Сборка двигателя.

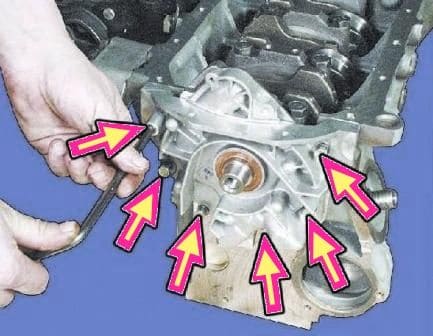
1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.
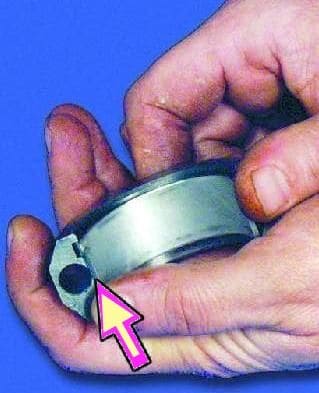
2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке. Обратите внимание, что средний вкладыш 1 без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей. Смажьте вкладыши моторным маслом.


3. Установите коленчатый вал в блок цилиндров.
4. Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец – этими сторонами полукольца устанавливаются к щекам коленчатого вала.


5. Установите сталеалюминиевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распределительного вала).
6. . металлокерамическое (желтого цвета) – с другой стороны постели.


7. Поверните полукольца так, чтобы их концы были заподлицо с торцами постели.
8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.

9. Установите крышки в соответствии с метками. На крышках нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой нанесены две метки, как и на второй. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. При этом номера цилиндров считаются со стороны привода распределительного вала, а крышки устанавливаются метками 1 в сторону кронштейна генератора 2.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.

11. Заверните болты и затяните их требуемым моментом (см. прил. 1) в следующем порядке: первыми затяните болты третьей крышки 1, затем второй 2 и четвертой 3, потом первой 4 и пятой 5. После затяжки болтов проверните на 2–3 оборота коленчатый вал – он должен вращаться легко, без заеданий.
12. Для удобства установки смажьте тонким слоем консистентной смазки прокладку масляного насоса и «приклейте» ее к блоку. Удалите излишки смазки.
13. Установите масляный насос и заверните болты его крепления (см. «Снятие и установка масляного насоса»).
14. Для удобства установки смажьте тонким слоем консистентной смазки прокладку держателя заднего сальника и «приклейте» ее к блоку. Удалите излишки смазки.
15. Установите держатель заднего сальника и заверните болты его крепления (подробнее см. «Замена сальников коленчатого вала»).

4.14. Приспособление для запрессовки поршневого пальца: 1 – валик; 2 – поршневой палец; 3 – направляющая втулка; 4 – винт; 5 – дистанционное кольцо

16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением (рис. 4.14). При его отсутствии можно подобрать подходящую оправку. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.


18. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень, чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
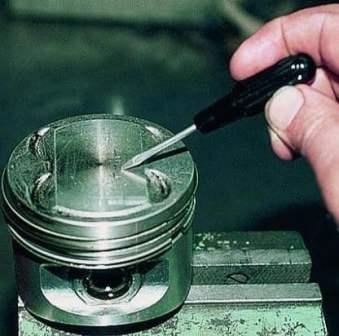
19. После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.


20. Установите стопорные кольца с обеих сторон пальца. При этом обратите внимание, что кольца должны быть четко установлены в канавках поршня.
21. Установите на поршень разжимную пружину маслосъемного кольца.


22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
23. Порядок установки колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны замка разжимной пружины), затем нижнее компрессионное кольцо, последним – верхнее.


24. При этом обратите внимание, что на кольцах может быть выбита надпись «ВАЗ», «ВЕРХ» или «TOP». Этой надписью кольца устанавливаются вверх (к днищу поршня). Если надпись отсутствует, маслосъемное и верхнее компрессионное кольца можно устанавливать в любом положении.
25. Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26. Провернув кольца в канавках поршня, убедитесь, что они вращаются легко. Если какое-либо кольцо не проворачивается или заедает, его необходимо заменить.


27. Разверните кольца на поршне так, чтобы их замки располагались под углом 120° друг к другу.
28. Тщательно протрите чистой тряпкой шатунные шейки коленчатого вала.
29. Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30. Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шатуне. После этого смажьте вкладыш и поршень моторным маслом.


31. Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленчатый вал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распределительного вала).
32. Плотно прижмите оправку к блоку и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.


33. Установите нижнюю головку шатуна на шейку коленчатого вала.
34. Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.

35. Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36. Заверните гайки крепления крышки и затяните требуемым моментом (см. прил. 1). Таким же образом установите и остальные поршни.

37. Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленчатый вал так, чтобы противовес вала не мешал вставить датчик. Затем заверните болт крепления датчика.
38. Установите маслоприемник и заверните три болта его крепления.
39. Нанесите на болты крепления маховика герметик. Установите маховик, стопорную пластину и заверните болты крепления маховика (см. «Снятие, установка и дефектовка маховика»).
40. Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и «приклейте» к нему прокладку масляного картера.
41. Установите масляный картер и заверните болты его крепления (см. прил. 1). Далее двигатель собирается в обратном порядке. Установку головки блока см. «Замена прокладки головки блока цилиндров», ремня привода распределительного вала см. «Замена ремня привода распределительного вала и натяжного ролика».
Справочное руководство по обслуживанию автомобилей ВАЗ, ЛАДА 110.
Регулировка зажигания 2110. Компрессия двигателя ваз 2112, иммобилизатор на ваз 2111. Клапанная крышка ваз 2112, прокладка блока цилиндров ваз видео. Стоимость генератора на ваз. замена предохранителей ваз 2112, конструкция маслоприёмника ваз 2112. рекомендуемые заводом масло в коробку ваз 2112. замена водяного насоса (помпы) ваз 2112. Замена маслосъемных колпачков ваз 2110.
Ремонт ДВС ВАЗ 2112 #2

В продолжении данной темы добавлю фото и немного текста.
И так движок деинсталирован и раскидан, начинается чистка и мойка всех деталек.
После полного разбора блока, он был отвезён на авто-мойку о промыт всякой химией, но к сожалению тщательно блок отмыть не удалось, пришлось много потрудиться вручную с тряпочкой, щеточкой и отверткой в итоге…
 Блок цилиндров ВАЗ 21083, высота блока 194,8 мм.
Блок цилиндров ВАЗ 21083, высота блока 194,8 мм.
собственно выглядит он "не ахти", какой-то потрепанный
 Блок цилиндров ВАЗ 21083 вид сверху
Блок цилиндров ВАЗ 21083 вид сверху
Дальше у нас пойдет ШПГ (шатунно-поршневая группа) размеры номинальные (стандартные) (поршня 82мм, под 3 кольца — 2 компрессионных и одно маслосъемное, компрессионная высота поршня 37,9 мм, шатун 121 мм, поршневой палец 22 мм.).
 ШПГ ВАЗ 2112 (82*121)
ШПГ ВАЗ 2112 (82*121)  Поршня с проточкой
Поршня с проточкой  цековки в поршнях под клапона
цековки в поршнях под клапона
как видно на фото поршня исполнены с цековками под клапана, как ещё говорят поршня с проточкой, т.е. те самые, которые клапана не загибают при обрыве ремня ГРМ.
Коленчатый вал 2112 (тяжелый) — такие коленчатые валы предпочтительнее используются в тюнинге наших автомобилей при турбировании, данный коленчатый вал хорошо себя зарекомендовал, считается более надёжным и прочным по сравнению с Приоро или Калино-каленом, также есть и другие варианты, к примеру 80-е колено с двойным косым сверлением маслоканалов, которое также пользуется спросом в тюнинге, но оно для более высоких блоков цилиндров.
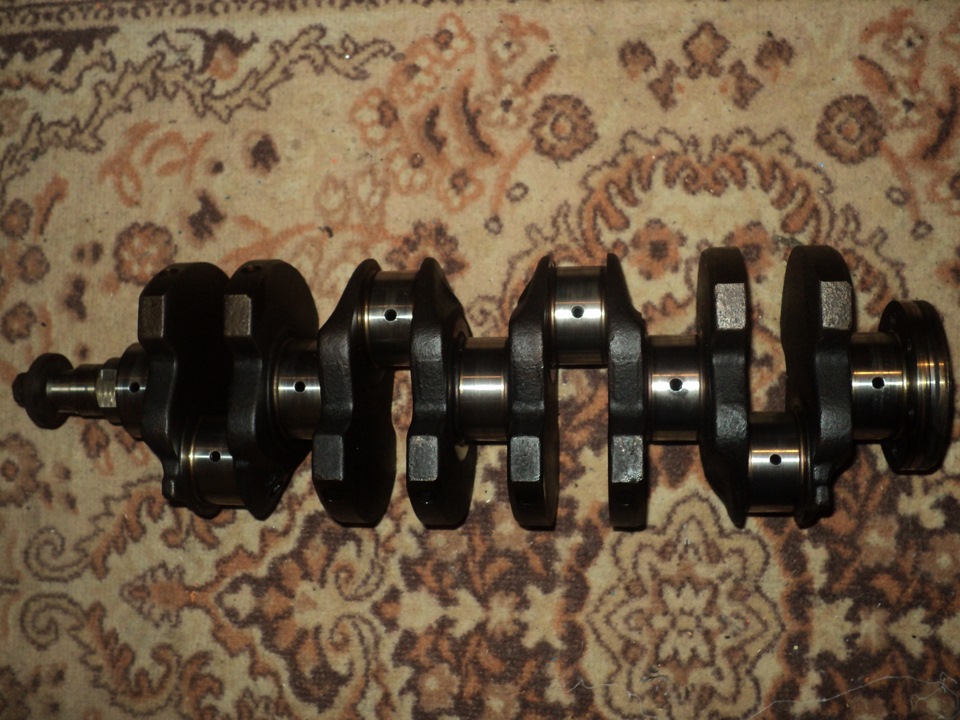 Коленчатый вал ВАЗ 2112
Коленчатый вал ВАЗ 2112  Коленчатый вал 2112
Коленчатый вал 2112  крепление маховика
крепление маховика
на фото видны следы от герметика в задней части коленчатого вала, там где крепится маховик, так вот герметик там необходим при сборке маховика, т.к. болты маховика должны очень плотно сидеть на своем месте, в противном случае это чревато катастрофой и для двигателя и для коробки.
ГБЦ (головка блока цилиндров) собственно от того, на сколько грамотно будет подготовлена ГБЦ, будет зависеть отдача двигателя в целом.
На данном этапе ГБЦ также тщательно промывается чистится и разбирается, само-собой все сальники клапанов (маслосъемные колпачки) под замену, в остальном ГБЦ в хорошем состоянии
 ГБЦ ВАЗ 2112
ГБЦ ВАЗ 2112  впускные каналы ГБЦ ВАЗ 2112 16v
впускные каналы ГБЦ ВАЗ 2112 16v
пока намывал ГБЦ потерял где-то нижнюю тарелку пружины (шайба клапана опорная нижняя), вот не соврать — объехал весь город, все магазины запчастей и ни в одном такой не оказалось, проехал 6 мастерских и наконец-то нашел в "Муравейнике" мне сняли с ГБЦ разобранной и отдали бесплатно, так-то она стоит 5 руб.
Головку отдавал на ремонт, чтобы поменяли выпускные направляющие, т.к. клапана в них заметно болтались, а впускные стояли довольно плотно, заодно там же мне притерли клапана. Клапана брал все новые NPA Germany, притирались вручную (не дрелью или ещё какой-нибудь хренью) ну и заодно была придана правильная форма всем седлам клапанов 2 или 3 седла были заменены. Делал все Николай, работает на дому, живет в районе линий, сам он проработал на АвтоВазе 15 лет и занимался кажется именно сборкой ГБЦ, т.е. я доверился действительно специалисту в этой области, но делает он не только ВАЗовские ГБЦ, у него и от "Прадика" головка лежала на ремонте. Ремонт обошелся в 3 500 р.
 притертые клапана
притертые клапана  ГБЦ 2112 16 вэ
ГБЦ 2112 16 вэ
также под замену пошли несколько гидрокомпенсаторов, а именно 5 шт., дорогие они 200 р. за одну, считайте 5 шт. — рубль выкинул…
 ГБЦ с новыми направляющими
ГБЦ с новыми направляющими
направляющие конечно хотел поставить бронзовые, а не латунные как нам предлагают во всех магазинах запчастей, но в нашем городе к сожалению таких нет, а они лучше отводят тепло от клапанов.
Распределительные валы (палки короче) я имею "Кубок Лада" подъем 8,85, фаза 273, по сути — это "овощные валы", которые не сильно отличаются от стандартных, к стати у стандартных валов подъем 7,6, фаза 256.
Валы изначально укладывал на ""Жигулевской станции" и сам при этом не присутствовал, следовательно перекрытие мне не известно, а оно на этих валах должно составлять 1,2/1,2 мм. сразу там и прошивался, на холостом практически не ехала, ну как практически — она вообще ни ехала, поднимали ХХ (холостой ход) до 1150 об. в мин., при таких оборотах она вроде начала нормально трогаться, но работала как буд-то на валах с очень большим подъемом (10-12 мм.)
Эти валы были установлены с регулируемыми шестернями ГРМ, но в дальнейшем я узнал, что валы с подъемом до 10 мм можно ставить без таких шестерен, а оставлять на обычных стандартных, что в последствии и было сделано, после чего она заработала как на сток валах, с нормальным ХХ 850-900 об. в мин. и ровной работой мотора.
 Палки
Палки  Палки Нуждиновские
Палки Нуждиновские
Вообще сложилось такое мнение, что Нуждиновские валы не очень хорошего качества, быстро изнашиваются, крошатся и тд. Но у меня проездив на них уже 2 года состояние идеальное, нет ни каких трещинок, сколов и тд. в принципе валами доволен, но на будущее хочу подъем с фазой побольше, где-то от 10 до 11,5 и фазу 315-325 градусов, ну и производителя Стольника или СТИ, т.к. боюсь, что если возьму Нуждина, то 2-ой раз так может не повезти.
Поршневые кольца и шатунные вкладыши — замена
Для выполнения работы потребуются оправка для поршневых колец, динамометрический ключ.
Снятие
5. Поворачивая коленчатый вал за болт крепления его шкива ключом на 17 или 19 мм, устанавливаем поршень первого цилиндра в нижнее положение.
Предупреждение! При отворачивании гаек крышек шатунов на двигателях сдатчиком уровня масла велик риск повредить его, поэтому рекомендуем предварительно снять датчик (см. «Датчик уровня масла — замена»).
6. Торцовым ключом на 14 мм отворачиваем две гайки крепления крышки шатуна.
Предупреждение! При разборке шатуна не выпрессовывайте из него болты.
7. Снимаем крышку шатуна.

8. Уперев ручку молотка в поршень, выталкиваем его вверх.

9. Извлекаем поршень из цилиндра.

10. Вынимаем вкладыши из шатуна и его крышки.

Предупреждение! Целесообразность замены вкладышей зависит от степени износа шеек коленчатого вала (см. «Блок цилиндров — проверка технического состояния, снятие и установка»).
11. Фиксируем поршень в сборе с шатуном за шатун в тисках.
12. Слегка раздвинув замок кольца, снимаем верхнее компрессионное кольцо.

13. Аналогичным образом снимаем нижнее компрессионное кольцо.

14. Снимаем маслосъемное кольцо.

. и его расширитель.

Предупреждение! Целесообразность замены колец зависит от степени износа цилиндров (см. «Подбор поршней к цилиндрам блока»).
Установка
1. Тщательно очищаем поршень от нагара и отложений. Осматриваем поршень, шатун и палец. Трещины на них недопустимы.
2. Новые кольца подбираем в соответствии с диаметром поршня номинального или ремонтного размера. На кольцах номинального размера обозначения отсутствуют, ремонтные кольца увеличены в диаметре на 0,4 или 0,8 мм и имеют маркировку «40» и «80» соответственно.
Рекомендация. Для установки новых колец на поршень рекомендуем воспользоваться специальным съемником поршневых колец.
3. Перед установкой новых колец набором щупов измеряем зазор между поршневым кольцом и стенкой канавки, в которую кольцо будет установлено.

Таблица 8.3. Допустимый зазор в канавке поршневого кольца

. и верхнее компрессионное кольцо устанавливаем надписью «ВАЗ» или «ТОР» вверх.

Нижнее компрессионное кольцо ориентируем таким образом, чтобы проточкой оно было направлено вниз.

4. Кольца надеваем на поршень следующим образом: раздвинув замок кольца (не более чем это требуется для надевания кольца на поршень), заводим на поршень сначала замок, а затем тыльную часть кольца.

Новые кольца устанавливаем на поршень, начиная с расширителя маслосъемного кольца. После установки маслосъемного кольца, замок расширителя должен находиться развернутым на 180° относительно замка кольца.
После установки колец на поршень разворачиваем их замками таким образом, чтобы замок верхнего компрессионного кольца располагался под углом в 45° к оси поршневого пальца, замок нижнего компрессионного кольца разворачиваем на 180°, а замок маслосъемного кольца на 90° относительно замка верхнего компрессионного кольца.
5. Смазываем свежим моторным маслом поршень, кольца и стенку цилиндра.
6. Надеваем оправку на поршень и обжимаем ею кольца, периодически слегка постукивая ручкой молотка по оправке для самоустановки колец.

7. Вытираем насухо постели вкладышей в шатуне и крышке и устанавливаем в нижнюю головку шатуна вкладыши.

8. Смазываем внутреннюю поверхность вкладышей и шатунную шейку коленчатого вала чистым моторным маслом. Поворачивая коленчатый вал, переводим шейку в крайнее нижнее положение.
9. Устанавливаем поршень на блок и ориентируем его так, чтобы стрелка на днище поршня была направлена в сторону шкива коленчатого вала.
10. Прижимая оправку к блоку и постукивая ручкой молотка по днищу поршня, утапливаем его в цилиндр, одновременно следя за продвижением шатуна к шейке коленчатого вала.

11. Устанавливаем на шатун крышку и затягиваем гайки моментом 43,32-53,5 Н·м (4,42-5,46 кгс·м).
Предупреждение! Крышки шатунов невзаимозаменяемые. На шатуне и его крышке указан номер цилиндра, в который шатун должен быть установлен. На собранном шатуне цифры должны располагаться с одной стороны.

Кольца трех других поршней заменяем таким же способом.
После установки всех поршней собираем двигатель в обратной последовательности.
Как собрать двигатель ВАЗ-2112
В этой статье мы рассмотрим основные моменты сборки двигателя ВАЗ-2112.
Перед сборкой все детали двигателя должны быть промыты и продефектированы.

Перед установкой верхних вкладышей коренных подшипников аэрозольным очистителем карбюратора прочищаем форсунки для охлаждения поршней.
Установите в постели коренных подшипников вкладыши.

При этом фиксирующий выступ вкладыша должен войти в паз постели.
В первую, вторую, четвертую и пятую постели (считая от привода распределительного вала) устанавливайте вкладыши с канавками, а в третью – без канавки.

Смазываем вкладыши моторным маслом

Смазываем шейки коленчатого вала моторным маслом и укладываем вал в постели коренных подшипников.

Вставляем в проточки опоры третьего коренного подшипника упорные полукольца, смазанные моторным маслом.

Поверхности полуколец с антифрикционным покрытием (на них выполнены проточки) должны быть обращены к щекам коленчатого вала.
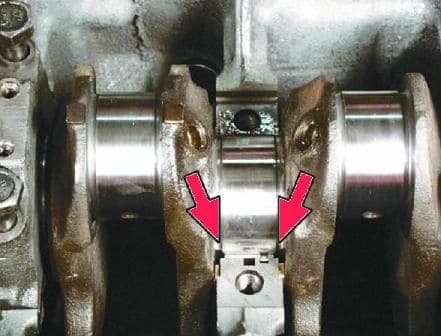
Поворачиваем полукольца так, чтобы их концы были заподлицо с торцами постели.
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет крышек ведется со стороны привода ремня ГРМ).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.

Заворачиваем болты крепления крышек, не затягивая их

Метки на крышках коренных подшипников
Затягиваем болты крепления крышек моментом 69-84 Нм (6,9-8,4 кгс·м).
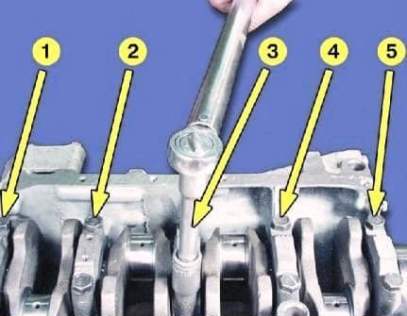 Порядок затяжки коленчатого вала
Порядок затяжки коленчатого вала
Первыми затягиваем болты третьей крышки, затем второй и четвертой, потом первой и пятой.
После затяжки болтов проверните коленчатый вал – он должен вращаться легко, без заеданий.

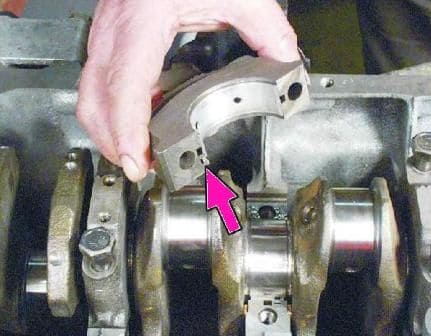
Измеряем осевой зазор коленчатого вала.
Он должен быть в пределах 0,06-0,26 мм.
Если зазор превышает 0,26 мм, замените упорные полукольца
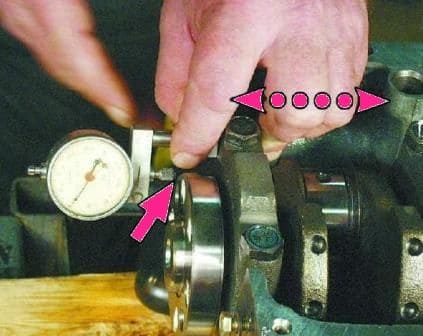
Чтобы измерить осевой зазор коленчатого вала, установите индикатор так, чтобы его ножка упиралась во фланец вала.
Сдвиньте коленчатый вал до упора от индикатора и установите индикатор на 0.
Сдвиньте коленчатый вал в противоположную сторону.
Индикатор покажет величину зазора.
Спереди (со стороны шкива коленчатого вала) ставится сталеалюминиевое полукольцо, сзади – металлокерамическое.
Кольца изготовляются с номинальной и увеличенной на 0,127 мм толщиной.
При превышении осевого зазора коленчатого вала 0,35 мм меняются одно или оба полукольца (номинальный зазор – 0,06-0,26 мм).

Запрессовываем с помощью оправки задний сальник коленчатого вала в держатель до упора.

Приклеиваем консистентной смазкой прокладку держателя к держателю сальника для удобства монтажа

Смазываем рабочую кромку сальника моторным маслом.

Смазываем фланец коленчатого вала моторным маслом.

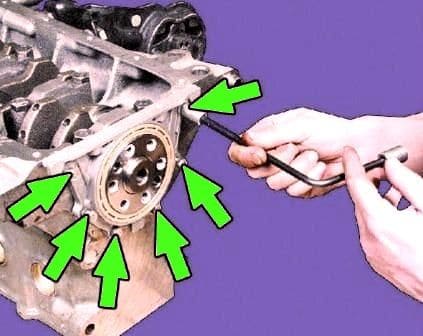
Надеваем сальник с держателем на фланец коленчатого вала и заправляем аккуратно рабочую кромку сальника заостренной палочкой

Сдвигаем держатель с сальником по фланцу до упора и наживляем болты крепления

Поправьте держатель так, чтобы его верхняя плоскость совпала с плоскостью блока
Затягиваем шесть болтов крепления держателя
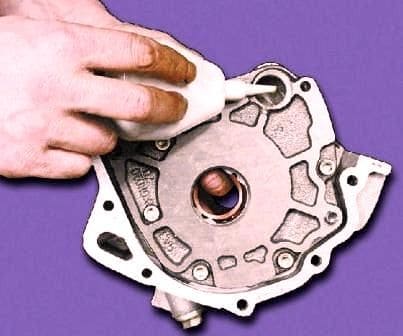
Подготавливаем масляный насос к сборке.
Запрессовываем передний сальник коленчатого вала в корпус насоса.

Смазываем рабочую кромку сальника моторным маслом
Смажьте шестерни масляного насоса моторным маслом, залив масло через отверстие под маслоприемник.

Проворачиваем несколько раз шестерни масляного насоса за выступы ведущей шестерни.

Поворачиваем ведущую шестерню масляного насоса, чтобы выступы ведущей шестерни совпадали с лысками на коленчатом валу.

Лыски на коленчатом валу

Приклеиваем консистентной смазкой уплотнительную прокладку к насосу для удобства монтажа.

Наденьте насос с сальником на коленчатый вал до посадочного места на валу. Затем заостренной палочкой из мягкого дерева аккуратно заправьте рабочую кромку сальника на шейку вала.
Аккуратно сдвиньте масляный насос по валу до упора и наживите болты крепления
Поправьте положение насоса, чтобы его верхняя плоскость совпала с плоскостью блока.
Заверните шесть болтов крепления моментом 8,5-10,0 Нм (0,85-1,0 кгс·м).
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня с усилием нажатия большого пальца руки и не выпадал из поршня при вертикальном положении пальца.
Устанавливаем на поршни кольца и располагаем их следующим образом:
- — замок верхнего компрессионного кольца ориентируем под углом около 45° к оси поршневого пальца
- — замок нижнего компрессионного кольца – под углом 180° к оси замка верхнего кольца.
- — замок маслосъемного кольца – под углом 90° к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз.
Если на кольце нанесена метка «ВЕРХ» или «ТОР» – кольцо располагаем меткой вверх.
При установке маслосъемного кольца стык расширителя располагаем со стороны, противоположной замку кольца.

Протираем зеркала цилиндров

Протираем шатунные шейки коленчатого вала

Смазываем зеркало первого цилиндра моторным маслом

Смазываем оправку для установки поршней

Смазываем поршень первого цилиндра

Разводим замки колец как указано выше

Вставляем вкладыш в нижнюю головку шатуна. Выступ на вкладыше должен войти в паз головки шатуна
Вставляем вкладыш в крышку шатуна так, чтобы выступ на вкладыше вошел в паз крышки шатуна
При установке поршней в цилиндры стрелка на днище поршня должна быть обращена в сторону привода ГРМ.

Вставляем поршень в сборе с шатуном в оправку.
Направляем стрелкой на поршне в сторону маслонасоса и потихоньку проталкиваем поршень деревянной ручкой молотка
Контролируем правильное положение вкладышей шатунов.

Смазываем вкладыши и устанавливаем крышку шатуна в соответствии с маркировкой.

Крышки на шатуны устанавливаются так, чтобы номера цилиндров на крышке и шатуне располагались с одной стороны

Заворачиваем гайки крепления крышки.
Таким же образом устанавливаем и затягиваем крышки остальных шатунов.

Затяните динамометрическим ключом гайки крепления крышек шатунов моментом 44-54 Нм (4,4-5,4 кгс·м).

Перед установкой маховика, смазываем тонким слоем резьбу болтов крепления маховика
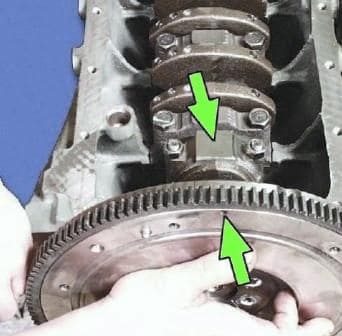
Установите маховик так, чтобы метка на маховике была напротив крышки шатуна четвертого цилиндра, так как болты крепления расположены ассимметрично

Устанавливаем стопорную шайбу и заворачиваем маховик

Затягиваем болты крепления маховика моментом 62-89 Нм (6,2-8,9 кгс·м), удерживая маховик от проворачивания