Материалы плунжерных пар ТНВД. Изготовление и контроль
Плунжерные пары, насосов высокого давления работают в условиях больших нагрузок и интенсивного истирания В процессе возвратно-поступательного движения плунжера и при малых зазорах происходят большие износы как цилиндрических поверхностей плунжера и гильзы, так и их кромок и торцов. Эти износы обусловливаются наличием в топливе твердых примесей, деформациями плунжера и гильзы н боковыми силами, устранить которые полностью не представляется возможным. Поверхности плунжера и гильзы изнашиваются неравномерно. Больше изнашивается обычно верхняя часть плунжера, обращенная к полости нагнетания, а также поверхности у распределительных кромок. Вследствие износа на поверхностях плунжера и гильзы образуются продольные риски, повышается овальность и конусность рабочих поверхностей. По этой причине увеличивается зазор между плунжером и гильзой, уменьшается плотность пары и увеличиваются утечки В результате уменьшается коэффициент подачи системы, падает давление подачи, изменяется угол опережения подачи и усиливается неравномерность распределения топлива по отдельным цилиндрам. Эти нарушения в работе топливной системы приводят к повышению удельного расхода топлива, снижению эффективной мощности дизеля и неустойчивой работе дизеля на малых, скоростных и нагрузочных режимах.
Чтобы предотвратить быстрый выход из строя топливной аппаратуры, плунжерные пары следует изготовлять из таких материалов, которые хорошо противостоят механическому истиранию, коррозии и вредному воздействию различных примесей, встречающихся в дизельных топливах. Материалы плунжерных пар должны иметь высокую твердость и износостойкость в условиях повышенных давлений топлива, иметь малый коэффициент линейного расширения, сохранять размеры и геометрическую форму, хорошо обрабатываться.
Материалом для плунжера и втулки служат стали ШХ15 или ХВГ (ГОСТ 5950—73). Допускается изготовлять плунжерные пары и из хромомолибденовых сталей. В случае наличия резьбовых соединений можно применять малоуглеродистую легированную сталь. Применяют также хромоалюминиевые стали.
В процессе обработки плунжерные пары подвергают термической обработке. Детали, изготовленные из малоуглеродистых сталей, проходят цементацию. Цементируют рабочие поверхности на глубину 1—1,5 мм. Детали из хромоалюминиевых и хромоалюминиевых с добавками молибдена сталей азотируют на глубину 0,2—0,5 мм. Азотирование деталей позволяет повысить поверхностную твердость при вязкой сердцевине детали и антикоррозионную стойкость работающей поверхности, а также уменьшить брак по трещинам. После азотирования детали шлифуют на глубину 0,02—0,05 мм для снятия хрупкою поверхностного слоя (эпсилонфазы).
Однако азотированные детали, обладая хорошей износостойкостью и коррозионной стойкостью, имеют повышенную хрупкость. При механической обработке на станках наблюдается выкрашивание азотированного слоя По этой причине эти стали широко не применяют.
Плунжерные пары подвергают закаливанию для повышения твердости поверхностного слоя. Твердость трущихся поверхностей плунжеров и их торцов должна быть HRC 55. Направляющие цилиндрические поверхности гильзы и плунжера притирают совместно. Перед притиркой поверхности плунжера и втулки проверяют на отсутствие волосовин и трещин. Плоскостность уплотняющих поверхностей проверяют стеклянной пластиной для интерференционных измерений. Допускается не более трех интерференционных полос.
Диаметральный зазор между плунжером и втулкой для увеличения срока службы выбирают минимальным, но обеспечивающим легкость передвижения плунжера во втулке. В поперечном сечении, проходящем через отсечное окно втулки, минимальный диаметральный зазор может изменяться от 1,5 до 4 мк в зависимости от диаметра плунжера. Наличие этого зазора обеспечивает получение верхнего предела гидравлической плотности плунжерных пар. Нижний предел гидравлической плотности имеет место при максимальном диаметральном зазоре, изменяющемся от 4 до 8 мк в зависимости от диаметра плунжера. Правильность выбора диаметральных зазоров проверяется на стендах. После совместной притирки детали промывают бензином, затем смачивают дизельным топливом и проверяют на легкость передвижения плунжера во втулке. Плунжер, выдвинутый на 1/3 длины протертой поверхности, должен под действием собственного веса свободно перемещаться при любом угловом положении относительно втулки, установленной вертикально.
Гидравлическую плотность плунжерных пар проверяют опрессовкой на гиревых стендах. Опрессовку проводят фильтрованной смесью дизельного топлива и веретенного масла вязкостью 9,9—10,9 сСт при температуре 16—20° С. При герметически закрытой втулке со стороны полости нагнетания на плунжер, установленный в положение максимальной подачи, создается нагрузка, соответствующая давлению смеси в подплунжерном пространстве 20±1 МПа. Гидравлическую плотность измеряют временем, в секундах, хода плунжера от момента его нагружения до момента отсечки, когда движение плунжера резко увеличивается. Плотность гладких плунжеров определяется временем, необходимым для перемещения плунжера на величину заданного хода. Плунжерные пары плотностью меньше требуемой разукомплектовывают, а детали их поступают на участок сборки. При слишком большой плотности плунжерные пары проходят дополнительную притирку.
Годные плунжерные пары сортируют на группы по гидравлической плотности. На насос ставят пары одной гидравлической плотности. Каждую проверенную плунжерную пару маркируют.
Пружины плунжеров воспринимают значительные знакопеременные нагрузки, поэтому материалы, применяемые для их изготовления, должны обладать хорошей прочностью. Для пружин плунжеров обычно применяют стали 50ХФА и 60С2А диаметром 4—11 мм (ГОСТ 14959—79) Термическая обработка проволоки из этих сталей должна обеспечивать твердость HJRC 43—47 для сталей 50ХФА и HRC 44—49 для сталей 60С2А.
Неравномерность шага витков задается так, чтобы при наибольшем рабочем прогибе пружины было гарантировано отсутствие соприкосновения витков. Неприлегание концов опорных витков должно быть не более 0,5 мм. Неперпендикулярность торцов и оси не более 0,1 мм на каждые 20 мм длины пружины. Технология изготовления пружин должна предусматривать проверку их характеристик, оказывающих влияние на рабочий процесс отдельных плунжерных пар.
Из какого материала изготавливается плунжерная пара
Материалы плунжерных пар ТНВД. Изготовление и контроль
Плунжерные пары, насосов высокого давления работают в условиях больших нагрузок и интенсивного истирания В процессе возвратно-поступательного движения плунжера и при малых зазорах происходят большие износы как цилиндрических поверхностей плунжера и гильзы, так и их кромок и торцов. Эти износы обусловливаются наличием в топливе твердых примесей, деформациями плунжера и гильзы н боковыми силами, устранить которые полностью не представляется возможным. Поверхности плунжера и гильзы изнашиваются неравномерно. Больше изнашивается обычно верхняя часть плунжера, обращенная к полости нагнетания, а также поверхности у распределительных кромок. Вследствие износа на поверхностях плунжера и гильзы образуются продольные риски, повышается овальность и конусность рабочих поверхностей. По этой причине увеличивается зазор между плунжером и гильзой, уменьшается плотность пары и увеличиваются утечки В результате уменьшается коэффициент подачи системы, падает давление подачи, изменяется угол опережения подачи и усиливается неравномерность распределения топлива по отдельным цилиндрам. Эти нарушения в работе топливной системы приводят к повышению удельного расхода топлива, снижению эффективной мощности дизеля и неустойчивой работе дизеля на малых, скоростных и нагрузочных режимах.
Чтобы предотвратить быстрый выход из строя топливной аппаратуры, плунжерные пары следует изготовлять из таких материалов, которые хорошо противостоят механическому истиранию, коррозии и вредному воздействию различных примесей, встречающихся в дизельных топливах. Материалы плунжерных пар должны иметь высокую твердость и износостойкость в условиях повышенных давлений топлива, иметь малый коэффициент линейного расширения, сохранять размеры и геометрическую форму, хорошо обрабатываться.
Материалом для плунжера и втулки служат стали ШХ15 или ХВГ (ГОСТ 5950—73). Допускается изготовлять плунжерные пары и из хромомолибденовых сталей. В случае наличия резьбовых соединений можно применять малоуглеродистую легированную сталь. Применяют также хромоалюминиевые стали.
В процессе обработки плунжерные пары подвергают термической обработке. Детали, изготовленные из малоуглеродистых сталей, проходят цементацию. Цементируют рабочие поверхности на глубину 1—1,5 мм. Детали из хромоалюминиевых и хромоалюминиевых с добавками молибдена сталей азотируют на глубину 0,2—0,5 мм. Азотирование деталей позволяет повысить поверхностную твердость при вязкой сердцевине детали и антикоррозионную стойкость работающей поверхности, а также уменьшить брак по трещинам. После азотирования детали шлифуют на глубину 0,02—0,05 мм для снятия хрупкою поверхностного слоя (эпсилонфазы).
Однако азотированные детали, обладая хорошей износостойкостью и коррозионной стойкостью, имеют повышенную хрупкость. При механической обработке на станках наблюдается выкрашивание азотированного слоя По этой причине эти стали широко не применяют.
Плунжерные пары подвергают закаливанию для повышения твердости поверхностного слоя. Твердость трущихся поверхностей плунжеров и их торцов должна быть HRC 55. Направляющие цилиндрические поверхности гильзы и плунжера притирают совместно. Перед притиркой поверхности плунжера и втулки проверяют на отсутствие волосовин и трещин. Плоскостность уплотняющих поверхностей проверяют стеклянной пластиной для интерференционных измерений. Допускается не более трех интерференционных полос.
Диаметральный зазор между плунжером и втулкой для увеличения срока службы выбирают минимальным, но обеспечивающим легкость передвижения плунжера во втулке. В поперечном сечении, проходящем через отсечное окно втулки, минимальный диаметральный зазор может изменяться от 1,5 до 4 мк в зависимости от диаметра плунжера. Наличие этого зазора обеспечивает получение верхнего предела гидравлической плотности плунжерных пар. Нижний предел гидравлической плотности имеет место при максимальном диаметральном зазоре, изменяющемся от 4 до 8 мк в зависимости от диаметра плунжера. Правильность выбора диаметральных зазоров проверяется на стендах. После совместной притирки детали промывают бензином, затем смачивают дизельным топливом и проверяют на легкость передвижения плунжера во втулке. Плунжер, выдвинутый на 1/3 длины протертой поверхности, должен под действием собственного веса свободно перемещаться при любом угловом положении относительно втулки, установленной вертикально.
Гидравлическую плотность плунжерных пар проверяют опрессовкой на гиревых стендах. Опрессовку проводят фильтрованной смесью дизельного топлива и веретенного масла вязкостью 9,9—10,9 сСт при температуре 16—20° С. При герметически закрытой втулке со стороны полости нагнетания на плунжер, установленный в положение максимальной подачи, создается нагрузка, соответствующая давлению смеси в подплунжерном пространстве 20±1 МПа. Гидравлическую плотность измеряют временем, в секундах, хода плунжера от момента его нагружения до момента отсечки, когда движение плунжера резко увеличивается. Плотность гладких плунжеров определяется временем, необходимым для перемещения плунжера на величину заданного хода. Плунжерные пары плотностью меньше требуемой разукомплектовывают, а детали их поступают на участок сборки. При слишком большой плотности плунжерные пары проходят дополнительную притирку.
Годные плунжерные пары сортируют на группы по гидравлической плотности. На насос ставят пары одной гидравлической плотности. Каждую проверенную плунжерную пару маркируют.
Пружины плунжеров воспринимают значительные знакопеременные нагрузки, поэтому материалы, применяемые для их изготовления, должны обладать хорошей прочностью. Для пружин плунжеров обычно применяют стали 50ХФА и 60С2А диаметром 4—11 мм (ГОСТ 14959—79) Термическая обработка проволоки из этих сталей должна обеспечивать твердость HJRC 43—47 для сталей 50ХФА и HRC 44—49 для сталей 60С2А.
Неравномерность шага витков задается так, чтобы при наибольшем рабочем прогибе пружины было гарантировано отсутствие соприкосновения витков. Неприлегание концов опорных витков должно быть не более 0,5 мм. Неперпендикулярность торцов и оси не более 0,1 мм на каждые 20 мм длины пружины. Технология изготовления пружин должна предусматривать проверку их характеристик, оказывающих влияние на рабочий процесс отдельных плунжерных пар.
Большая Энциклопедия Нефти и Газа
Размер и материал плунжера обусловливаются получением максимального выходного сигнала, обладающего требуемой линейностью и минимальным сдвигом фазы. Плунжер может быть выполнен в виде полого или сплошного цилиндра из мягкой стали или никелевого сплава с высокой магнитной проницаемостью. Плунжер соединяется с чувствительным элементом датчика при помощи стержня, изготовленного из немагнитного материала. [3]
Плунжер гидравлического пресса воспринимает усилие, создаваемое рабочей жидкостью, и передает его на подвижную плиту и пресс-форму; при этом материал плунжера работает на сжатие. При асимметричном нагру-жении пресса может, кроме того, возникать изгибающий момент, величина которого зависит от величины и места приложения нагрузки, а также от характера соединения плунжера с плитой. [4]
Все это приводит к тому, что между активными поверхностями развиваются большие силы трения, которые могут привести к разрушению верхнего слоя материала плунжера или рабочих втулок. Износ интенсифицируется, если насос работает в коррозионной среде или если добываемая жидкость содержит поверхностно-активные вещества, которые под воздействием молекулярных сил проникают в возникшие микроскопические трещинки и ускоряют разрушение материала. Износ плунжера и рабочих втулок также интенсифицируется, если откачиваемая жидкость содержит песок. [5]
Таким образом, на основании проведенных исследований можно-сделать вывод, что оптимальным режимом термообработки никелированных плунжеров, обеспечивающим достаточную прочность сцепления покрытий с материалом плунжеров ( закаленной сталью ХВГ) и необходимую твердость покрытий, является нагрев этих деталей при 400 — 450 с выдержкой в течение 45 — 60 мин. [6]
Кроме того, оседание песка в уплотняющих элементах так может привести к преждевременному износу этих элементов или же к повреждению рабочего цилиндр При выборе материала плунжера и цилиндра необходимо следить за тем, чтобы выбираемые для HI материалы соответствовали условиям эксплуатации. На рис. 21 представлены материалы плунжер. [7]
Направляющая втулка — сменная деталь, через которую обычно осуществляется контакт между плунжером и цилиндром. В зависимости от материала плунжера втулки изготовляют из оловянной бронзы или антифрикционного чугуна. [8]
Аналогично рассматривается задача термоупругости для плунжера. С использованием решения задачи термоупругости для плунжера и кинетического уравнения изнашивания материала плунжера находится радиальное перемещение v контактной поверхности плунжера. Найденные величины v& vi подставляются в основное контактное уравнение. [9]
Так как при работе топливного насоса во время хода нагнетания зазор увеличивается, то в него могут попадать и частицы большего размера, чем технологический размер зазора. При обратном ходе плунжера зазор уменьшается и частица защемляется. Поскольку твердость частиц абразива превышает твердость материала плунжера и втулки, происходит срезание микростружки металла и поверхность изнашивается. При одной и той же концентрации загрязнителя по массе количество частиц более мелких размеров значительно больше, чем крупных, поэтому изнашивание вначале происходит более интенсивно. После достижения некоторого момента изнашивание и цикловая подача топлива стабилизируются. Это объясняется, очевидно, тем, что зазор в плунжерной паре становится равным максимальному размеру частиц введенного в топливо абразива. В этом случае интенсивность изнашивания крайне незначительна, так как оно происходит не в результате защемления частиц и последующего снятия микростружки, а только вследствие эрозионного царапания поверхности отдельными частицами при их прохождении с топливом с большой скоростью в зазоре. При этом цикловая подача топлива практически не изменяется. Такой процесс абразивного изнашивания принимается за нормальный, в отличие от предыдущего — приработочного. [10]
На рис. 6 — 73 изображены два плунжерных затвора, в которых уплотнение достигается за счет радиального расширения плунжера. Затвор, показанный на рис. 6 — 73 а, имеет поршень из толстостенной резиновой трубки, который сжимается в осевом направлении до тех пор, пока не уплотнит наружную трубку. Аналогичная конструкция такого плунжерного затвора показана на рис. 6 — 73 6; здесь плунжер перекрывает корпус затвора благодаря разнице в коэффициентах линейного расширения материалов плунжера и корпуса. Если плунжер сделан из материалов с небольшим коэффициентом линейного расширения ( например, из инвара), а корпус затвора изготовлен из материала с намного большим значением этого коэффициента ( например, из нержавеющей стали), то затвор в холодном состоянии будет закрыт, а при нагреве он откроется. [12]
В стандарте представлены составные плунжеры, хотя они и не получили большого распространения. В конструкциях плунжеров с мягким уплотнением не оговаривается механизм крепления элементов уплотнения на поверхности плунжера. Данный вопрос решается фирмой-производителем насосов самостоятельно. Стандартом также не оговариваются материал плунжера , требования к его поверхности и свойства применяемых уплотнений. [14]
Что такое плунжерная пара? Производство, ремонт, замена и регулировка плунжерных пар
Топливный насос высокого давления (ТНВД) – это один из важнейших узлов любого дизельного двигателя. Именно с помощью этой детали горючее подается таким образом, чтобы в камеру попадала не жидкость, а топливно-воздушная смесь. На работу ТНВД значительно влияет плунжерная пара. Благодаря этому элементу осуществляется распределение и подача топлива в мотор. И сегодня мы рассмотрим, что такое плунжерная пара, какое значение она имеет для дизельного автомобиля.
Устройство
Конструкция данного элемента предполагает наличие двух основных элементов — втулки и плунжера. Последний состоит из небольшого поршня цилиндрической формы. При работе насоса данная деталь двигается внутри втулки. Благодаря возвратно-поступательным движениям, которые они производят, осуществляется нагнетание топлива, после чего происходит всасывание горючего. Плунжерная пара ТНВД (фото данного элемента вы можете увидеть ниже) имеет отверстия на втулке. Через них происходит подача дизтоплива для нагнетания.

То есть главное назначение и функция данного элемента заключается в измерении точного количества горючего для его подачи в цилиндры двигателя. Кроме этого, при помощи данного элемента насос подает топливо под определенным давлением в нужный момент. Но для того чтобы осуществлять все эти операции без сбоя, плунжерная пара должна соответствовать ряду технических требований. Само же ее производство осуществляется на высокотехнологичном оборудовании (как правило, на крупных предприятиях). В домашних условиях подобный элемент изготовить невозможно.
О нагнетательных клапанах как неотъемлемой части топливной системы

Основная задача данного элемента заключается в перекрытии магистралей высокого давления между плунжером и топливопроводом. Благодаря этому происходит снижение давления топлива, что необходимо для более точного и быстрого закрытия распылителей форсунки. Это предотвращает образование капель топлива, а их наличие там крайне нежелательно. Во время впрыска то давление, которое создается в пространстве над плунжером, производит подъем конуса нагнетательного клапана. Далее горючее под давлением попадает к распылителю через топливопровод и держатель клапана. Как только канавка плунжера открывает сливной канал, уровень давления в камере падает, а пружина нагнетательного клапана прижимает корпус устройства к седлу обратно. Такое действие происходит в системе до тех пор, пока плунжер не начнет новый рабочий ход.
Вероятна ли протечка плунжера?
В качественных деталях вероятность протечки топлива равна нулю. Чтобы максимально снизить вероятность утечки топлива, зазор между втулкой и плунжером делают равным 1-3 мкм. По причине такой высокой точности каждый плунжер подбирается отдельно к втулке. После этого на заводе выполняется подгонка обеих деталей. В ходе изготовления поверхность этих элементов дополнительно закаляется. Это делается для того, чтобы обеспечить максимально долгий срок эксплуатации данной детали.
Эксплуатация детали
Плунжерная пара – это тот элемент, который требует особого внимания во время эксплуатации автомобиля и работы его топливной системы. Залог качественной и бесперебойной работы данное детали – использование только качественного топлива. К сожалению, на отечественных АЗС за качеством горючего следят немногие, поэтому нашим автовладельцам (особенно тем, у кого дизельные автомобили) часто приходится ремонтировать и чистить форсунки.

Содержание различных химических примесей и большая концентрация грязи и отложений значительно уменьшают срок службы плунжерных пар.
Особо негативное влияние оказывает вода, которая тоже иногда содержится в отечественном топливе. Когда она попадает в зазор между втулкой и плунжером, нарушается целостность смазывающей пленки, в результате чего устройство начинает работать без смазки. Это может привести к повышенному нагреву, деформации и даже заклиниванию такой детали, как плунжерная пара. В таком случае выход из ситуации только один – замена устройства на новое. Для того чтобы избежать подобных неприятностей, нужно регулярно производить диагностику топливной аппаратуры и по возможности не заправляться на незнакомых АЗС.
Когда требуется замена плунжерной пары?
Есть несколько основных симптомов, свидетельствующих о неисправности данной детали. Одним из них является отказ запуска двигателя. Но определить поломку плунжерной пары можно и при работающем двигателе. В таком случае необходимо обратить внимание на качество работы мотора. Если он работает нестабильно и с перебоями, скорее всего, причина скрывается в топливной системе. Также при неисправной плунжерной паре мотор начинает значительно терять свою мощность и издавать посторонние звуки, которые ранее не возникали. Если вы заметили хотя бы один из вышеперечисленных симптомов, необходимо произвести диагностику топливной системы автомобиля.

Стоит отметить, что для этого нужно иметь специальное диагностическое оборудование. Поэтому собственными руками и без соответствующей аппаратуры вы вряд ли сможете определить исправность плунжера. После диагностики мастера принимают решение о том, нужна ли регулировка плунжерной пары либо ее следует заменить полностью на новую. При ремонте используется определенное оборудование, которое восстанавливает заводские герметичные размеры плунжера и втулки. Сама же замена тоже требует особой аккуратности, знаний и опыта, поэтому что-то делать в ТНВД своими руками крайне опасно, так как это может вывести из строя всю систему в автомобиле.
Заключение
Итак, мы выяснили, как влияют плунжерные пары на ТНВД и все их конструкционные особенности.
Плунжерная пара
Плунжерная пара состоит из 2 основных узлов, каждый из которых выполняет свои функции:
- Плунжер. Его задача состоит в совершении возвратно-поступательных движениях внутри втулки. Длина металлического цилиндра должна значительно превосходить диаметр.
- Втулка. Представляет собой полый цилиндр, изготовленный из особо прочного металла. Внутри втулки сделаны отверстия, обеспечивающие подачу и отвод топлива или рабочих жидкостей.
Существуют две основные разновидности плунжерной пары, различие между которыми состоит в наличии в плунжере специальной кольцеобразной просечки. Назначение просечки заключается в сборе и возврате части топлива в основную магистраль топливного насоса. Стоимость такой плунжерной пары будет выше стоимости узла с плунжером без просечки. Однако дополнительные расходы на изготовление компенсирует повышение эффективности работы дизельного двигателя.

Основная проблема при изготовлении плунжерной пары состоит в обеспечении герметичности рабочего узла, при этом необходимо добиться свободного перемещения плунжера внутри втулки. Задача решается точным соблюдением геометрических размеров. Рабочие поверхности втулки и плунжера обрабатываются для обеспечения необходимой плотности примыкания элементов между собой. Рабочим зазором между втулкой и плунжером сегодня считают расстояние в 1-3 мкм. Такая точность обработки поверхностей элементов рабочего узла позволяет относить плунжерную пару к прецизионным деталям.
Плунжерная пара при эксплуатации подвергается высокому давлению и другим сопутствующим нагрузкам. Это объясняет требования к прочности элементов плунжерной пары, а также устойчивости к физическим воздействиям. По этим причинам для изготовления элементов узла используются износостойкие и высокопрочные марки стали. Для достижения необходимой точности геометрических размеров двух элементов и соблюдения технологии обработки металла работу выполняют на способном обеспечить эти параметры современном оборудовании. Работа плунжерной пары во многом определяет параметры работы всего дизельного двигателя.

Принцип работы плунжерной пары
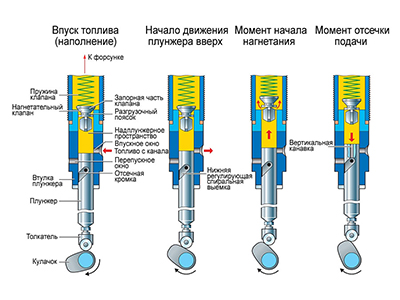
Штатная схема работы плунжерной пары:
1. В начале цикла работы плунжер под действием пружин находится в нижней части втулки.
2. Под воздействием кулачкового вала плунжер перемещается в верхнюю часть втулки, увеличивая давления топлива над вытеснителем.
3. При повышении давления топлива открывается клапан и топливо через форсунки поступает в камеру сгорания.
4. В конце цикла плунжер под воздействием пружин возвращается в начальную позицию.
Надежность и долговечность плунжерной пары во многом объясняется именно простотой принципа работы этого узла.
Применение и назначение плунжерной пары
В топливном насосе высокого давления плунжерная пара выполняет следующие функции:
- обеспечение поступления дизтоплива к форсункам с одновременным повышением давления;
- дозирование требуемого объема топлива для доставки к форсункам;
- установление оптимального режима впрыска дизтоплива в камеру сгорания.
Добиться точного и эффективного выполнения данных функций позволяет совместная работа плунжерной пары совместно с системами амортизации и контроля. Автоматика определяет параметры и характеристики, которые должны быть достигнуты в ходе работы плунжерной пары.
Еще одна сфера применения плунжерных пар – различные по конструкции и назначению насосы, гидромашины, другое аналогичное оборудование.

Преимущества и недостатки плунжерной пары
Востребованность дизельных двигателей значительно возросла после появления топливных насосов высокого давления, в которых одним из основных рабочих узлов стали плунжерные пары. Объяснить такой взрывной рост популярности ТНВД можно техническими и эксплуатационными характеристиками топливного насоса благодаря применению в конструкции плунжерной пары. Основные преимущества рабочего узла и всего ТНВД:
- Исключительная надежность узла. Такую характеристику справедливо применять как к самой плунжерной паре, так и ко всему дизельному двигателю.
- Возможность ТНВД и плунжерной пары одновременно решать несколько задач, включая подачу топлива под высоким давлением, дозирование объемом топлива, выбор оптимального режима впрыска топлива для сжигания в камере. Такая универсальность дает возможность обеспечить эффективную работу дизельного двигателя.
- Основным преимуществом дизельных двигателей является высокий КПД, что вместе с экономичностью дизельных ДВС сегодня приобретает особое значение, в первую очередь с точки зрения экономии денежных средств.
- Не менее значимым преимуществом является экологичность дизельных двигателей. Надо отметить, что полностью безопасным дизельный ДВС считаться не может по вполне понятным причинам. Однако современные дизели благодаря эффективной работе и практически полному сжиганию дизтоплива стали отвечать строгим действующим экологическим стандартам. При этом дизельный двигатель для работы нуждается в относительно небольшом количестве дизтоплива. Небольшой расход топлива приводит к минимальному объему выбросов вредных веществ, что также надо учесть при оценке экологичности дизельного ДВС.
Среди значимых недостатков плунжерной пары следует назвать износ элементов рабочего узла. Износ объясняется сложными условиями эксплуатации рабочего узла. Продлить срок службы плунжерной пары позволяет изготовление элементов узла из высокопрочных марок стали с точным соблюдением технологии производства. Однако даже выполнение этих условий полностью не исключает возможного износа деталей.
Плунжерная пара насоса

Плунжерная пара топливного насоса высокого давления должна быть изготовлена из прочного долговечного материала, который выдержит соответствующие нагрузки. Именно поэтому все чаще предприятия фармацевтической и пищевой промышленности отходят от металлических и керамических пар, а обращают внимание на изделия из монокристаллического корунда (лейкосапфира).
Производство плунжерных пар из искусственного лейкосапфира
ЗАО «Ростокс-Н» изготавливает плунжерные пары и детали насосов из искусственно выращенного лейкосапфира на собственном производстве. Эти изделия имеют высокую износостойкость и прозрачность, что позволяет визуально контролировать наличие/отсутствие пузырей во время работе насосов.
Размеры плунжерных пар для топливных насосов и насосов-дозаторов не ограничены стандартными, мы изготавливаем изделия по чертежам заказчика от 1 дня. Точность изготовления +/- 0,002 мм, а срок службы – до 20 лет.
Из какого материала изготавливается плунжерная пара ?
Для того чтобы плунжерная пара насоса и другие наши изделия соответствовали высоким требованиям стандартов, мы применяем качественные материалы: лейкосапфир, керамику, специальные стали и сплавы.
Цену плунжерной пары насоса по вашим чертежам вы можете узнать у наших специалистов уже сегодня: оставьте заявку через каталог или по контактному телефону.