очистить его;
- осмотреть и очистить посадочные места под установку подшипников: замятия заплечиков, забоины, заусенцы, наклеп, небольшие вспучивания металла следует аккуратно убрать шабером, напильником, мелкой наждачной бумагой или с помощью станочного парка;
- промерить посадочные места и записать результаты;
- проверить валы на прямолинейность оси (отсутствие изгиба): проверку целесообразно проводить при вращении вала в центрах с помощью специальных приборов (увеличение эксцентриситета от сечения к сечению в направлении от края к середине указывает на искривление вала и ведет к необходимости его замены);
- по результатам осмотра и замеров посадочного места установить его соответствие требованиям ГОСТ 3325 по полям допусков, посадкам, требованиям по шероховатости, отклонениям формы и расположения;
- при необходимости – исправить посадочные места или заменить детали на новые с необходимыми параметрами;
- очистить каналы для подвода смазки от стружки, пыли и других загрязнений, продуть их сжатым воздухом;
- приготовить смазку.
- на валу – микрометром;
- в корпусе (подшипниковых щитах) — индикаторным нутромером.
Замеры производятся в нескольких местах с тем, чтобы, помимо величины диаметра, установить величину овальности и конусности посадочного места. Размер определяется как среднее арифметическое трех измерений в каждой из плоскостей с поворотом последовательно на треть окружности (120°).
Подшипники монтируются на вал ротора и в корпус (подшипниковый щит) с определенным натягом или зазором. Разность между диаметром отверстия подшипника и диаметром вала в пользу первого называется зазором. Если же диаметр вала больше, чем диаметр отверстия подшипника, то разность между ними называется натягом. Характер и величина натяга или зазора при сопряжении двух деталей называется посадкой.
При анализе замеров следует помнить, что чаще всего, если технической документацией и конструкцией узла не предусмотрено иное, при установке подшипника одно его кольцо должно иметь прессовую посадку с натягом в 0,01—0,03 мм, а другое — посадку скольжения с зазором от 0 до 0,03—0,04 мм.
Прессовую посадку внутреннего кольца подшипника и скользящую наружного его кольца применяют в случаях, когда вращающейся деталью является вал (например, валы коробки перемены передач, главной передачи трансмиссии и др.).
Если деталь узла вращается на неподвижной шейке (например, на ступице колеса), то прессовую посадку должно иметь наружное кольцо подшипника, а скользящую — внутреннее.
При прессовой посадке кольца предупреждается износ вращающейся детали (шейки вала, ступицы и др.), а при скользящей посадке другого кольца оно может несколько проворачиваться, что устраняет одностороннюю нагрузку тел качения на кольцо, уменьшает его износ и повышает общий срок эксплуатации подшипника.
Встречаются и конструкции с одновременной посадкой и наружного, и внутреннего кольца, что следует учесть при интерпретации результатов замеров и подборе монтажной оснастки.
Посадочное место так же можно промерять специальным калибром нужного размера, при этом применять сам подшипник не рекомендуется.
Нормальная высота упорного бурта (заплечика) сопрягаемой детали должна быть приблизительно равна половине толщины кольца подшипника. Это необходимо для того, чтобы за незакрытую заплечиком поверхность боковины кольца можно было осуществить захват съемником для извлечения подшипника. Для фиксации в осевом направлении кроме заплечиков могут применяться распорные втулки, пружинные стопорные кольца, различные гайки и др.
Подготовка подшипника к установке
Если есть такая возможность, то под фактические размеры вала или корпуса следует произвести селективный подбор подшипника из нескольких. Выбор следует остановить на подшипнике, у которого размеры наружного и внутреннего колец в сочетании с реальными размерами посадочного места обеспечат необходимую посадку. Это позволит избежать чрезмерно свободной или недопустимо плотной посадки, а значит, избежать ненормальной работы подшипника, в т.ч. перегрева из-за уменьшения необходимого радиального зазора в нем.
- извлечь подшипник из заводской упаковки для проверки (выполняется непосредственно перед установкой подшипника в узел);
- убедиться, что по маркировке и внешнему виду подшипник соответствует необходимому;
- провести предварительную проверку состояния путем осмотра: подшипник открытого типа не должен иметь видимых дефектов – цветов побежалости, ржавчины, трещин, забоин, царапин, должен быть полный комплект тел качения (шариков или роликов) и заклепок (или других соединительных элементов), сепаратор не должен иметь повреждений;
- у подшипников закрытого типа проверить отсутствие повреждений уплотнений или защитных шайб;
- провести промеры ширины, наружного и внутреннего диаметров подшипника специальным инструментом и удостовериться в соответствии посадочным местам;
- расконсервировать и промыть подшипник, если это прямо не запрещено его производителем;
- проверить от руки легкость хода: вращение должно быть плавным без заеданий (при этом следует помнить, что проворот колец открытых подшипников в сухом состоянии до промывки категорически не рекомендуется для исключения риска абразивного повреждения рабочих поверхностей качения из-за возможного присутствия загрязнений);
- провести замеры радиального зазора: для этого одно из колец подшипника закрепляют при горизонтальном положении оси и определяют зазор с помощью индикатора, смещая свободное кольцо под действием измерительного усилия в радиальном направлении в два диаметрально противоположных положения (при этом разница показаний индикатора является искомым значением радиального зазора);
- провести замеры осевого зазора, аналогично тому как это делалось при определении радиального зазора, только в этот раз замер производят при вертикальном положении оси: закрепить одно из колец, другое сместить в осевом направлении в два крайних положения под действием измерительного усилия и зафиксировать разность показаний индикатора;
- нанести смазку в достаточном количестве, если смазочный материал не нанесен производителем.
Удаление поверхностного консервационного слоя производится салфеткой, не оставляющей ворс.
- разогретое масло с температурой около 80 градусов Цельсия;
- антикоррозионный раствор;
- бензин или керосин в чистом виде;
- смесь масла и бензина (керосина).
При использовании разогретого масла или антикоррозионного состава следует поддерживать их температуру на уровне около 80 °С, при этом повышение температуры выше 120 °С не допустимо, поскольку может произойти отпуск колец и тел качения, что резко снизит долговечность подшипника. Внешне отпуск не определить (цвета побежалости появляются при гораздо больших температурах), а фиксацией падения твердости посредством специального прибора на данном этапе никто как правило не занимается – именно поэтому стоит четко контролировать температуру моющего состава.
Расконсервация подшипника может проводится от 10 до 20 минут, в течение которых его полезно периодически встряхивать и немного прокрутить на финальном цикле полоскания, а после – высушить в месте, недоступном для пыли.
После высыхания подшипник для кратковременного хранения необходимо до момента монтажа положить в чистый полиэтиленовый пакет (мешочек) для защиты от пыли. Если до установки подшипника ожидается более двух часов, то его рекомендуется завернуть в чистую бумагу и убрать в картонную упаковку на хранение. Если время хранения после расконсервации превысило два часа, перед установкой подшипника рекомендуется провести его проверку на отсутствие следов коррозии.
Смазка подшипника должна выполняться перед монтажом в соответствии с рекомендациями производителя. Маркировка подшипника по отечественному формату может содержать сведения о требуемой пластичной смазке. Для ЦИАТИМ-201, которая принята по умолчанию стандартной смазкой подшипников, маркировка не применяется. Для остальных вариантов применяется маркировка с буквой «С»:
С1 – ОКБ-122-7
С2 – ЦИАТИМ-221
С3 – ВНИИНП-201
С4 – ЦИАТИМ-221С
С5 – ЦИАТИМ-202
С6 – ПФМС-4С
С7 – ВНИИНП-221
С8 – ВНИИНП-235
С9 – ЛЗ-31
С10 – № 158
С11 – СИОЛ
С12 – ВНИИНП-260
С13 – ВНИИНП-281
С14 – ФИОЛ-2У
С15 – ВНИИНП-207
С16 – ВНИИНП-246
С17 – ЛИТОЛ
С18 – ВНИИНП-233
С20 – ВНИИНП-274
С21 – ЭРА
С22 – СВЭМ
С23 – ШРУС-4
С24 – СЭДА
С25 – ИНДА
С26 – ЛДС-3
С27 – ФАНОЛ
С28 – Chevron SRI-2
С29 – РОБОТЕМП
С30 – ЮНОЛА
С31 – ЛИТИН
С32 – № 158М
С33 – ФИОЛ-2МР
С34 – ШРУС-4М
С35 – BERUTOX FE 18 EP
С36 – ВН-14
Производители подшипников некоторые типы своих изделий делают необслуживаемыми. На пары трения в таких подшипниках в заводских условиях со строгим контролем нанесена особая смазка на весь срок службы. Проводить расконсервацию подшипников описанным выше способом и самостоятельно смазывать не рекомендуется, так как бензин (керосин) или разогретое масло будут способствовать выносу заводского смазывающего состава, а добавление пластичной смазки приведёт к снижению эффективности заводской трибологической системы подшипника.
Закрытые необслуживаемые подшипники достаточно подвергнуть наружной протирке смоченной в бензине салфеткой, не оставляющей ворс.
Правильная установка подшипника
Гидравлические или ручные прессы обеспечивают плавную и ровную установку подшипников с минимальным риском повреждения деталей при использовании соответствующей оправки и аккуратности производства работ.
При установке подшипников монтажное усилие должно передаваться только через напрессовываемое кольцо:
- через внутреннее — при монтаже на вал;
- через наружное — при монтаже в корпус;
- на торцы обоих колец — если конструктивно подшипник одновременно монтируется на вал и в корпус.
При установке подшипников усилие запрессовки передается равномерно на всю окружность соответствующего кольца подшипника через специальный монтажный стакан. Если нет такого стакана, то можно использовать ровно отторцованую трубу из незакаленной стали с подходящими внутренним и наружным диаметрами. На свободном конце трубы следует установить заглушку со сферической наружной поверхностью, к которой и надлежит прилагать усилие. Разумеется, внутренняя поверхность трубы должна быть чистой и сухой для исключения попадания загрязнений любого вида в подшипник при выполнении работ.
Внутренний диаметр монтажного стакана (трубы) при установке подшипника должен быть немного больше отверстия кольца подшипника, на которое необходимо прилагать усилие, а наружный диаметр стакана (трубы) — немного меньше внешнего диаметра этого кольца.
- посадочные места вала, корпуса и подшипника покрыть тонким слоем рабочей смазки (это может быть так же ЦИАТИМ, ЛИТОЛ или их аналоги);
- определить сторону, которой следует ставить подшипник (по общему правилу сторона, на которой нанесено заводское клеймо, должна быть снаружи);
- приставить монтажный стакан с упором в соответствующее кольцо подшипника;
- ровно по осям взаимно позиционировать сопрягаемую деталь, подшипник, монтажный стакан и рабочую плоскость пресса;
- убедиться в примерном соответствии взаимного положения проточек для подачи смазки в корпусах со смазочными отверстиями в наружных кольцах подшипников (необходимо там, где это предусматривает конструкция подшипникового узла);
- приложить небольшую нагрузку и убедиться в отсутствии перекоса в самом начале монтажа (на перекос укажет заедание подшипника, его нужно устранить);
- приложить достаточное по величине и ходу монтажное усилие, контролируя установку подшипника на место;
- игольчатые роликоподшипники монтировать по сборочным единицам либо на вал, либо в отверстие охватывающей детали;
- для установки игольчатых подшипников в отверстии охватывающей детали использовать монтажную втулку: поверхность отверстия покрыть тонким слоем смазки и вставить втулку (ее диаметр должен быть на 0,1-0,2 мм меньше диаметра шейки вала), а игольчатые ролики последовательно ввести в зазор (последний ролик должен входить свободно с зазором от 0,5 до 1 диаметра иглы), после чего устанавить ограничительные кольца и рабочей осью вытолкнуть монтажную втулку;
- разъёмные наружные кольца сферических подшипников скольжения, скреплённые болтами, устанавливать в исходном состоянии без ослабления затяжки болтов;
- конические роликоподшипники монтировать из отдельных сборочных единиц: внутреннее кольцо с роликами напрессовать на вал, наружное кольцо отдельно установить в корпус, а радиальный зазор между наружным кольцом и роликами отрегулировать (например, прокладками под крышку перед окончательной затяжкой винтов, если иной способ не предусмотрен конструкцией узла);
- в конструкциях с регулируемыми радиально-упорными и упорными шариковыми подшипниками после установки так же нужно произвести регулировку осевой «игры» подшипников;
- регулировка подшипников соответствующих систем производится до достижения параметров, установленных в инструкции на данную машину;
- установить стопорное кольцо, распорную втулку, сальник, прокладку, крышку или закрепить подшипник иным способом, как это предусматривает конструкция;
- завершить монтаж или надежно укрыть подшипниковый узел от попадания на него пыли и иных загрязнений на время до полной сборки.
Необходимые меры предосторожности для исключения попадания в подшипник загрязнений следует предпринимать на всех этапах: при подготовке подшипника и сопрягаемой детали, при установке и сопутствующих операциях, вплоть до полного окончания работ с собираемым узлом или агрегатом.
Так же необходимо выполнить все сборочные операции с учетом конструктивных особенностей таким образом, чтобы смазка нужного качества была в достаточном объеме, а в процессе эксплуатации не выбрасывалась работающей машиной и самопроизвольно не вытекала. Для этого подшипники качения закрывают крышками или устанавливают уплотняющие устройства — фетровые (войлочные) кольца, манжеты, защитные фланцы, защитные шайбы, лабиринтные уплотнители и т. п. За целостностью и надлежащей установкой этих компонентов следует проследить особо.
И, наконец, квалифицированная установка подшипников с соблюдением соосности, правильной посадкой, и регулировкой является еще одним ключевым фактором беспроблемной эксплуатации и залогом большого ресурса.
Установка подшипника нагревом
Нагрев зачастую значительно облегчает установку подшипников, так как при этом используется свойство металла расширяться при повышении температуры. Установка подшипников крупных габаритов в холодном состоянии невозможна, так как требуемое усилие значительно возрастает с увеличением размеров.
При установке подшипника на вал нагревается сам подшипник, при этом, как правило, достаточно разницы температур от 60 до 80 °C между окружающей средой и нагретым внутренним кольцом.
При установке подшипника в корпус нагреву подвергается последний. Температурная разница при этом находится в прямой зависимости от степени натяга и диаметра посадочного места. Обычно достаточно умеренного нагрева.
Как и в случае с расконсервацией и промывкой, температуру подшипника в любом случае не стоит поднимать выше 120 °C для предотвращения отпуска колец и тел качения с последующим существенным снижением срока службы. Нагрев подшипника так же не должен превышать температурные ограничения для сопряжённых компонентов, таких, например, как неметаллические уплотнения.
Нагрев подшипника производится в масляной ванне или с помощью индукционного нагревателя.
Современные специальные индукционные нагреватели, применяемые для установки подшипников с нагревом, обладают рядом преимуществ:
- быстрый и равномерный разогрев металла;
- защита от перегрева встроенным термостатом;
- автоматическое размагничивание после нагрева;
- неметаллические компоненты подшипника не подвергаются прямому термическому воздействию;
- безопасность выполнения работ.
Встречающиеся рекомендации использовать сильное охлаждение для монтажа подшипников неизбежно приводят к образованию конденсата с риском возникновения коррозии. Поэтому, например, SKF не рекомендует прибегать к такому способу.
Проверка качества установки подшипников
После установки подшипника следует проверить правильность выполненных работ. Если осуществлялся монтаж подшипника нагревом, то проверку необходимо осуществлять после полного охлаждения детали до температуры окружающей среды.
- проверкой в нескольких точках по окружности убедиться в том, что подшипник вплотную прижат к заплечику: щуп толщиной 0,03 мм (или иного размера, если он установлен производителем) не должен входить между торцами колец подшипника и буртом корпуса механизма или вала;
- проверить легкость вращения подшипника от руки: оно должно быть ровным с равномерным замедлением без местных заеданий и прочих видимых отклонений;
- у шариковых радиальных однорядных подшипников проверить от руки наличие нормального осевой зазора (после охлаждения, если монтаж производился с нагревом): отсутствие качения или малая его величина указывают на недостаточные радиальные зазоры;
- при наличии к тому оснований проверить, чтобы значение радиального зазора в миллиметрах после сборки узла для подшипников, изготовленных с зазорами нормальной группы, не было менее минимально допустимых по ГОСТ 24810 (ориентировочно определяется по формуле Smin = d/3000, где d — номинальный диаметр отверстия подшипника, мм);
- у подшипников с цилиндрическими роликами и без бортов после установки проверить относительное смещение наружного и внутреннего колец в осевом направлении: оно не должно быть более 0,5-1,5 мм для подшипников с короткими роликами и более 1-2 мм — для подшипников с длинными роликами (чем больший размер имеет подшипник, тем ближе возможно смещение к указанным максимальным значениям);
- убедиться в правильности сборки уплотняющих устройств в корпусах (подшипниковых щитах) или кольцевых зазоров в лабиринтовых уплотнениях;
- убедиться в точном соответствии взаимного положения проточек для подачи смазки в корпусах со смазочными отверстиями в наружных кольцах подшипников (там, где это предусматривает конструкция подшипникового узла);
- произвести пробный пуск машины без нагрузки и прослушать работу собранного подшипникового узла с помощью стетоскопа или трубы: подшипники в нормальном состоянии при работе создают тихий, непрерывный и равномерный шум, вибрации и толчки в сборочной единице должны отсутствовать;
- проследить за температурой: в правильно собранном узле подшипник при работе в обычных условиях не должен перегреваться более чем на 30°С относительно температуры окружающей среды.
Если инструментальный контроль не доступен, то при прослушивании следует обратить внимание на следующие явные признаки недостатков выполненных работ и недопустимого состояния подшипникового узла:
- вибрации — при увеличенных зазорах в подшипнике;
- неравномерный громкий шум – сильное повреждение подшипника;
- глухой неравномерный шум, в том числе стучащие звуки — загрязненность подшипника;
- свистящий шум — трения между соприкасающимися деталями, в т.ч. из-за недостаточной смазки;
- звенящий металлический звук — слишком малый зазор в парах трения подшипника;
- равномерный вибрирующий звук — попадание инородных частиц на дорожку качения наружного кольца;
- шум, возникающий время от времени при неизменной частоте вращения — повреждение тел качения;
- шум, проявляющийся при изменении частоты вращения — повреждение колец в результате монтажа или выкрашивания на поверхностях качения.
При выявлении неправильной установки подшипников их демонтируют при помощи специального съемника и ставят заново с устранением допущенных ранее ошибок и / или заменой деталей.
Правильная установка подшипников требует определенной квалификации в части слесарных навыков, точного измерительного инструмента и специальной оснастки, высокой аккуратности проведения работ с соблюдением установленных правил.
Необходимые меры для исключения попадания в подшипник загрязнений следует предпринимать на всех этапах работ вплоть до полной сборки машины.
Так же необходимо выполнить установку подшипников и все сборочные операции с учетом конструктивных особенностей таким образом, чтобы смазка нужного качества была в достаточном объеме, самопроизвольно не вытекала и не разбрызгивалась.
Подшипники в нормальном состоянии при работе создают тихий, непрерывный и равномерный шум, вибрации, прихваты и толчки в сборочной единице должны отсутствовать, а температура подшипников как правило не должна превышать температуру окружающей среды более чем на 30°С.
Проверки и обслуживание после установки подшипников должны выполняться с учетом рекомендаций производителя.
Советы по регулировке подшипника ступицы МАЗ

В данной статье мы разберем принципы регулировки, монтажа подшипников ступиц на МАЗ и КРАЗ.
Также наши специалисты дадут несколько рекомендаций о том, как избежать повреждений на агрегате.
Регулируем подшипники ступицы МАЗ
Чаше всего запчасти выходят из строя из-за агрессивного стиля вождения, неправильного технического обслуживания и монтажа.
Поэтому прежде чем приступить к регулировке, соблюдайте следующие правила замены деталей:
- Работайте только в чистом помещении и только с чистыми инструментами.
- Следите за смазкой.
- Помните, на кромке уплотнения подшипника ступицы для МАЗ 4370 или другой модели авто не должно быть ржавчины. Иначе со временем возникнет коррозия.
- Не нужно СТУЧАТЬ под прямым углом как по поверхности подшипника моста МАЗ, так и ступицы.
- Не ленитесь при замене подшипника в ступице МАЗа осмотреть и состояние оси, корпуса.
Рекомендуем посмотреть полезное видео по снятию ступицы для Зубренка.
Затем приступайте к регулировке.
Напоминаем, что вы можете купить подшипники ступицы для МАЗ следующих моделей:
- МАЗ 500 и МАЗ 64229;
- МАЗ 5363;
- МАЗ 5440 и МАЗ 5549;
- МАЗ 2007124;
- МАЗ 503 и МАЗ 5335;
- МАЗ 504 и МАЗ 537;
- МАЗ 5549, а также КРАЗ,
Принцип замены подшипника прицепа МАЗ прост.
Сначала после установки ступицы проверьте натяжение. Оно должно быть отрегулировано таким образом:
- Затягиваем гайку до 400-500 Н*м. При этом обязательно поворачивайте ступицу.
- После этого гайку заворачиваем на 60-75 градусов и проворачиваем ступицу. Во вращении не должно быть люфтов.
- Монтируем шайбу №1.
- В регулировке подшипника ступицы МАЗ важно отворачивать гайку так, чтобы совпадало отверстие шайбы.
- Контргайку №2 затягиваем до такого положения, чтобы момент был 400-500 Н*м.

Если вы обнаружили при замене и регулировке подшипника в мазовской ступице повреждения сальника, советуем купить новый. Далее обязательно установите новый.
Также при течи на уплотнительном кольце элемент заменяют. Ослабление затяжки всех болтов устраняют.
Подтягиваем подшипники колес МАЗ
Необходимо поддомкратить грузовик, от руки провернуть колесо. Будьте внимательны – при регулировке подшипника заднего моста в МАЗ помните, что подшипники задней ступицы не поддаются регулировке.
В задней ступице необходимо правильно установить подшипник. Затяжка всех колец будет максимально тугой, если правильно подтянуть гайки.

- Поднимаем колесо;
- Из полости КП сливаем аккуратно смазку;
- Сателлиты, шестерни снимаем и отворачиваем контргайку №2 в подшипниках ступицы МАЗ;
- Демонтируем стопорную шайбу и затягиваем до 1000Н гайку подшипника;
- Ступица должна вращаться без задержек;
- Устанавливаем стопорную шайбу. Следите за тем, чтобы внутренний выступ обязательно впадал в специальные пазы, размещенные в кожухе полуоси. При этом наружные усы должны размещаться в пазах гайки.
- Подтягиваем усы только если усы находятся между пазами.
Не забывайте, что после регулировки подшипников ступицы МАЗ должны нагреваться не более 60 градусов по Цельсию.
Нужно ли покупать подшипники ступицы МАЗ?
Если деталь невозможно отремонтировать, не пытайтесь сэкономить – цены на подшипники невысокие.
Однако срок службы запчастей можно увеличить, если соблюдать следующие правила:
- Будьте осторожны.
Да, подшипники заднего моста МАЗ, так и подшипники ступицы прицепа очень прочные. Но соблюдайте все правила установки, перевозки деталей. Забудьте о сильных ударах молотком или неправильной перевозке.
- Монтируйте деталь с аккуратностью.
Доверяйте установку подшипника ступицы в МАЗ только профессионалам. Даже незначительное усилие может привести к вмятинам на дорожке качения. Следовательно, подшипник задней, так и передней ступицы в вашем МАЗе быстро выйдет из строя.
Купить подшипники вы можете на нашем сайте, ведь в каталоге доступные цены на весь ассортимент деталей для ступиц МАЗ.
Остались вопросы? Звоните менеджеру компании по телефону (495) 223-89-79.